(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ АБРАЗИВЕ
1
Изобретение относится к обработке деталей в кипящем слое абразива, например полировке, снятию заусенцев, скруглению кромок и т. п.
Известно устройство для обработки деталей в псевдоожиженном абразиве, содержащее щпиндель для сообщения обрабатываемой детали вращения в камере с кипящим абразивом, расположенным над газораспределительной решеткой, и крыщку камеры 1.
Производительность и качество обработки деталей на известном устройстве снижаются из-за неравномерного распределения вдоль газораспределительной рещетки потока воздуха, ожижающего абразив , а также от неудобств при установке и снятии обрабатываемой детали, определяемых конструкцией открытия крыщки.
Цель изобретения - повыщение производительности и качества обработки путем улучщения распределения равномерности потока воздуха, взвещивающего абразив, и улучщения удобств открытия крыщки.
Указанная цель достигается тем, что устройство для обработки деталей в псевдоожиженном абразиве снабжено установленным под газораспределительной рещеткой коллектором с реле давления, соединеннымс введенной в устройство системой блокирования включенияпривода вращения щпинделя.
При этом крыщка камеры снабжена сепаратором с воздухоотводом и установлена на вертикальном валу с возможностью поворота с помощью подщипников, связанных с байонетным устройством и со щтоком силового пневмоцилиндра, закрепленного на
10 камере.
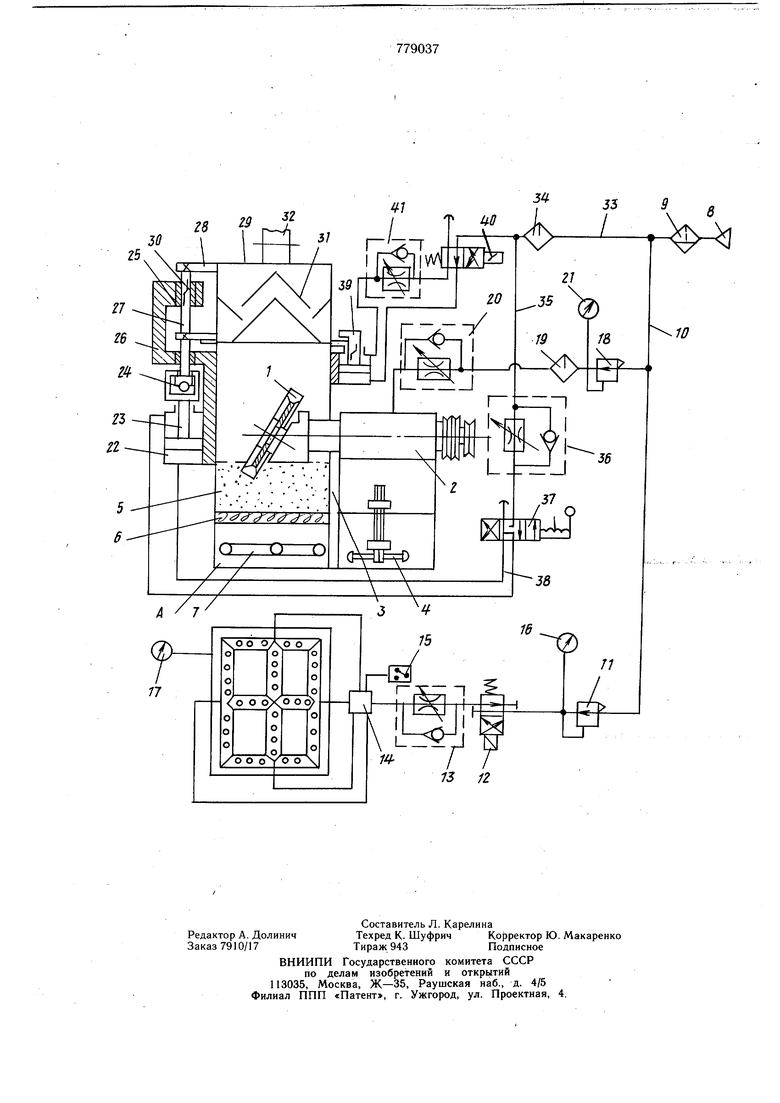
На чертеже изображена пневмокинематическая схема устройства с разрезом камеры в вертикальной плоскости.
Обрабатываемая деталь 1 устанавливается на выходном валу щпинделя 2, корпус
которого закреплен на камере 3 с возможностью настроечного вертикального смещения, для чего устройство снабжено винтовым механизмом 4 и вертикальными направляющими щпинделя (на чертеже не изображены).
20 Под слоем абразива 5, в который частично погружена обрабатываемая деталь, расположена газораспределительная рещетка 6, ниже которой расположена воздущная камера А, в которой закреплен коллектор 7
распределения воздуха вдоль поверхности решетки.
Воздух в камеру А через коллектор подает(„я от пневмосети 8 через влагомаслоотделитель 9, воздухопровод 10, регулятор 11 давления, кран 12 управления с соленоидом (электрозолотник), дроссель 13 и распределительную коробку 14, с которой соединено реле 15 давления, электрически соединенное с приводом вращения шпинделя 2, который может включаться только при наличии давления в камере. Давление воздуха в сети и коллекторе контролируется соответственно манометрами 16 и 17.
Для повышения долговечности шпинделя 2 в его внутреннюю полость от пневмосети 8 подается давление воздуха через регулятор 18 давления, масловпрыскиватель 19 и дроссель 20. Давление воздуха в этой магистрали контролируется манометром 21.
На корпусе камеры 3 вертикально установлен силовой цилиндр 22, шток 23 которого через упорный подшипник 24 шарнирно соединен с установленным в подшипниковых опорах 25 кронштейна 26 камеры 3 вертикальньш валом 27, на котором с помош,ью переходников 28 закреплена крышка 29 камеры, причем вал 27 соединен с одной из подшипниковых опор 25 байонетным устройством 30. Крышка 29 содержит сепаратор 31 с гибким воздухоотводом 32, соединяющим камеру с воздухоочистителем (на чертеже не изображено).
Воздух в силовой цилиндр 22 от пневмосети 8 подается через трубопровод 33, масловпрыскиватель 34, трубопровод 35, дроссель 36, кран 37 управления и трубопроводы 38.
Для зажима крышки 29 на камере 3 закреплен силовой цилиндр 39, шток которого снабжен байонетным устройством. Воздух в силовой цилиндр 39 от масловпрыскивателя 34 подается через электрозолотник 40 и дроссель 41.
При работе устройства воздух от пневмосети 8 подается в верхние полости силовых цилиндров 22 и 39, которые поджимают крышку 29 к камере 3, при этом основной поток воздуха проходит через коллектор 7, распределительную решетку 6, слой абразива 5, сепаратор 31 и гибкий воздуховод 32 в воздухоочиститель. Шпиндель 2 сообщает детали 1 вращения в кипящем абразиве 5, в результате чего она обрабатыв ется, при этом внутренние полости шпинделя находятся под давлением, что исключает попадание в него абразива, приводящего к быстрому износу подщипников.
Коллектор, равномерно распределяя воздух вдоль поверхности газораспределительной решетки, обеспечивает одинаковый расход воздуха через различные участкирешетки, что повышает производительность и качество обработки.
В конце обработки выключается вращение шпинделя, кран 12 управления отсекает подачу воздуха в камеру, после чего по команде реле 15 давления воздух подается в нижнюю полость силового цилиндра 39, шток которого, поднимаясь вверх, одновременно разворачивается байонетным
устройством 30, освобождая фланец крышки для ее подъема. После этого переключением крана 37 управления подают давление воздуха в нижнюю полость силового цилиндра 22, шток которого, поднимаясь, поднимает вал 27, а вместе с ним и крышку 29 в верхнее положение, при этом байонетное устройство 30 одновременно поворачивает вал 27 в подшипниковых опорах 25. Вместе с валом вбок смещается и крышка 29 с гибким воздухоотводом, освобождая
место над камерой для смены обрабатываемой детали. После смены детали силовым цилиндром 39 опускают крышку 29, поджимают ее к камере, подают воздух в камеру и шпиндель, после чего включают вращение шпинделя.
Помимо повышения производительности и качества рбработки предлагаемое устройство повышает технику безопасности работы.
Формула изобретения
. Устройство для обработки деталей в псевдоожиженном абразиве, содержащее шпиндель для сообщения обрабатываемой детали вращения в камере с кипящим абразивом, расположенным над газораспределительной решеткой, и крышку камеры, отличающееся тем, что, с целью повышения производительности и качества обработки устройство снабжено установленным под газораспределительной решеткой коллектором с реле давления, соединенным с введенной в устройство системой блокирования включения привода вращения шпинделя.
2. Устройство по п. 1, отличающееся тем, что крышка камерь снабжена сепаратором с
воздуховодом и установлена на вертикальном валу с возможностью поворота с помощью подшипников, связанн 1х с байонетным устройством и со щтоком силового пневмоцилиндра, закрепленного на камере.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 534344, кл. В 24 В 31/00, 1968. 73 12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталейВ КипящЕМ СлОЕ пСЕВдООжижЕННОгОАбРАзиВА | 1979 |
|
SU795903A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Способ обработки деталей в псевдоожиженномАбРАзиВЕ и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810456A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768610A1 |