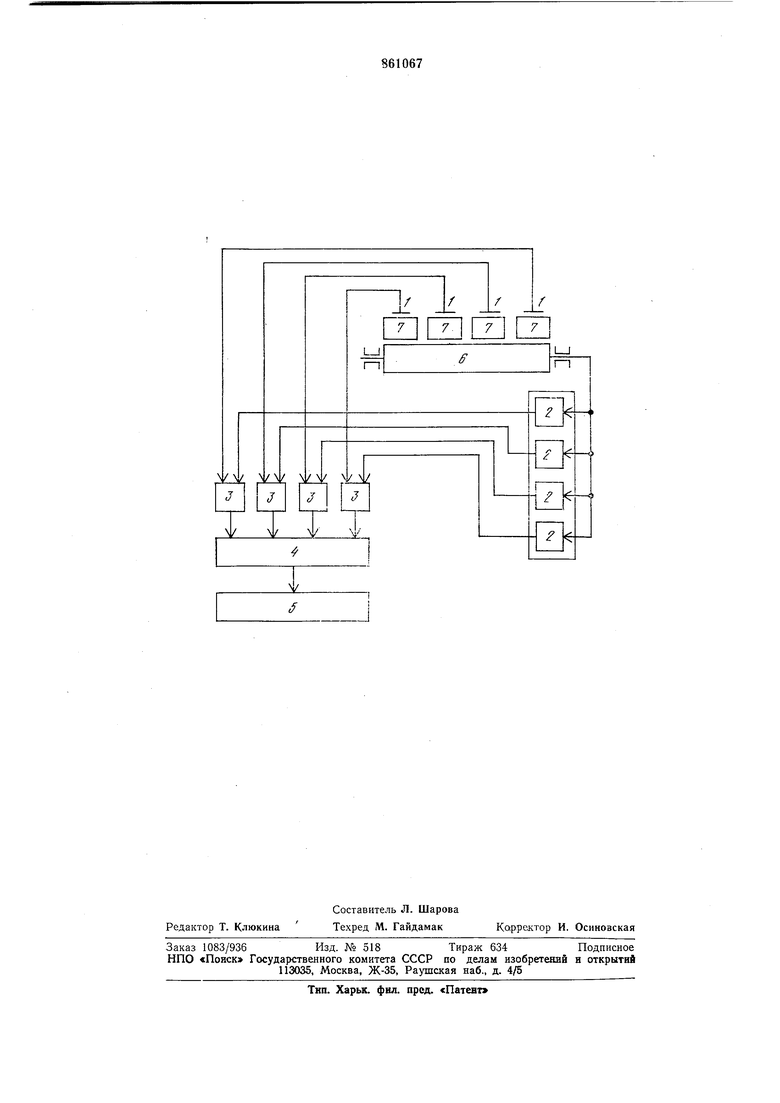
датчиков :7 наличия изделий и выход соответствующего датчика 2 числа изделий через соответствующий элемент И 5 и разделительный элемент ИЛИ 4 связаны с входом счетчика 5, причем датчики 2 числа изделий связаны с подвижной частью автомата-укладчика 6 продукции на конвейере так, что за один цикл зстановки изделий 7 на транспортер срабатывают последовательно один за другим.
Устройство работает следующим образом.
На транспортер автомата-укладчика 6 захватами устанавливается первый ряд изделий 7. Наличие изделий 7 в ряде фиксируется датчиками / наличия изделий, каждый из которых посылает сигнал о наличии изделия на вход соответствующего элемента И 3. Датчики 2 числа изделий, связанные с подвижной частью автоматаукладчика 6, за один цикл установки изделий срабатывают последовательно один за другим, посылая сигналы на входы соответствующих элементов И. При наличии сигналов на обоих входах соответствующих элементов И появляется сигнал на его выходе, и через логический элемент ИЛИ 4 сигнал поступает на вход счетчика 5. Последний срабатывает и фиксирует наличие изделия 7 на данной позиции. При движении транспортера автомата-укладчика 6 изделия 7 выходят из рабочей зоны датчиков / наличия изделий, освобождая место следующему ряду изделий 7. Захватами устанавливается на транспортер новый ряд и процесс повторяется.
Устройство выполнено на типовых элементах. Небольшая масса, простота конструкции и обслуживания при изготовлении делают устройство удобным для применения.
Формула изобретения
Устройство для контроля выпуска готовой продукции с конвейера, содержащее датчики наличия изделий, датчик числа изделий, подключенный к подвижной част и автомата-укладчика продукции на конвейере, логические элементы И, логический элемент ИЛИ и счетчик, вход которого подключен к выходу элемента ИЛИ, а один из входов элементов И подключен к соответствующему датчику наличия изделий, отличающееся тем, что, с целью
повышения точности контроля, оно снабжено дополнительными датчиками числа изделий по количеству датчиков наличия изделий, причем дополнительные датчики числа изделий подключены к подвижной части автомата-укладчика продукции и соединены с другим входом соответствующих элементов И, выходы которых подключены к соответствующим входам
элемента ИЛИ. I
РГсточники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР „Чд 403559, кл. В 28 В 17/00, 1972. 2. Авторское свидетельство СССР № 517497, кл. В 28 В 17/00, 1975 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля выпуска готовой продукции | 1981 |
|
SU992208A1 |
| Устройство для контроля выработки пресса силикатного кирпича | 1977 |
|
SU701812A1 |
| Устройство для контроля выпуска готовой продукции с конвейера | 1975 |
|
SU517497A1 |
| Устройство для управления автоматом укладки кирпича | 1987 |
|
SU1560711A1 |
| Устройство для счета предметов, перемещаемых конвейером | 1987 |
|
SU1495833A1 |
| Устройство для определения места наработки стекловолокна | 1978 |
|
SU723015A1 |
| Устройство управления электродвигателем транспортера-накопителя автомата для укладки кирпича | 1989 |
|
SU1694391A1 |
| Устройство для управления комплектованием штучных изделий, преимущественно кирпича | 1979 |
|
SU865669A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Устройство для определения окончания намотки волокна на бобину | 1979 |
|
SU775033A1 |