(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОМПЛЕКТОВАНИЕМ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования штучных изделий | 1988 |
|
SU1600957A1 |
| Устройство для программного упРАВлЕНия ТРАНСпОРТНыМ МЕХАНизМОМ | 1978 |
|
SU813375A1 |
| Установка для ассортиментного комплектования контейнеров лотками с хлебобулочными изделиями | 1974 |
|
SU552945A1 |
| Устройство для программного управления комплектованием контейнеров | 1975 |
|
SU561937A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Устройство для программного счета штучных | 1986 |
|
SU1388918A1 |
| Устройство для счета предметов | 1985 |
|
SU1280412A1 |
| Устройство для управления сортировкой штучных грузов на конвейерах | 1977 |
|
SU710665A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
I
Изобретение относится к промышленности строительных материалов и может быть использовано в конструкции различных укладчиков глиняного и силикатного кирпича.
Известно устройство для управления комплектованием штучных изделий, преимушественно кирпича, содержащее механический счетчик, систему управления перемеш,ением конвейера-накопителя, блок управления и командоаппарат, который выполнен в виде бесконтактного выключателя с релеповторителем 1 .
Однако наличие командоаппарата накладывает ограничение на скорость перемещения конвейера, что ограничивает производительность укладчика.
Наиболее близким к предлагаемому является устройство для управления комплектованием штучных изделий, преимуш,ественно кирпича, содержаш,ее конвейер с приводом, датчик перемещения, датчик наличия изделия и блок управления приводом 2.
Недостатком устройства является то, что точка отсчета следующего перемещения конвейера начинается от точки окончания
предыдущего, устройство не может использоваться, если величины перемещений отличаются друг от друга на порядок (точность малого будет значительно меньше ); устройство также накладывает ограничение на скорость перемещения конвейера, при большой скорости перебег диска становится больше расстояния между кулачками и конвейер делает сразу два хода.
Цель изобретения - повышение точности управления.
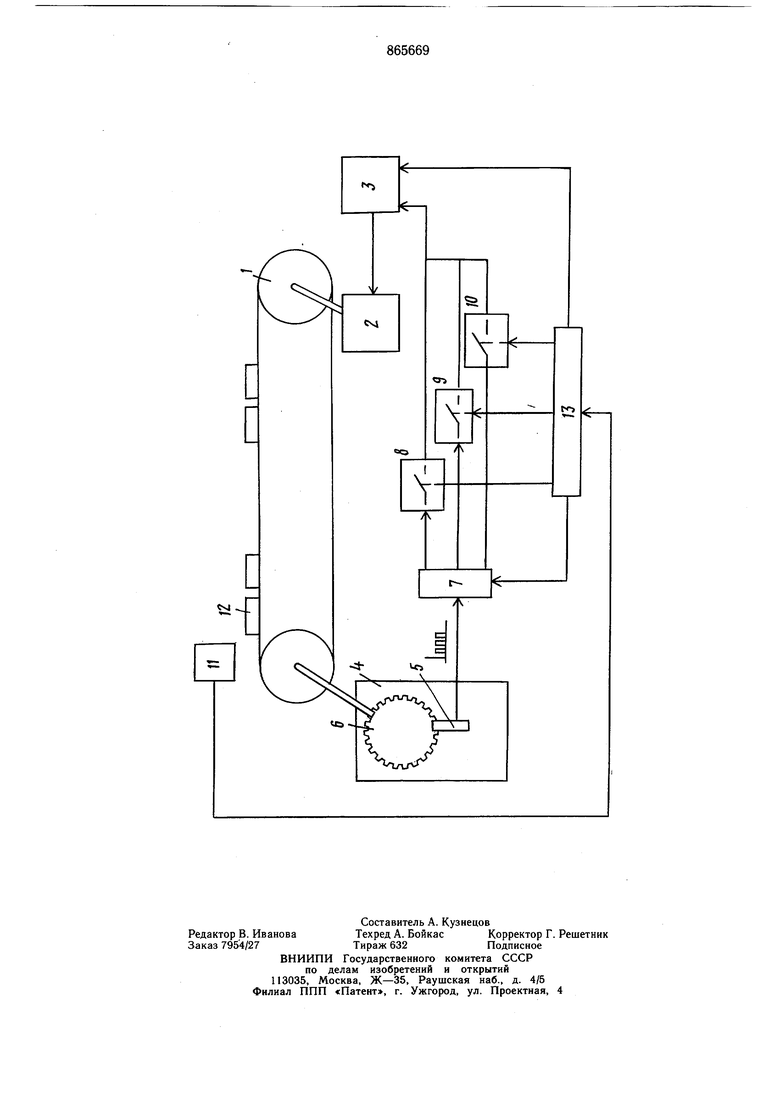
Поставленная цель достигается тем, что устройство для управления комплектован-ием штучных изделий, преимущественно кирпича, содержащее конвейер с приводом, датчик перемещения, датчик наличия изделий и блок управления приводом, снабжено сум.матором, выключателями и программным блоком, причем датчик перемещения подключен к одному из входов сумматора, другой вход которого подключен к одному из выходов программного блока, другой выход которого соединен с одним из входов блока управления приводом, выходы сумматора через соответствующие .выключатели соединены с другим входом блока управления, а датчик наличия изделия подключен ко входу программного блока, выходы которого соединены с соответствующими выключателями, датчик перемещения выполнен в виде зубчатого диска и контактирующего с ним выключателя. На чертеже схематично изображено предлагаемое устройство. Устройство содержит конвейер 1 с приводом 2, подключенным к блоку 3 управления приводом, импульсный датчик 4 перемещения, выполненный в виде выключателя 5 и воздействующего на него зубчатого диска 6, связанного с конвейером 1. Выход датчика 4 подключен к сумматору 7, выходы которого, соответствующие заданным величинам перемещения, подключены через управляемые выключатели 8-10 к блоку 3 управления приводом. Датчик И наличия изделия 12 связан с программным блоком 13. который служит для выдачи задания на величину перемещения конвейера 1. Выходы блока 13 соединены с управляющими входами выключателей 8-10 и входом установки нуля сумматора 7. Устройство работает следующим образом. При установке на конвейер 1 ряда издеЛИЙ 12 сигналом датчика 11 через программный блок 13 включается в работу сумма тор 7 и замыкается один из управляемых выключателей 8-10, подключенный к выходу сумматора 7, соответствующему заданному перемещению для данного ряда изделий. Одновременно в блок 3 управления приводом дается команда на вращение привода 2 конвейера 1. При перемещении конвейера 1 вращается связанный с ним диск 6,воздействующий на выключатель.С выхода выключателя 5 снимается серия импульсов, каждый из которых соответствует воздействию зубца диска 6 и перемещению конвейера на строго заданную малую величину. Число зубцов диска и передаточное отношение между диском и конвейером выбирают так, чтобы перемещение транспортера за промежуток между двумя импульсами было меньще допустимой погрещности. Импульсы с выключателя 5 поступают в сумматор 7,который может быть выполнен, например в виде счетчика с числом выходов, соответствующих числу заданных величин перемещения. Пусть допустимая погрешность перемещения конвейера 0,8 мм, а величины перемещения 1000мм (выключатель 8), 60мм (выключатель 9) и 200мм (выключатель 10), Примем расстояние, соответствующее промежутку между импульсами, 0,5 мм. Тогда перемещению 1000мм будут соответствовать 2000 импульсов, 60мм-12 импульсов и 200 мм-400 импульсов. Блок 13 обеспечивает после установки каждого ряда замыкание одного из включателей 8-10 и передачу через него от сумматора 7 в блок 3 команды на остановку, конвейера (после поступления заданного блоком 13 количества импульсов, соответствующего заданной величине перемещения). Одновременно от блока 13 в сумматор 7 подается сигнал, устанавливающий его счетчик в исходное состояние, после чего сумматор готов к измерению следующего перемещения конвейера после установки нового ряда изделия. Небранная группа изделий снимается перекладчиком (на чертеже не показан) либо перемещается конвейером на другой пост. Предлагаемое устройство позволяет производить комплектацию изделий с любой заданной точностью для любых величин перемещения, в том числе и отличающихся друг от друга на порядок и выще. Одновременно снимается ограничение на скорость перемещения конвейера, что позволяет увеличить производительность комплектующего устройства. Формула изобретения 1.Устройство для управления комплектованием щтучных изделий, преимущественно кирпича, содержащее конвейер с приводом, датчик перемещения, датчик наличия изделий и блок управления приводом, отличаю щееся тем, что, с целью повышения точности управления, оно снабжено сумматором, выключатедями и программным блоком, причем датчик перемещения подключен к одному из входов сумматора, другой вход которого подключен к одному из выходов программного блока, другой выход которого соединен с одним из входов блока управления приводом, выходы сумматора через соответствующие выключатели соединены с другим входом блока управления, а датчик наличия изделий подключен ко входу программного блока, выходы которого соединены с соответствующими выключателями. 2.Устройство по п. 1, отличающееся тем, что датчик перемещения выполнен в виде зубчатого диска и контактирующего с ним выключателя. Источники информации, принятые во внимание при экспертизе 1.Зорохович В. С. и др. Новая система управления автоматом укладчиком СМ- 1030А-«Строительные и дорожные машины, 1975, № 11, с. 27. 2.Авторское свидетельство СССР по заявке № 2743505/33, кл. В 28 В 15/00, 1979.
