1
Изобретение относится к переработке пластмасс экструзией, а именно к изготовлению гофрированных труб, шлангов и других подобных изделий.
Известно устройство для изготовления гофрированных пластмассовых труб, состоящее из двух бесконечных цепей, несущих каретки с полуформами 1.
Недостатком устройства является трудность синхронизации взаимного положения полуформ, расположенных на разных цепях, при изготовлении устройства.
К предлагаемому устройству наиболее близко устройство для гофрирования пластмассовых труб из экструдируемой заготовки, содержащее бесконечную цепь, с каретками, на которых установлены с возможностью относительного перемещения пары полуформ и копиры для относительного перемещения полуформ 2.
Недостатком этого устройства является сравнительно большой износ направляющих и опорных частей полуформ, совершающих возвратно-поступательное движение. Это объясняется тем, что направляющие нагружаются заклинивающим моментом, возникающим из-за того, что усилие приложено по оси полуформы, а направляющая расположена под ней. В известном устройстве можно исключить заклинивающий момент, прикладывая усилия запирания-открывания по оси направляющей, но тогда не будет обеспечено качественное прилегание оформляющих поверхностей, что еще более нел елательно. Износ направляющих и опорных частей полуформ усугубляется тем, что полуформы смещаются в направляющих при движении цепи под действием массовых и инерционных
10 сил, увеличивая заклинивание.
Кроме того, к недостаткам такого устройства относятся значительная металлоемкость из-за большого веса направляющих, повышенная мощность привода, необходимая для преодоления усилий, возникающих в направляющих, и некоторое усложнение изготовления из-за высоких требований к точности направляющих.
Целью изобретения является повышение
20 долговечности устройства за счет снижения износа деталей, обеспечивающих относительное перемещение полуформ.
Цель достигается тем, что в устройстве, содержащем бесконечную цепь с каретками, на которых установлены с возможностью относительного перемещения пары полуформ и копиры для относительного перемещения полуформ, согласно изобретению каладая полуформа шарпирно закреп30 лена на каретке и выполнена с пазом на
внутренней новерхностн, расположенным ннже оформляющей нолости, а копнры вынолнены в виде нолуколец, установленных на участках поворота цепи между рядами полуформ, причем концы полуколец заострены в направлении движения.цепи.
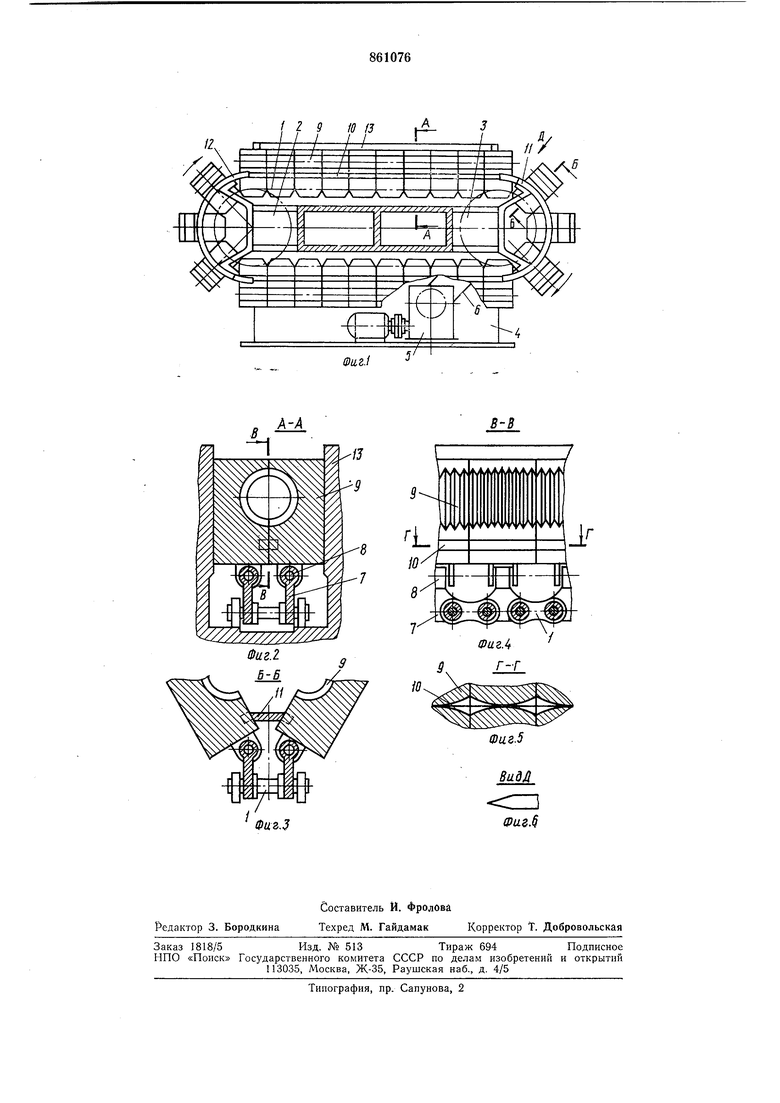
На фиг. 1 дана принципиальная схема устройства; па фиг. 2 - разрез по А-А на фиг. 1 (полуформы в сомкнутом состоянии); на фиг. 3 - разрез по Б-Б на фиг. 1 (полуформы в разомкнутом состоянии); на фиг. 4 -разрез по В-В па фиг 2 (вид на полуформу со стороны оформляющей полости); на фиг. 5 - разрез по Г-Г на фиг. 4 (показана возможная конфигурация паза захода на копиры); на фиг. 6 - вид Д па фиг. 1 - (заостренный конец копира).
Устройство содержит бесконечную цепь 1, звездочки 2 и 3, установленные на станине 4, привод 5, соединенный цепной передачей 6 со звездочкой 3. На цепи 1 закреплены каретки 7, на которых с помощью щарнира 8 закреплены полуформы 9. На внутренней поверхности полуформ выполнен паз 10, расположенный ниже формующей полости полуформы. На станине между рядами полуформ 9 на участках поворота цепи 1 укреплены копиры в виде полуколец 11 и 12; концы полуколец в направлении движения цепи 1 заострены. На стапине 4 закреплены направляющие 13, с помощью которых осуществляется закрытие полуформ 9. Система охлаждения полуформ на фигурах не показана.
Устройство работает следующим образом.
Цепь 1 приводится во вращение от привода 5 через ценную передачу 6. При двил епии цепи 1 в направлении, указанном стрелкой, полуформы 9 (фиг. 1, 2) смыкаются с помощью направляющих 13, поворачиваясь вокруг щарниров 8, и в сомкнутом состоянии проходят верхний (рабочий участок цепи 1. На этом участке с помощью воздуха, подаваемого в трубную заготовку (на фигурах не показана), происходит формование гофр или других подобных элементов изделия. При выходе с рабочего участка цепи 1 полуформы 9 пазом 10 находят на заостренный конец копира (фиг. 1 и 6) и, поворачиваясь вокруг шарниров 8, .раскрываются (фиг. 3).
Далее в зависимости от требований к устройству полуформы 9 проходят нижний (холостой) участок цепи 1 в раскрытом или закрытом состоянии. В первом случае необходимо продлить полукольцо 11 па
весь пилений (холостой) участок цепи 1 (на фигурах не показан), а во втором случае можно нрименить направляющие, аналогичные направляющим 13. Затем независимо от условий прохождеПИЯ нижнего (холостого) участка цепи 1 полуформы 9 в раскрытом состоянии проходят полукольцо 12 и снова в начале рабочего участка закрываются направляющими 13. После этого цикл повторяется.
Выполнение устройства согласно изобретению повышает его долговечность и снижает металлоемкость устройства.
Формула изобретения
Устройство для гофрирования пластмассовых труб из экструдируемой заготовки, содержащее бесконечную цепь с каретками, на которых установлены с возможностью
относительного перемещения пары полуформ и копиры для относительного перемещения полуформ, отличающееся тем, что, с целью повышения долговечности устройства за счет снижения износа
деталей, обеспечивающих относительное перемещение полуформ, каждая полуформа шарнирно закреплена на каретке и выполнена с пазом на внутренней поверхности, расположенным ниже оформляющей полости, а копиры выполнены в виде полуколец, установленных на участках поворота цепи между рядами полуформ, причем концы полуколец заострены в направлении движения цепи.
Источники информации,
принятые во внимание при экспертизе
1.Патент СССР № 646881, кл. В 29С 17/07, 1974.
2.Патент ФРГ 1504802, кл. В 29D 23/18, опублик. 1973 (прототип).
to fj
lit II
12.
S
3
y
I ///
т
A
A-A
/1 I г у/
Фиг.2
Фиг.З
B-B
