Изобретение относится к переработке пластических масс, а именно к устройствам для изготовления пластмассовых гофрированных труб экструзией.
Цель изобретения снижение энергозатрат на создание вакуума.
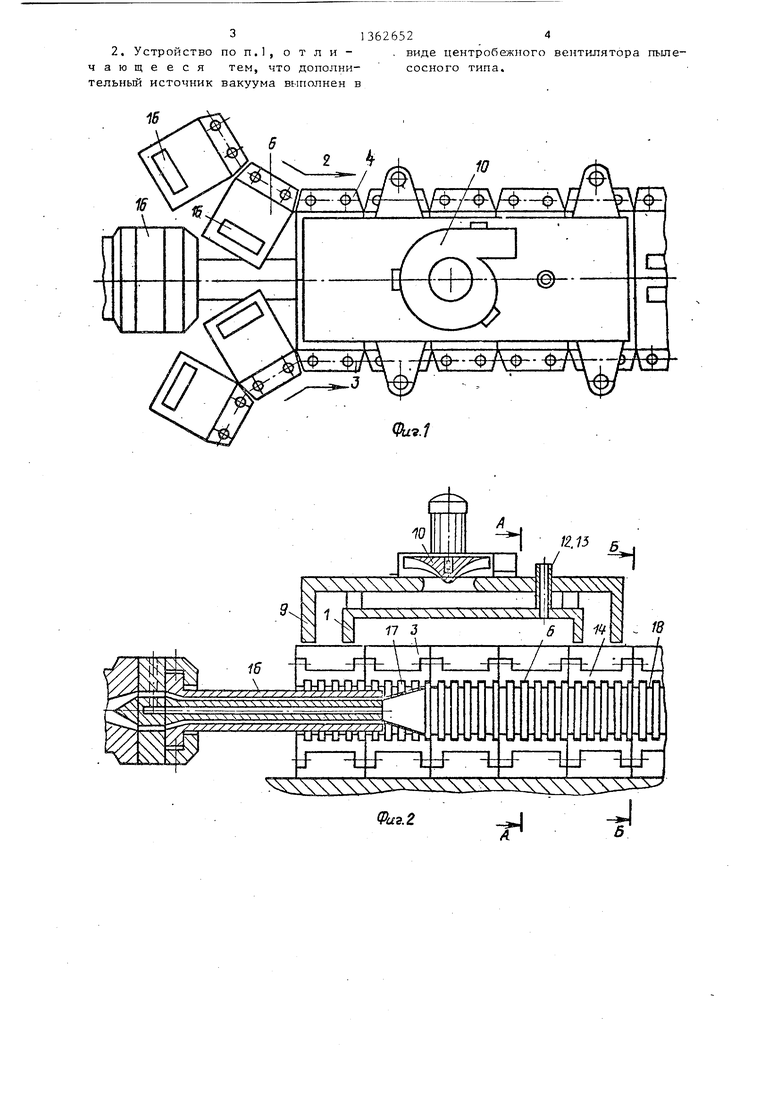
На фиг, йзобралсено устройство для изготовления пластмассовых гофрированных трубр общий.вид; на фиг.З- то же, продольный разрез; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2,
Устройство для.изготовления пластмассовых гофрированных труб содержит основной источник вакуума (не показан), коллектор, выполненный в виде рабочей камеры 1, соединенной с основным источником вакуума, Устройство содержит смонтированные на участке формования 2 две бесконечные цепи 3 и 4 с установленными на- них с возможностью смыкания и образования формующих полостей 5 полуформами 6 с выполненными в ьшк оформляющими поверх- 25 большой производительности.. Ориенти- ностями 7 Формующие полости 5 полу- ровочно мощность вакуумных насосов
может быть снижена в 1,5-2 раза при одновременном увеличении надежности, улучшении охлаждения полуформ 6 и 30 упрощении их изготовления.
форм 6 сообщены с рабочей камерой 1 посред ством выполненных в них рабочих каналов 8. Коллектор снабжен коак- сиально расположенной относительно рабочей камеры 1 отдельной наружной камерой 9, Устройство снабжено дополнительным источником 10 вакуума. Наружная камера 5 связана с дополнительным источником 10 вакуума, а рабочая камера 1 посредством выполненной в каждой полуформе 6 полости 11 связана с ее рабочими каналами 8„ Рабочая камера I соединена с основным источником вакуума посредством трубки 12, Каждая лолуформа 6 выполнена в виде обоймы 13 с установленным в ней вкладышем 14 с оформляющей поверхностью 7, Полость 11 каждой полуформы б через отверстия 15 сообщена с рабочей камерой 1. Дополнитель- ньт источник 10 вакуума выполнен, например, в виде центробежного вентилятора пылесосного типа. Устройство содержит также.головку 16е
Устройство работает следующим образом.
При своем непрерывном движении полуформы 6 периодически поступают в пространство между наружной 9 и рабочей камерами коллектора где они предварительно вакуумируются до разряжения Of 01 МПа (Ojl кгс/см ) с помощью дополнительного источника 10
35
Формула изобретения
1. Устройство для изготовления пластмассовых,гофрированных труб, содержащее основной источник вакуума, коллектор, выполненный в виде рабочей камеры, соединенной с основным источником вакуума, смонтированные на 4Q участке формования две бесконечные цепи с установленными на них с возможностью смыкания и образования формующих полостей полуформами с выполненными в них оформляющими поверхностями, причем формующие полости полуформ сообщены с рабочей камерой посредством выполненных в них рабочих каналов, отличающееся тем, что, с целью снижения, энергозатрат на создание вакуума, коллектор снабжен коаксиально расположенной относительно рабочей камеры отдельной наружной камерой, устройство снабжено дополнительным источником вакуума, причем наружная камера соединена с дополнителыым источником вакуума, а рабочая камера посредством выполненной в каждой полуформе полости связана с ее рабочими каналами.
45
50
55
5
0
вакуума, а затем попадают в рабочую камеру 1 для окончательного вакууми- рования до разряжения 0,03-0,04 МПа (0,3-0,4 кгс/см ) с помощью основного источника ваккума,. что достаточно для формования трубной заготовки 17 в гофротрубу 8. Воздух отсасывается от оформляющей поверхности 7 вкладьша 14 полуформы 6 через рабочие каналы 8, полость II и отверстия -15, соединенные в момент формования с рабочей камерой 1,
Преимущества предложенной конст- рукции по сравнению с прототипом ( конструкцией гофратора фирмы Хег- лер ) заключаются в снижении затрат энергии на создание вакуума благода- ря уменьшению утечек и гидравлического сопротивления, а также двухсту- пенчатой откачке с помощью дополнительного источника 10 вакуума относительно невысокого разрежения, но
5
Формула изобретения
1. Устройство для изготовления пластмассовых,гофрированных труб, содержащее основной источник вакуума, коллектор, выполненный в виде рабочей камеры, соединенной с основным источником вакуума, смонтированные на Q участке формования две бесконечные цепи с установленными на них с возможностью смыкания и образования формующих полостей полуформами с выполненными в них оформляющими поверхностями, причем формующие полости полуформ сообщены с рабочей камерой посредством выполненных в них рабочих каналов, отличающееся тем, что, с целью снижения, энергозатрат на создание вакуума, коллектор снабжен коаксиально расположенной относительно рабочей камеры отдельной наружной камерой, устройство снабжено дополнительным источником вакуума, причем наружная камера соединена с дополнителыым источником вакуума, а рабочая камера посредством выполненной в каждой полуформе полости связана с ее рабочими каналами.
5
0
5
313626524
2, Устройство по п. 1, о т л и -. виде центробежного вентилятора пылечающееся тем, что донолни-сосного типа,
тельный источник вакуума вмполнен в
16
10
Ф-- ./
S
X J.1I ГИЦИI imiHiBdmm ( вайоасад
%.з
Фи.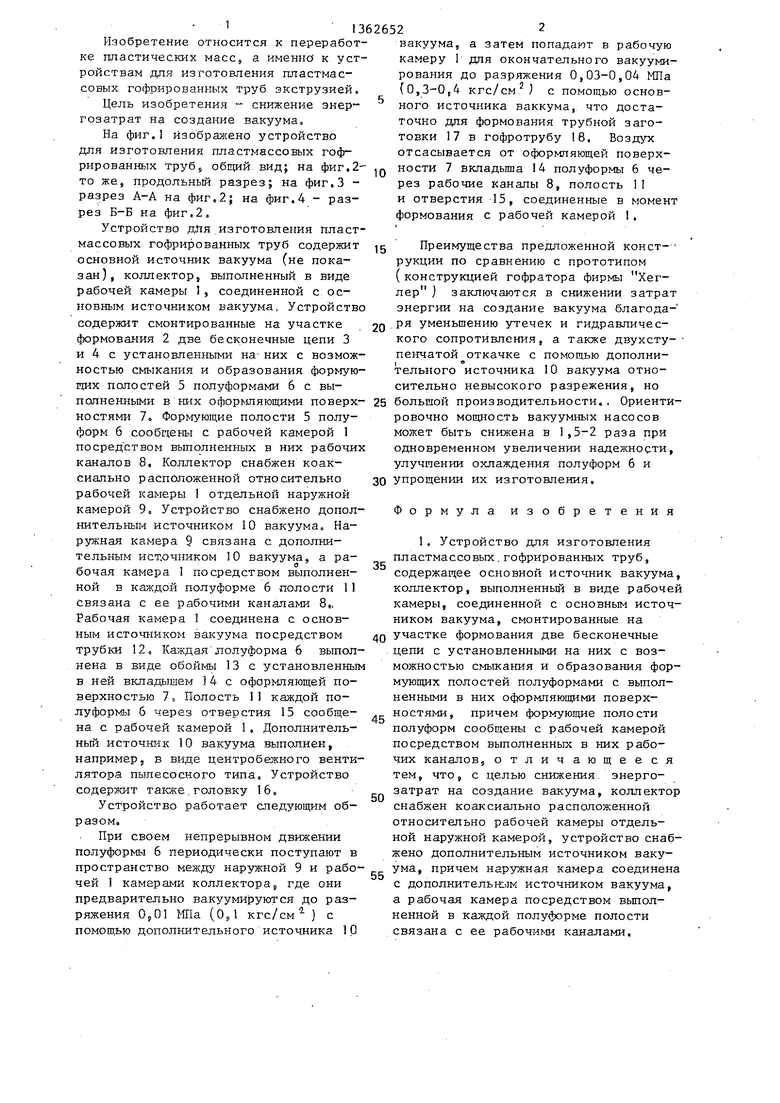
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования пластмассовых труб | 1979 |
|
SU861076A1 |
| Устройство для изготовления пластмассовых профильно-погонажных изделий переменного сечения | 1986 |
|
SU1344618A1 |
| Агрегат для непрерывного изготовления полых изделий из термопластов | 1981 |
|
SU1014738A1 |
| Устройство для изготовления витых труб из термопластов | 1979 |
|
SU925650A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| СПОСОБ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ ЗАМКНУТОЙ КОНФИГУРАЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2518604C2 |
| Форма для раздува трубчатых заго-TOBOK | 1979 |
|
SU823152A2 |
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |

Изобретение относится к переработке пластических масс, а именно к устройствам для изготовления пластмассовых гофрированных труб экструзией. Цель изобретения - снижение энергозатрат на создание вакуума. Для этого устройство содержит основной источник вакуума, коллектор, выполненный в виде рабочей камеры, соединенной с основным источником вакуума. На участке формования смонтированы две бесконечные цепи. На них установлены полуформы с формующими полостями и формующими поверхностями. Формующие полости сообщены с рабочей камерой рабочими каналами, выполненными в полуформах. Коллектор снабжен коаксиально расположенной относительно рабочей камеры отдельной наружной камерой. Устройство снабжено дополнительным Источником вакуума, С последним связана наружная камера, В каждой полуформе выполнена полость. Посредством нее рабочая камера связана с рабочими каналами. Дополнительный источник вакуума может быть вьшолнен, например, в виде центробежного вентилятора пылесосного типа. При работе полуформы периодически поступают в пространство между наружной и рабочей камерами, где они предварительно вакуумируются с помощью дополнительного источника вакуума. Затем в рабочей камере они вакуумируюгся окончательно, 1 з,п. ф-лы, 4 ил. с (Л со О5 to а ел ю
| Машина для изготовления труб с поперечным профилированием из термопластов | 1974 |
|
SU538655A3 |
| Патент США № 4492551,- кл, 425-144, 1985 | |||
