Известны станки для изготовления из нроволокн штнфтов с головкой в внде плоской спирали. Однако такие станки не обеспечивают хорошего качества штифтов и требуют применения мало производительного РЗчного труда, а также предварительного нарезания проволоки на мерные saroTORKH.
В предлагаемом автомате эти недостатки устранены тем. что весь процесс изготовления штифтов автоматизирован.
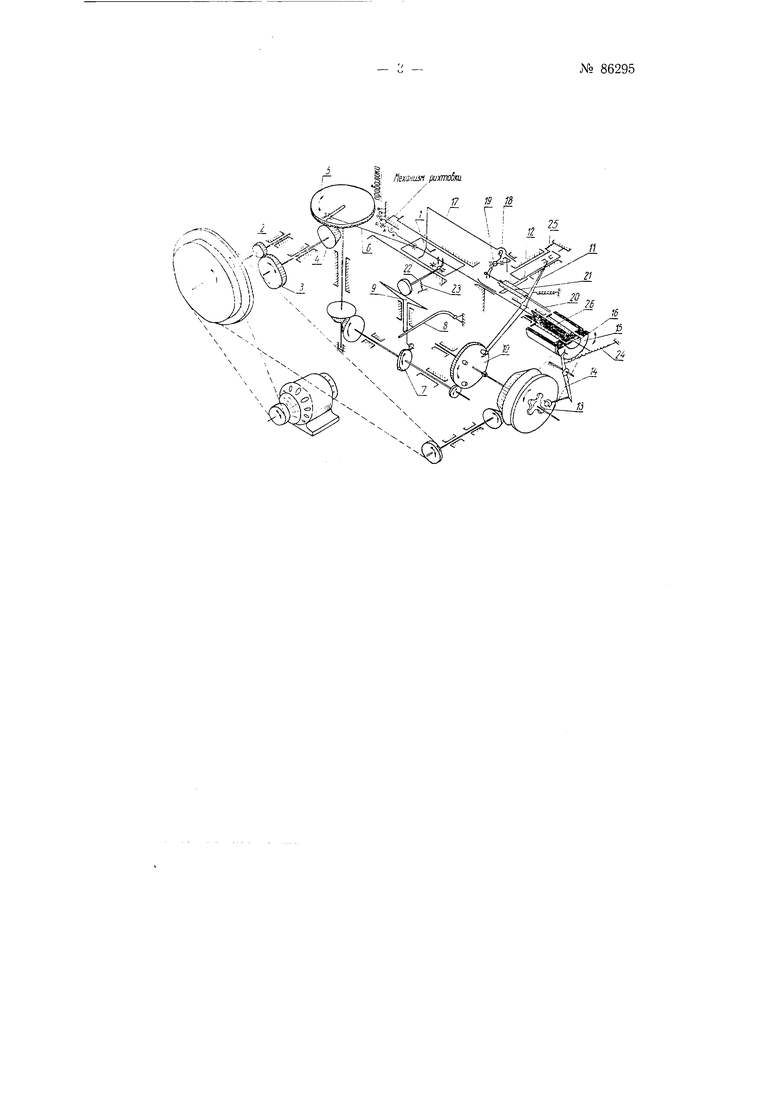
На чертеже изображена кинематическая схема автомата.
Автомат состоит из механизма подачи проволоки, ползун / которого получает возвратно-поступательное движение от двигателя через пестерни 2, 3, 4 5 и шатун 6; механизма зажима проволоки, управляемого кулачком 7 через откидную серьгу S с ролпком и отсекатель 9: механизма отрезания, приводимого в движение через коническую передачу от шестерни 10 с четырьмя пальцами и подпружиненный рычаг //. перемещающий суппорт с нолсом 12; механизма отгибания проволоки и свивания ее в спираль, состоящего из кулачка 13, подпружиненного рычага 14 и завивочной головки и выполненного в внде вращаемой от привода плашки 15 с выступом на наружном торце и с подвижным вдоль своей оси выталкивателем 16, выполненным в виде кольца, воздействующего на головку изготовляемого штифта; механизма выбрасывания готового щтифта, состоящего из толкателя 17, собачки 18, вилки 19 и ударника 20 с пружиной 21.
Цикл работы автомата начинается с движения ползуна / вперед. При этом ролик откидной серьги S сходит с кулачка 7, отсекатель 9 и зажим 22 под действием пружины 23 опускаются, а сходящая с бухты проволока зажимается и начинает подаваться также вперед. Когда движение ползуна / вперед заканчивается, пож 12 механизма отрезания отсекает заготовку проволоки, а рычаг 14, сощедщпй с кулачка 13, под действием пружины 24 изгибает под прямым углом выдвинутый конец проволоки. В дальнейщем под воздействием рабочей части кулачка 13 рычаг 14, отходя от центра выталкивателя 16, свивает проволоку в спираль. В это время ролик откидной серьги 8 набегает на кулачок 7. Серьга 8, поднимаясь, одновременно поднимает и отсекатель 9. благо№ 86295
даря чему зажим 22 освобождает проволоку, и ползун 1 возвращается в исходное положение. Одновременно пружиной 25 в исходное положение возвращается и суппорт механизма резания с ножом 12.
В начале второго хода ползуна / собачка 18 толкателя 17 входит в зацепление с вилкой 19, оттягивающей ударник 20 назад, который сжимает при этом пружину 21. При дальнейшем движении ползуна / вилка 19 выходит из зацепления с собачкой 18, и под действием пружины 21 ударник 20 производит удар по выталкивателю 16, а последний, выдвигаясь вперед, освобождает готовый щтифт, после чего возвращается в исходное положение под действием пружины 26.
При электродвигателе 0,3 кет н 1150 об/мин производительность автомата равна 42 щтифтам в минуту.
Предмет изобретения
1.Автомат для изготовления из проволоки штифтов с головкой в виде плоской спирали, отличающийся применением завивочной головки в виде вращаемой от привода плащки, имеющей центральное отверстие для выдвигания наружу конца проволоки и выстун на наружном торце, взаимодействующей с рычагом для отгибания под прямым углом выдвинутого наружу конца проволоки и свивания ее в спираль.
2.Форма выполнения автомата по п. 1, отличающаяся применением подвижного вдоль навивочной головки .выталкивателя, выполненного в виде кольца, воздействующего на головку щтифта.