Изобретение относится к области прокатного производства, а точнее к устройствам для поперечной передачи проката, и наиболее эффективно может быть использовано для транспортировки от установленного непосредственно за прокатным станом режущего устройства определенного количества труб, отрезанных на мерные длины в диапазоне 6-12 м.
Скорость удаления проката от режущего устройства, влияющая на производительность прокатного стана, в значительной степени зависит от конструктивного исполнения передаточных устройств.
Известно устройство для поперечной передачи проката с рольганга на холодильник, содержащее ряд сталкивателей проката с подводящего рольганга, установленного после отрезного устройства, и реечный холодильник для приема проката мерной длины (пат. ФРГ №2551119, В 21 В 39/34, заявл. 14.11.75 г., опубл. 18.05.77 г.)
Сталкиватели выполнены в виде передаточных вилкообразных рычагов, размещенных между роликами подводящего рольганга.
Недостатком этого устройства является то, что скорость удаления проката от режущего устройства недостаточна, так как при передаче вилкообразными рычагами после набора определенного количества проката мерной длины необходимо останавливать процесс резки на время поворота рычагов.
Известно также устройство для поперечной передачи проката с рольганга на холодильник, содержащее установленный за отрезным устройством подводящий рольганг, ряд сталкивателей, наклонный склиз, установленный вдоль ряда сталкивателей перед холодильником (пат. ФРГ №2940761, B 23 Q 7/08, заявл. 8.10.79 г., опубл. 9.04.1981 г.).
Сталкиватели проката с подводящего рольганга на холодильник выполнены в виде пластин с биконической поверхностью, перемещаемых кривошипным механизмом по круговой траектории над подводящим рольгангом.
Недостатком этого устройства является ограничение скорости транспортировки отрезанного проката на холодильник в связи с отсутствием средств торможения проката для фиксированной укладки его на холодильник.
Из известных устройств для поперечной передачи проката с рольганга на холодильник наиболее близким по технической сущности является устройство, содержащее установленный по одной линии с подающим после летучего отрезного устройства мерный прокат рольгангом ряд барабанных сталкивателей, имеющих общий приводной вал с шаговым приводом вращения, расположенные между торцами барабанных сталкивателей приводные ролики и наклонный склиз, смонтированный вдоль ряда барабанных сталкивателей перед холодильником (пат. ФРГ №1081403, 7а 26/02, (В 21 В), заявл. 31.03.1958 г., опубл. 12.05.1960 г.).
Радиальные ребра на поверхности барабанов сталкивателей, расположенные с некоторым шагом по диаметру, образуют направляющие желоба.
Такая конструкция устройства исключает необходимость остановки роликов при перекладывании проката с рольганга на холодильник.
Недостаток известной конструкции устройства для поперечной передачи проката с рольганга на холодильник заключается в том, что скорость передачи проката от отрезного устройства к холодильнику ограничена из-за возможности попадания последующего набора проката в тот же желоб барабанного сталкивателя, принявшего предыдущий прокат, либо в торец радиального ребра сталкивателя, что приводит к аварийной ситуации.
В связи с изложенным данное устройство используется для приема длинного раската, который после охлаждения на холодильнике разрезается на мерные длины в холодном состоянии.
Задача настоящего изобретения состоит в создании устройства, позволяющего повысить скорость (до 10 м/сек) передачи определенного количества мерного проката с установленного после отрезного устройства рольганга на холодильник.
Поставленная задача достигается тем, что устройство для поперечной передачи проката с рольганга на холодильник, содержащее установленный по одной линии с подающим после летучего отрезного устройства мерный прокат рольгангом ряд барабанных сталкивателей, имеющих общий приводной вал с шаговым приводом вращения, расположенные между торцами барабанных сталкивателей приводные ролики и наклонный склиз, смонтированный вдоль ряда барабанных сталкивателей перед холодильником, согласно изобретению оно снабжено размещенными перед рядом барабанных сталкивателей шарнирным отсекающим клапаном, звездочкой с закрепленными на ее зубьях холостыми роликами, взаимодействующими с шарнирным отсекающим клапаном, и заходным барабаном, при этом заходный барабан и звездочка установлены на приводном валу барабанных сталкивателей.
Такое конструктивное выполнение устройства для поперечной передачи проката обеспечит передачу на повышенных скоростях (до 10 м/сек) определенного количества мерного проката (набора) благодаря тому, что при повороте вала барабанных сталкивателей на шаг после поступления в один из направляющих желобов определенного количества мерных заготовок по длине (набора) без торможения автоматически производится поворот заходного барабана и звездочки с холостыми роликами, которая изменяет положение отсекающего клапана, в результате чего последующий набор мерного проката направляется в следующий желоб барабанных сталкивателей без изменения скорости движения проката.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображено устройство для поперечной передачи труб, общий вид в плане;
на фиг.2 - разрез А-А на фиг.1;
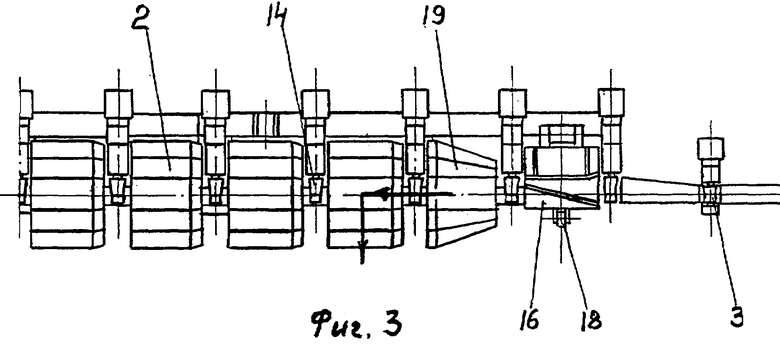
на фиг.3 - место В на фиг.1;
на фиг.4, 5, 6 - различное положение ребер барабанных сталкивателей и отсекающего клапана при рабочем ходе (поворот на шаг).
Устройство для поперечной передачи проката с рольганга на холодильник состоит из ряда 1 барабанных сталкивателей 2, установленных по одной линии с рольгангом 3, подающим мерный прокат, например трубы, от летучей пилы 4; наклонного склиза 5, смонтированного вдоль ряда 1 барабанных сталкивателей 2; примыкающего к наклонному склизу 5 реечного холодильника 6; механизма 7 формирования однослойных пакетов 8; отводящего пакеты рольганга 9; перекладывателя 10 пакетов из мерного проката.
На поверхности барабанных сталкивателей 2 с некоторым шагом по диаметру расположены радиальные ребра 11, образующие направляющие желоба для проката. Барабанные сталкиватели 2 установлены на общем приводном валу 12, имеющем шаговый привод 13 вращения. Между торцами барабанных сталкивателей расположены ролики 14 с индивидуальным приводом 15.
Перед рядом барабанных сталкивателей размещены шарнирный отсекающий клапан 16, звездочка 17 с закрепленными на ее зубьях холостыми роликами 18, взаимодействующими с шарнирным отсекающим клапаном 16, и заходный барабан 19. Звездочка 17 и заходный барабан 19 установлены на приводном валу 12 барабанных сталкивателей. Отсекающий клапан 16 шарнирно закреплен на стойке 20. Крайнее нижнее положение клапана 16 ограничено упором 21.
Устройство работает следующим образом.
В исходном положении один из направляющих желобов, образованный ребрами 11, лежит в плоскости роликов 14 (фиг.2). Отсекающий клапан 19 находится в крайнем нижнем положении - лежит на упоре 21 (фиг.6).
После летучей пилы 4 мерный прокат длиной 6-12 м по рольгангу 3 подается со скоростью, превышающей скорость прокатки (до 10 м/с), для обеспечения разрыва между штуками в наборе, через заходный барабан 16 в направляющий желоб, образованный ребрами 11 барабанных сталкивателей 2.
После заполнения желоба необходимым количеством труб по длине (набор) включается шаговый привод 13 вращения вала 12. При этом один из холостых роликов 18 звездочки 17 взаимодействует с отсекающим клапаном 16, поднимает его и мерный прокат последующего набора направляется в следующий желоб барабанных сталкивателей 2. Набор проката 22 сталкивается с рольганга на поверхность желоба барабанных сталкивателей, тормозится и при очередном шаге по наклонному склизу 5 попадает на реечный холодильник 6. Перемещаясь по реечному холодильнику 6, прокат охлаждается и в конце с реечного холодильника 6 поступает к механизму 7 формирования однослойных пакетов 8, которые рольгангом 9 передаются на перекладыватель 10, где они в зависимости от длины проката укладываются в один или два ряда и передаются на дальнейшую обработку.
Предложенное устройство для поперечной передачи проката по сравнению с известными позволяет повысить скорость транспортировки мерного проката от отрезного устройства на холодильник, что обеспечивает прием набора мерного проката в виде готовой продукции, исключив разрезку проката на мерные длины после холодильника. В результате внедрения предложения повышается производительность прокатного агрегата и уменьшается состав оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Устройство для передачи труб с рольганга на холодильник | 1979 |
|
SU863040A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Роторный холодильник для проката | 1976 |
|
SU553021A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Шагающий реечный холодильник для проката | 1991 |
|
SU1821256A1 |
| Устройство для передачи проката с рольганга на холодильник | 1978 |
|
SU737048A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |




Изобретение относится к устройствам для поперечной передачи проката. Устройство для поперечной передачи проката с рольганга на холодильник содержит установленный по одной линии с подающим после летучего отрезного устройства мерный прокат рольгангом ряд барабанных сталкивателей, имеющих общий приводной вал с шаговым приводом вращения, расположенные между торцами барабанных сталкивателей приводные ролики и наклонный склиз, смонтированный вдоль ряда барабанных сталкивателей перед холодильником, при этом оно снабжено размещенными перед рядом барабанных сталкивателей шарнирным отсекающим клапаном, звездочкой с закрепленными на ее зубьях холостыми роликами, взаимодействующими с шарнирным отсекающим клапаном, и заходным барабаном, при этом звездочка и заходный барабан установлены на приводном валу ряда барабанных сталкивателей. Изобретение обеспечивает повышение скорости передачи определенного количества мерного проката с установленного после отрезного устройства рольганга на холодильник. 6 ил.
Устройство для поперечной передачи проката с рольганга на холодильник, содержащее установленный по одной линии с подающим после летучего отрезного устройства мерный прокат рольгангом ряд барабанных сталкивателей, имеющих общий приводной вал с шаговым приводом вращения, расположенные между торцами барабанных сталкивателей приводные ролики и наклонный склиз, смонтированный вдоль ряда барабанных сталкивателей перед холодильником, отличающееся тем, что оно снабжено размещенными перед рядом барабанных сталкивателей шарнирным отсекающим клапаном, звездочкой с закрепленными на ее зубьях холостыми роликами, взаимодействующими с шарнирным отсекающим клапаном, и заходным барабаном, при этом звездочка и заходный барабан установлены на приводном валу ряда барабанных сталкивателей.
| Рекуператор | 1982 |
|
SU1081403A2 |
| DE 2940761 A, 09.04.1981 | |||
| Пневматический дискретный сервомеханизм | 1988 |
|
SU1551844A1 |
| СПОСОБ ПОДГОТОВКИ РАСТИТЕЛЬНОГО СЫРЬЯ К ИЗВЛЕЧЕНИЮ СОКА | 2002 |
|
RU2218041C1 |
| Устройство для поперечной передачи проката с рольганга на холодильник | 1988 |
|
SU1547905A1 |
| РЫЧАЖНОЕ УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ ПРОКАТА | 1991 |
|
RU2006307C1 |

