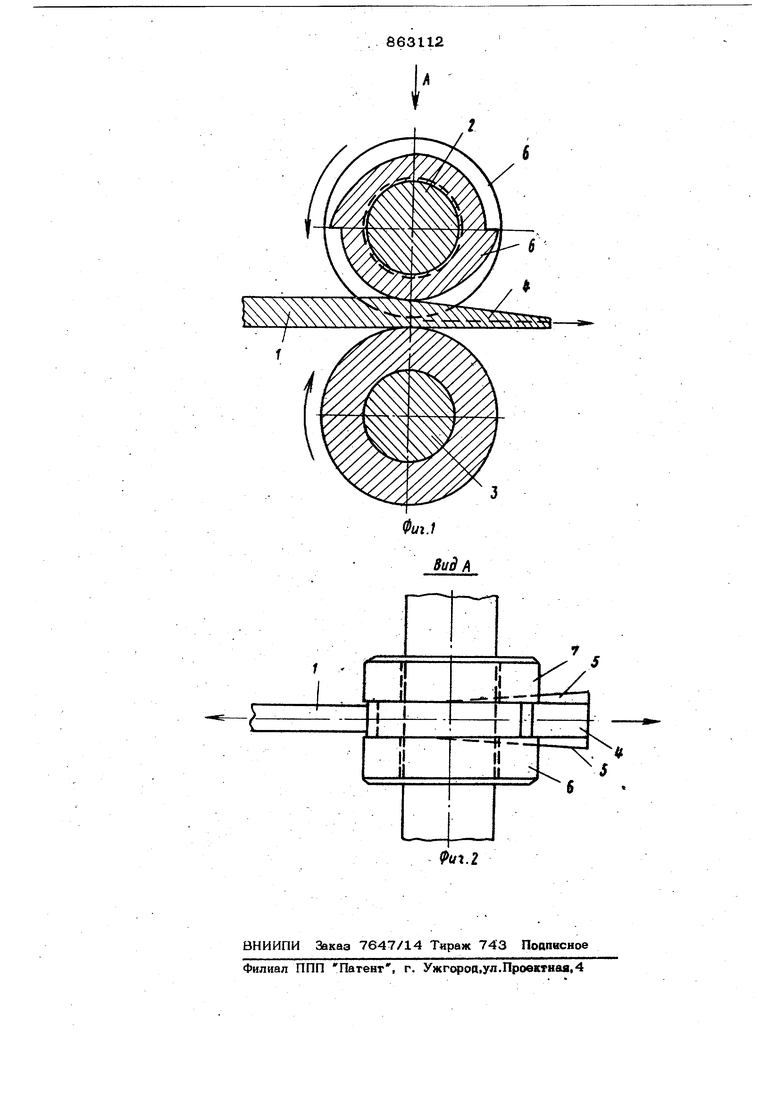
Изобретение относится к обработке металлов давлением, в частности к прокатке периодических профилей. Известен способ продольной прокатки периодических профилей с заусенцами, имеющих участки с меньшей и бр;ьшей высотами по длине профиля и перехопные участки от меньшей вьюоты к большей, в .валках с переменным; контуром рабочей поверхности, образующих зону деформации и зону образования заусенцев l. Недостатком данного способа прокатки периодических профиле с заусенцами является наличие пробуксовки металла на переходных участках с большими перепада ми от большей к меньшей высоте сечений, что ухудшает стабильность кинематических условий процесса прокатки и условия ЗЕИС- вата металла валками. Цель изобретения - улучшение условий захвата металла иалками, создание стабильных кинематических условий при прокатке переходных участков с большими перепадами от меньшей к большей высоте по дшне профиля. Поставленная цель достигается тем, что согласно способу продольной прокагки периодических 1фоф{лей с заусенцами, имекших участки с меньшей и большей высотами по длине профиля и переходные участки от меньшей высоты к большей, в валках с переменным контуром рабочей поверхности, о азуюших зону оеформации Н зону образоеЕ01ия заусенцев, металлу в зоне образования заусенцев сообщают скорость, в 1,01-1,04 раза большую скорости метал1ш в зоне деформа ции. Прокатка многих периодических профилей сопровождается интенсивными местными обжатиями заготсфки на отдельных ее участках, что приводит к переполнению калибра металлом и интенсивному образованию в местах разьема валков заусенцев. При прокатке участков проф|ля с увеличением угла перехода от меньшей высоты участка к резко возрастает вероятность 386 возникновения пробуксовки металла относительно поверхности калибра. Для стабилизации кинематических условий протекания процесса прокатки возникает необхооимость различными способами увеличивать угол захвата (в частности, уве/тчивая диаметр валксе). Образующиеся заусенцы в таких случаях не обеспечивают созаания стабиль - ных кинематических услсжий прокатки на перехооных участках, тем самым сокращая сортамент периодических профилей, производство кот(ых можно осуществлять . дольной прокаткой в периодически Karai6pc ванных валках. Уве1шчением тянущей способности о азую1аихся заусенцев на переходных участках 1фо4мля улучшают условия захвата металла валками и обеспечивают {фокатку щэофилеФ с большими перепадами от меньшей высоты к большей. Увеличение тянущей способности заусенцев осуществляют за счет принудительного сообщения металду профиля в зоне образования заусенцев скорости, в 1,О1-1,О4 раза большей скорости металла в зоне деформации. Нижний предел диапазона paccon лвссжания скоростей металла в зоне образсжания заусенцев и в зоне деформации, равный 1,01, выбран минимальным из услсжия обеспечения захвата металла валками при формировании переходных участков профиля. Уменьшение нижнего предела рассогласования скоростей приводит к пробуКсировке валков относительно полосы, искажению конфигурации профиля и последующему браку. Верхний предел диапазона, равный 1,О4, выбран максималь ним из условия устранения возможности создания повышенных внутренних напряжений в профиле и предотвращения утяжки металла по дну калибра. Увеличение верзенего предела рассогласования скоростей приводит к утяжке металла в зоне деформации,, искажению кшфнгзфации профиля а также к разрывам металла заусенца от больших внутренних напряжений. На фиг.- I изображена прсжвтка периода ческих профилей в калиброванных валках, общий вид; на фиг. 2 - вид А на фвг. 1. Нагретую заготовку I задают в ва1Ки 2 и 3, образующие зшу деформации 4 и зону образования заусенцев 5. Пои про 2 катке переходных участков от меньшей высоты профиля к большей металлу профиля в зоне образования заусенцев 5 соойцают скорость, в 1,01-1,04 раза большую скорости металла в зоне деформации. Это осуществляют, например, за счет увеличения скорости буртов 6 валка 2 по сравнению со скоростью рабочей поверхности калибра, за счет наличия сил трения на контакте заусенцев 5 с наружной поверхностью буртов 7 увеличивается скорость перемещения металла заусенца, что позволяет увеличить тянущую способность вапков и устранить их пробуксовки на переходных участках профиля от меньшей высоты к большей. При прокатке грофилей зубы ковша экскаватора с соошошеиием скоростей металла в зоне образования заусенцев и в зоне деформации, равным 1,О1-1,О4 соэоаются ста льные кинематические условия при |фокатке перехошых участков с большими перепадами от большей к меньшей высоте устраняются гфобуксовки металла отяоситеш н6 валков, что позволяет снизихъ ак Готового проката формула из обре те Способ продольные пр(жатки периодических про4илей с эаусевцамм имеющих участки с Ь4ев1а«вей и высотами .по длине (фофияй в переходные участки от меньшей высоты к большей, в валках с перемеявым контуром рабочей пюверхности, образующих эоиу пгфррмаиии к зону офазсивакия , от ли ч а ю щ и и с я тем, чтс с целью у огчшения захвата металла валками, создания стабильных кинематических условий при прокатке переходных участков с перепаоами от меньшей к бо1ьщей высоте по шнне профиля, металл профиля в зоне образ(юания заусенцев сообщают скорость, в 1,О1-1,О4 раза большую скорости металла в эово деформации. Источники информации, принятые во внимание при экстюртизе : I. Воронцов Н. М. и др. Периодические Щ)о4или |фод6льиой прокатки, М., Металлургия, 1978, с. 24-25.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1981 |
|
SU986527A1 |
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
| Способ прокатки периодическихпРОфилЕй | 1979 |
|
SU816641A1 |
| Способ прокатки периодическихпРОфилЕй C зАуСЕНцАМи | 1978 |
|
SU804147A1 |
| Способ продольной прокатки периодических профилей | 1974 |
|
SU633654A1 |
| Способ продольной периодической прокатки штучных заготовок | 1980 |
|
SU940980A1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
| Инструмент для поперечной прокатки профилированных тел вращения | 1976 |
|
SU593790A1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |