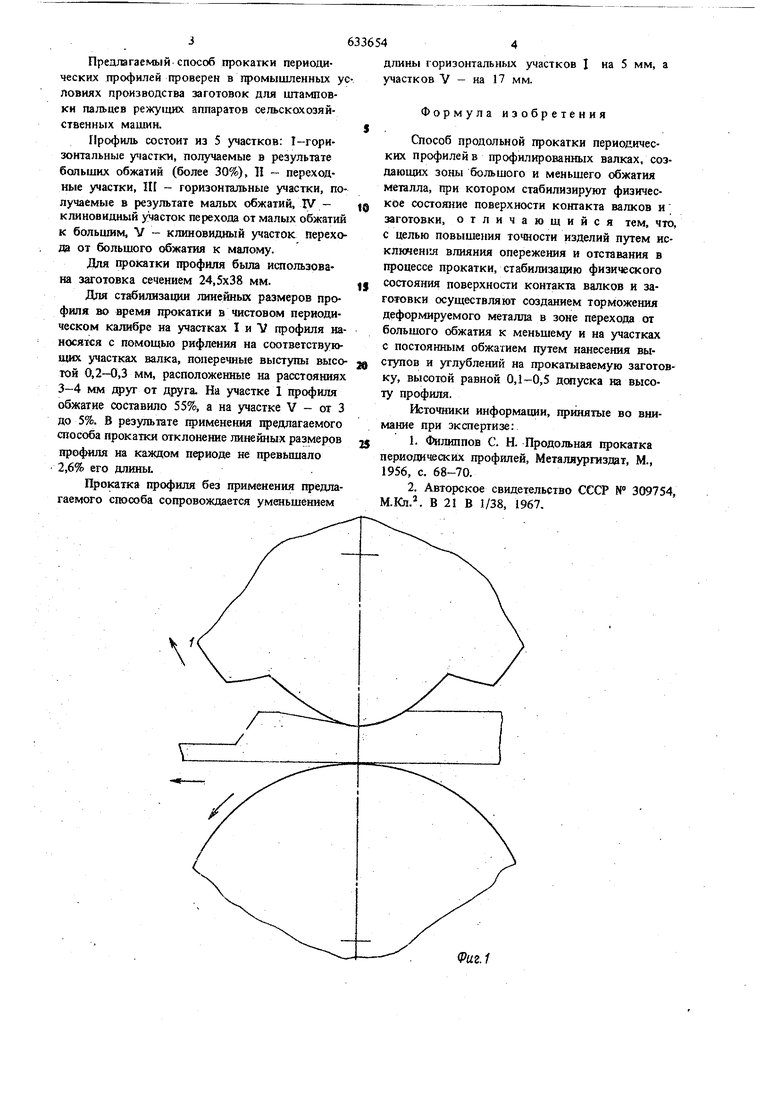
Изобретение относится к обработке металлов давлением и может использоваться при прокатке периодических профилей. Известен способ продольной периодической прокатки в профилированных валках, при котором стабилизируют условия прокатки путем прокатки профилей с заусенцем 1. Однако известным способом можно стабилизировать условия прокатки только частично. Кроме того, применение зтого способа связано с дополнительным расходом металла и необходимостью удаления заусенца, что повышает трудоемкость производства профиля. Ближайшим по технической сущности и достигаемому эффекту к предлагаемому является способ продольной прокатки периодических про филей в Щ5офилированных валках, создающих зоны больиюго и меньшего обжатия металла, по которому стабилизируют физическое состояние noBiepxHOCTH контакта валкой и заготовки путем изменения скорости одного из валков 2. Известный способ не исключает пробуксов ки валков при формировании участков с клиновидностью, превышающей 9-12° на nepwxoдах от большего обжатия к меньшему, что снижает точность прокатываемых изделий. Целью изобретения является повышение точности изделий путем исключения влияния опережения и отставания металла в продессе прокатки. Это достигается тем, что стабилизацию физического состояния поверхности контакта вал ков и заготовки осуществляют созданием торможения деформируемого металла в зоне перехода от большего обжатия к меньшему и на участках с постоянным обжатием путем нанесения выступов и углублений на прокатываемую заготовку, высотой, равной 0,1-0,5 допуска на высоту профиля. На фиг. 1 показана схема осуществления способа; на фиг. 2- конкретный пример осуществления способа на детали в двух проекциях. При прокатке на поверхности прокатываемой заготовки 1 на участках перехода от большего обжатия к меньшему, а также на горизонтальных участках с постоянным обжатием наносят выступы к углубления, высота которых равна 0,1-0,5 допуска на высоту 1фофиля. Пример осуществления способа. предлагаемый способ прокатки периодических профилей проверен в промышленных ус ловиях производства заготовок для штамповки пальцев режуирсх аппаратов сельскохозяйственных машин. Профиль состоит из 5 участков: I-горизонтальные ytiacTKH, получаемые в результате больших обжатий (более 30%), II переходные участки, 1П - горизонтальные участки, получаемые в результате малых обжатий, IV - клиновидный участок перехода от малых обжатий к большим, V клиновидный участок перехода от большого обжатия к малому. Для прокатки профиля была использована заготовка сечением 24,5x38 мм. Для стабилизации линейных размеров профиля во время прокатки в чистовом периодическом калибре на участках I и V профиля наносятся с помощью рифления на соответствующих участках валка, поперечные выступы высотой 0,2-0,3 мм, расположенные на расстояниях 3-4 мм fspyr от друга. На участке 1 профиля обжатие составило 55%, а на участке V - от 3 до 5%. В результате применения предлагаемого способа прокатки отклонение линейных размеров профиля на каждом не превьшиало 2,6% его длиньь Прокатка профиля без применения предлагаемого способа сопровождается уменьшением 6
(Puz.1 4 на 5 мм, а дтшны горизонтальных участков I участков V - на 17 мм. Формула изобретения Способ продольной прокатки периодических профилей в профилированных валках, создающих зоны большого и меньшего обжатия металла, при котором стабилизируют физическое состояние поверхности контакта ваяков и заготовки, отличающийся тем, что, с целью повышения точности изделий путем исключен1У1 влияния опережения и отставания в процессе прокатки, стабилизацию физического состояния поверхности контакта валков и заготовки осуществляют созданием торможения деформируемого металла в зоне перехода от большого обжатия к меньшему и на участках с постоянным обжатием путем нанесения выступов и углублений на прокатываемую заготовку, высотой равной 0,1-0,5 допуска на высоту профиля. Источники информации, принятые во внимание при экспертизе: 1. Филиппов С. Н. Продольная прокатка периодических профилей, Металяургиздат, М., 1956, с. 68-70. 2. Авторское свидетельство СССР № 309754, М.Кл.. В 21 В 1/38, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки периодическихпРОфилЕй | 1979 |
|
SU816641A1 |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU871952A1 |
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ДЛЯ ПРОКАТКИ ЗАГОТОВОК ИЗ НЕПРЕРЫВНО-ЛИТОГО ТОЛСТОГО И ШИРОКОГО СЛЯБА | 2005 |
|
RU2318620C2 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| Способ прокатки трапециевидных профилей | 1987 |
|
SU1509141A1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |

