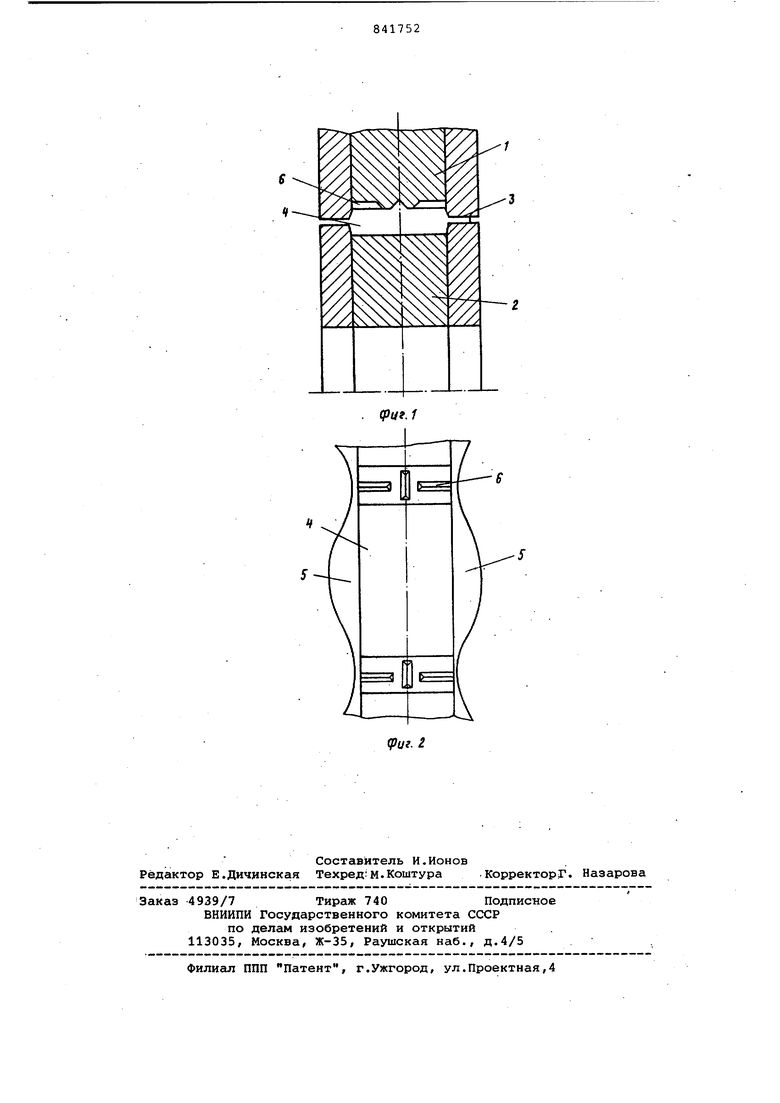
Изобретение относится к обработке металлов давлением, а более конкретн к продольной прокатке односторонних периодических профилей, используемых в качестве заготовки при производстве малогабаритных деталей в машиностроении . При прокатке периодических профилей нестабильное опережение металлом кёшиброванного валка вызывает отклонения в геометрических размерах прокатываемого профиля и, зачастую приводит к браку за счет срезания выступов на гйэверхности профиля участками Ксшиброванного валка, имеющего впадины. Известен способ прокатки периодических профилей, включающий деформацию заготовки приводным калиброванны и неприводным гладким валками П. . Однако в этом способе место .опережение металла на валках, которое искажает профиль прокатываемых заготовок. Известен способ прокатки периодических профилей, при котором смазку подают в зону деформации образованно го ручьями рабочих валков калибра, имеющего также зону выхода облоя. образованную буртами ручьев рабочих валков 2 . Недостатком способа является не-, высокое качество прокатки з . бедствие различного опережения металла на валках, создаваемого силами трения буртов валков об облой. Цель изобретения - улучшение качества прокатки за счет устранения опережения металла. Поставленная дель достигается тем, что смазку подают в зону выхода облоя. . На фиг.1 изображены валки с прокатываемым профилем; на фиг.2 - прокатный профиль соблоем и выступами. Устройство для прокатки периодических профилей содержит приводной 1 и неприводной 2 валки, имеющие калибр и бурты 3, между валкгияи расположен прокатываемый профиль 4, имеющий облой. 5. и выступы 6. Деформация одностороннего периодического профиля 4 одним приводным валком 1 и одним неЪриводным валком 2 сопровождается практически всегда, опережением металла на приводном валке 1., хотя и меньшим, чем при прокатке в двух приводных валках.
Наличие опережения вызывает ухудшение качества профиля, заключающееся в срезании выступов 6 на поверхности профиля 4, искажение его геометрических размеров. Подача смазки на приводной валок позволяет полностью устранить опережение, однако в связи с тем, что тянущая способность валка резко уменьшается при подаче любого, даже малого количества смазТ и, на его поверхности возможна про буксовка приводного валка по металлу (что наблюдается часто на практике). Пробуксовка приводного валка -вйзывает такое же ухудшение качества прокатываемого профиля, как и. опережение валка металлом.
Этот недостаток устраняется тем, что смазку подают строго дозирова- но не на всю поверхность валков 1и 2, а .только на участки буртов 3 валков , которые в процессе прокатки контактируют с облоем 5 профиля 4 и на которых имеют место значительные силы трения о металл, втягивающие заготовку в валки. Такая дифференцированная подача смазки на поверхность валков, приводя к не столь резкому уменьшению тянущего усилия валка, как при подаче смазки на всю поверхность, обеспечивает практически полное устранение опережения и одновременно гарантирует отсутствие пробуксовок валка.
Кроме того, поскольку максимальна величина облоя 5 профиля 4 соответствует максимальному обжатию участка профиля, где обычно имеет место максимальное опережение, то подача смазки на бурты 3 валков 1 и 2 обеспечивает саморегулирование опережения, уменьшая его больше, именно на прокатке участков профиля с большим обжатием и опережением, так как на эти участках происходит большее падение сил трения вследствие большей контактной поверхности облоя со смазанными буртами валков.
П р и м е р . Прокатка односторон него периодического профиля, имеющего редкие выступы высотой б мм, с
.длиной периода 70 мм, высотой 3 мм и шириной 41 мм на стане 330. Заготовкой служит нагретая полоса из спесплава с размером 5,5X40 мм. Валки стана равного диаметра, калиброванны валок приводится во вращение от двигателя мощностью 500 кВт через редуктор и шпиндель, а гладкий валок - неприводной, свободно вращаемый. На бурты калиброванного валка с помощью зубчатого ролика известндй конструкции наносят технологическую смазку масло индустриальное.
Опережение металла по приводному калиброванному валку составляет 0,1% т.е. практически отсутствует, что обеспечивает хорошее качество прокатываемого профиля, точность его геометрических размеров и полное отсутствие срезов выступов на поверхности профиля.
Использование предлагаемого способа прокатки периодических профилей обеспечивает снижение количества брака- улучшение качества профиля/ повышение коэффициента использования металла, что, в конечном итоге, приводит к снижению себестоимости продукции.
Формула изобретения
Способ прокатки периодических профилей, при котором смазку подают в образованный ручьями рабочих валков калибр, создающий зону деформации заготовки, и зону выхода облоя, отличающийся тем, что, с. целью повьпиения качества прокатки, смазку подают в зону выхода облоя.
Источники информации, принятые во внимание при экспертизе
1.Мурзов А.И. и Дмитриев А.А. Периодическая прокатка профилей для заготовок рабочих лопаток. Сборник. Обработка сплавов давлением. Оборонгиз, 1958.
2.Воронцов Н.М. и др. Периодические профили продольной прокатки.Металлургия, 1978, с. 172.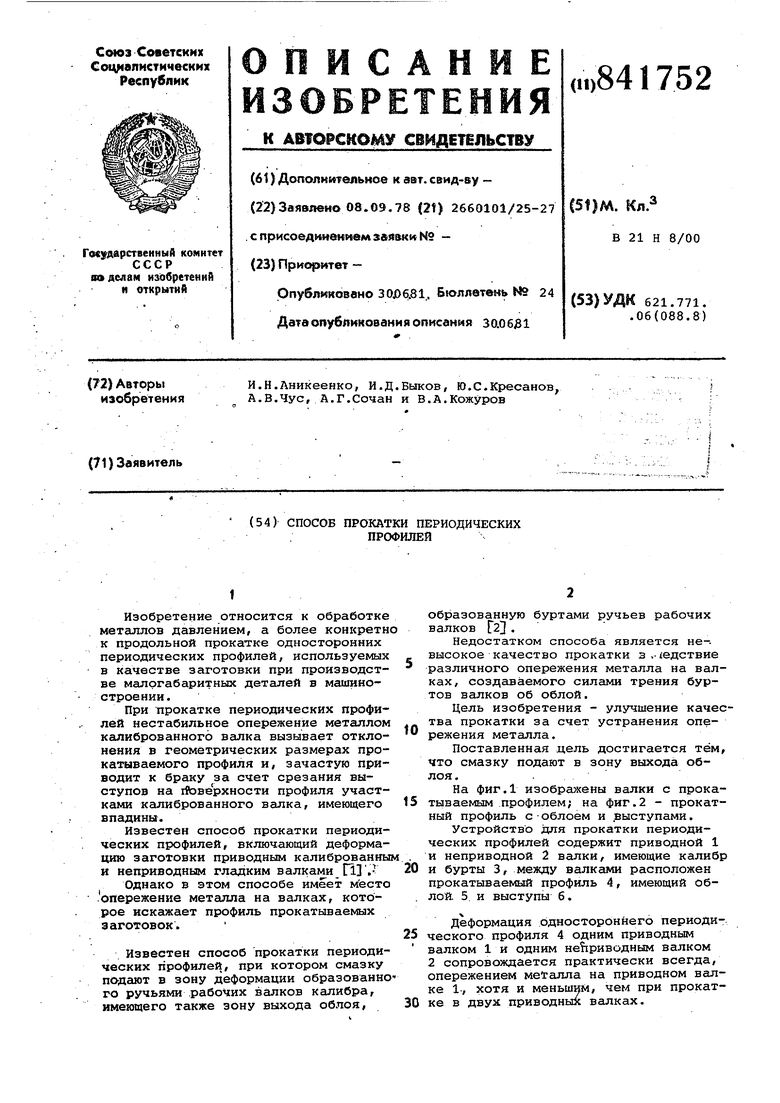
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| Стан для прокатки периодических профилей | 1978 |
|
SU724258A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Валок рабочей клетки | 1979 |
|
SU863114A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Блок валков для прокатки периодических профилей | 1977 |
|
SU743763A1 |