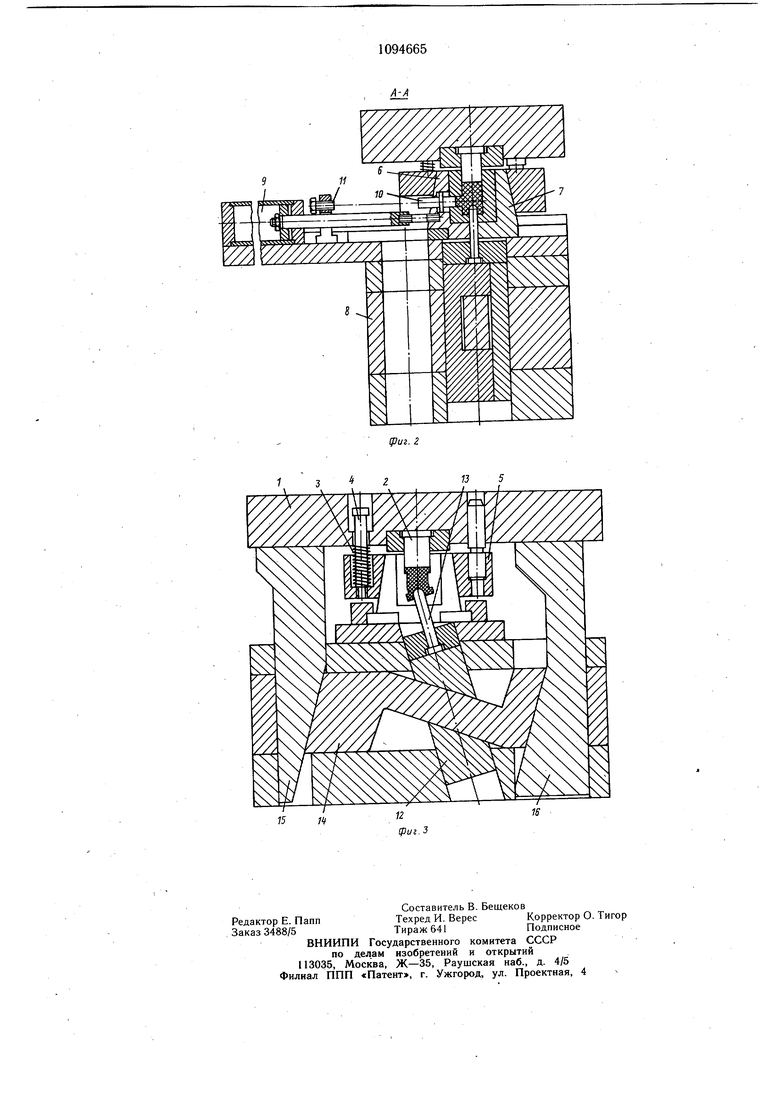
Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей сложной формы, например, с наклонными патрубками. Известен штамп для изготовления деталей, содержащий пуансон, клиновой толкатель, взаимодействующий с ползушкой с пазом ответной формы, выполненным в ползушке, связанной с пуансоном 1. Недостатком штампа является невозможность получения деталей с наклонными боковыми отростками. Изв.естен штамп для изготовления деталей сложной формы, содержащий верхнюю подвижную плиту с установленными на ней основным пуансоном и обоймой для смыкания полуматриц, размещенных на нижней плите, а также дополнительный пуансон, установленный с возможностью перемещения 2. Недостатком известного штампа является его сложность, вследствие чего невысока надежность и ограничена номенклатура получаемых деталей. Цель изобретения - повышение надежности работы штампа и расширение номенклатуры получаемых деталей. Поставленная цель достигается тем, что штамп для изготовления деталей, содержащий верхнюю подвижную плиту с установленным на ней основным пуансоном и обоймой для смыкания полуматриц, размещенных на нижней плите, а также дополнительный пуансон, снабжен Z-образным элементом, установленным в нижней плите с возможностью перемещения в направлении, перпендикулярном направлению движения верхней плиты и имеющим клиновые скосы на полках, ползушкой, размещенной на средней части Z-образного элемента, соединяющей его полки, с возможностью перемещения а также толкателями с клиновыми скосами, закрепленными на верхней плите с возможностью взаимодействия каждого из них со скосом одной из полок Z-образного элемента при этом дополнительный пуансон закреплен на ползушке. На фиг. 1 схематически изображен штамп в момент окончания процесса деформирования; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант выполнения штампа для штамповки изделий с изогнутой осью. Штамп содержит верхнюю подвижную плиту 1 с закрепленным на ней основным пуансоном 2 и буферное устройство, состоящее из пружин 3 и винтов 4. К буферному устройству подвешена коническая обойма 5 для смыкания полуматриц 6 и 7, образующих матрицу, установленную на нижней плите 8 штампа. Полуматрица 6 снабжена приводом горизонтального перемещения в виде, например, силового цилиндра 9, а также механизмом выталкивания отштампованной заготовки, состоящим из выталкивателя 10 и упора 11. В нижней плите подвижно установлена ползушка 12, несущая дополнительный пуансон 13. Ползущка 12 принудительно перемещается в . вертикальной плоскости посредством Z-образного элемента 14, который получает двустороннее горизонтальное перемещение от двух толкателей 15 и 16 с клиновыми скосами, закрепленных на верхней плите. Толкатель 15 предназна 1ен для осуществления рабочего хода дополнительного пуансона 13, а клин 16 осуществляет возврат пуансона. В зависимости от конфигурации щтампуемои заготовки в конструкции штампа может быть предусмотрено как вертикальное перемещение дополнительного пуансона 13, так и перемещение этого пуансона в направлении, составляющем угол от О до 45° с вертикальным (фиг. 3). Кроме того, в зависимости от требуемой кинематики движения дополнительного пуансона, толкатели 15 и 16 могут быть оснащены вертикальными поверхностями контакта с Z-образным элементом, позволяющими осуществить выстой пуансона 13 на любой стадии процесса щтамповки. Штамп , работает следующим образом. В исходном положении с помощью силового цилиндра 9 смыкают полуматрицы 6 и 7. Цилиндрическую заготовку укладывают в рабочую полость матрицы. Включают пресс; верхняя плита 1 перемещается вниз, коническая обой(иа 5 запирает полуматрицы. после чего в матрицу входит основной пуансон 2 -и деформирует заготовку. Одновременно клин 15 перемещает вправо Z-образный элемент 14, который перемещает вверх ползушку 12, несущую дополнительный пуансон 13. Пуансон 13 входит в рабочую полость матрицы и внедряется в деформируемый металл совместно с основным пуансоном 2. Процесс деформирования завершается при опускании верхней части штампа в крайнее нижнее положение. При ходе ползуна пресса вверх основной пуансон 12 извлекается из матрицы, одновременно с этим клин 16 перемещает Z-образный элемент ,14 влево, ползушка 12 возвращается вниз, извлекая из матрицы дополнительный пуансон 13. При дальнейшем ходе ползуна пресса вверх винты 4 поднимают коническую обойму 5, которая освобождает полуматрицы. После этого переключают силовой цилиндр 9 на перемешение штока влево. Полуматрица 6 отводится влево, выталкиватель 10 встречает на своем пути упор 11, в результате чего отштампованная деталь выталкивается из полуматрицы и удаляется напровал сквозь отверстие в нижней плите штампа. Изобретение по сравнению с базовым объектом, в качестве которого принят прототип, позволяет значительно упростить конструкцию штампа и расширить его технологические возможности.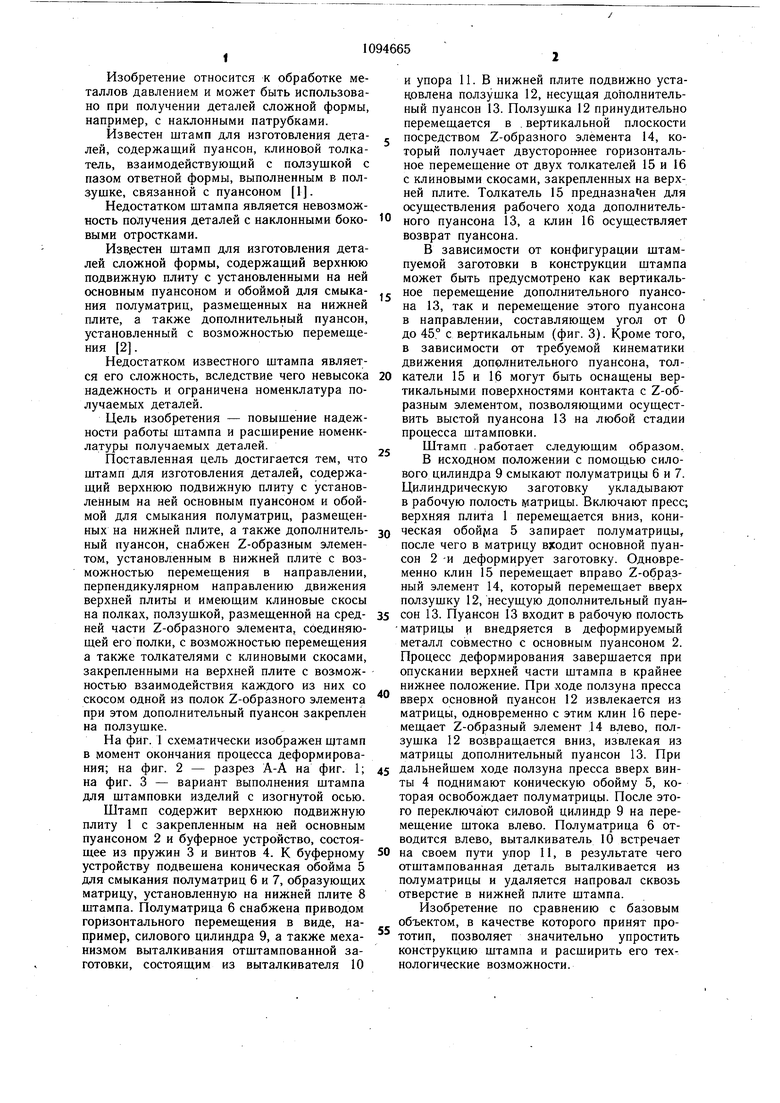
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Штамп для изготовления цепочки | 1982 |
|
SU1094648A2 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Универсальный штамп для подсечки профилей | 1983 |
|
SU1134259A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, содержаш,ий верхнюю подвижную плиту с установленным на ней основным пуансоном и обоймой для смыкания полуматриц, размещенных на нижней плите. а также дополнительный пуансон, установленный с возможностью перемещения, отличающийся тем, что, с целью повышения надежности и расширения номенклатуры получаемых деталей, он снабжен Z-образным элементом, установленным в нижней плите с возможностью перемещения в направлении, перпендикулярном направлению движения верхней плиты и имеющим клиновые скосы на полках, ползущкой, разме1ценной на средней части -Z-odpasHoro элемента, соединяющей его полки, с возможностью перемещения, а также толкателями с клиновыми скосами, закрепленными на верхней плите с возможностью взаимодей.сгвия каждого из них со скосом одной из полок Z-образного элемента, при этом дополнительный пуансон закреплен на ползушке. СО 4 01;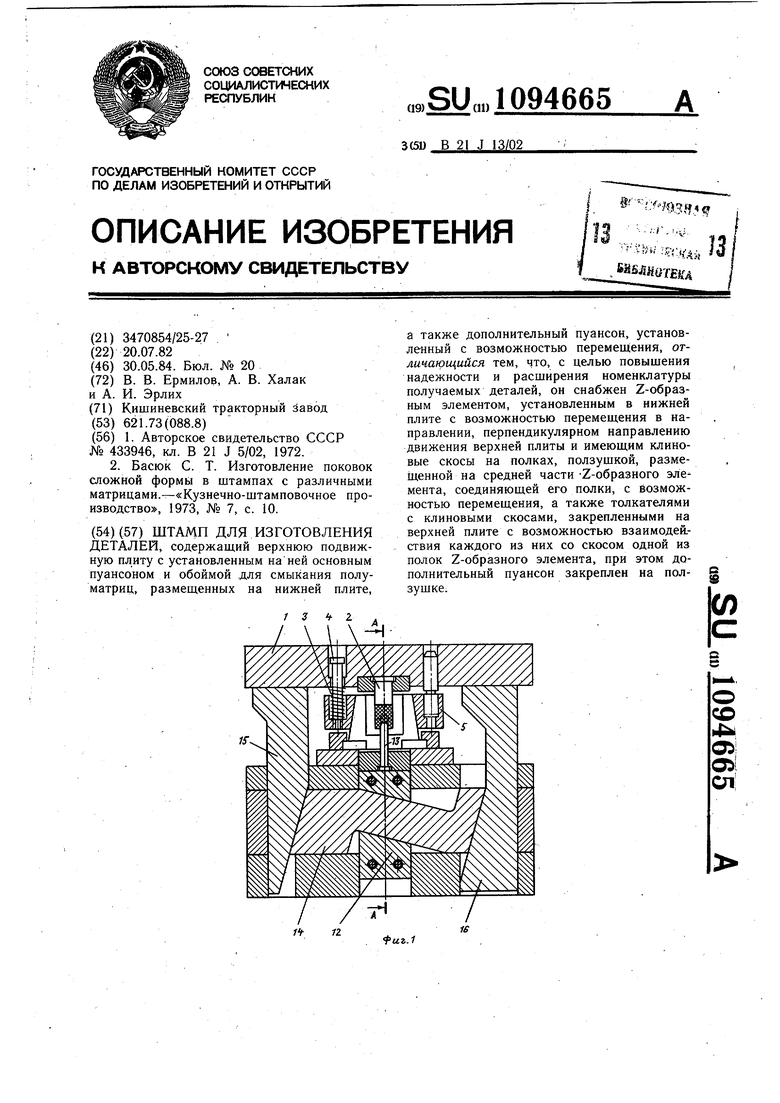
7J5
IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХИЗДЕЛИЙ | 1972 |
|
SU433946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Басюк С | |||
| Т | |||
| Изготовление поковок сложной формы в штампах с различными матрицами.-«Кузнечно-штамповочное производство, 1973, № 7, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
