(54) УСТГОЙСТВО ДЛЯ ШТАМПОВКИ В РАЗЪЕМНЫХ МАТРИЦАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки в разъемных матрицах | 1982 |
|
SU1038049A2 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Устройство для объемной штамповки изделий | 1980 |
|
SU1171169A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОКKr-f '"'-",:-f>&''-!J- '• 'с:- f»*V.-^^-^-* <J-^••''•. •« ;^L„ < inAШTH04LлШI^^••^friБИБЯИО -i^K^ I | 1970 |
|
SU275691A1 |
| Устройство для штамповки | 1979 |
|
SU1058156A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Механический штамповочный пресс двойного действия | 1974 |
|
SU523808A1 |
I
Изобретение относится к кузнечно-штамповочному производству, а нменно к конструкции приспособлений и штампов для штампсжки в разъемных матрицах.
Известно устройство для изготовления поковсж в разъемных матрицах на универсальных прессах, например, для выдавливания крестовин унифицированных шарниров сельхозмашин 1}.
Известно устройство для штамповки в разъемной матрИ1{е на прессе, содержащее установленную на стопе пресса нижнюю и связанную посредством колонн с по; ижной поперечинсж верхнюю матриценесущие шипы с полуматрицами, механизмы прижима и зажима полуматриц, пуансон и ползун {2.
Недостатком зтого устройства является то, что для преодоления усилия раскрытия полуматриц и исключения образования заусенцев в процессе выдавливания заготовки на прижим . полуматрицтребуются гидрощишндры больших усилий и мощный гидравлический привод.
Цель изобретения - снижение знергозатрат на прижим полуматриц, повышение надежности зажима полуматриц.
Поставленная цель достигается тем, что ме5 ханизм прижима полуматриц вьшолнен в виде размещенных на нижней матриценесущей плите ломающихся рычагов, с приводом от цилиндра холостого хода, а также шарнирно установленных на подвижной псшеречине эксцентриков, ,Q связанных через рычажную систему с силовым цилиндром, которым снабжен механизм зажима.
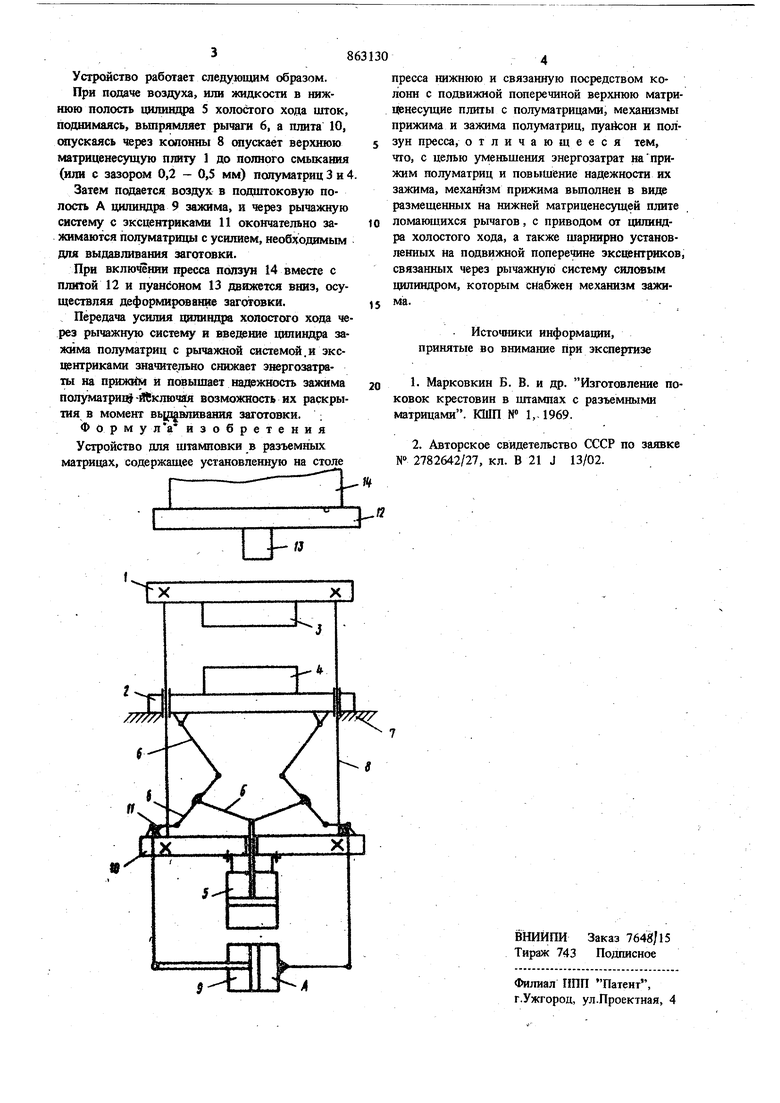
На чертеже изображена кинематическая схема устройства для штамповки в разъемных матридах.
,5 Устройство содержит верхнюю 1 и нижнюю 2 матриценесущие плиты с полуматрицами 3 и 4, цилиндр 5 холостого хода, шток которого через рЫчаш 6 связан с нижней матриценесущей плитой 2, устансжленной на столе 7 nptcca, ко20 лонны 8j цилиндр 9 зажима, связанный через рычажную систему с установленными на подвижной поперечине 10, жодантриками 11, шшту 12 с пуансоном 13, жестко укрепленную на ползуне 14. 38 Устройство работает следующим образом. При подаче воздуха, или жидкости в нижнюю полость иялинщй 5 холостого хода шток, поднимаясь, выпрямляет рычаги 6, а плита 10, (шускаясь «юрез копоины 8 опускает верхнюю матриценесущую плиту 1 до полного смьпсания (или с зазором 0,2 - 0,5 мм) полуматриц 3 и 4 Затем подается воздух в пощитоковую полость А цилиндра 9 зажима, и через рычажную систему с эксцентриками 11 окончательно зажимаются полуматрицы с усилием, необходимым для выдавливания заготовки. При включении пресса ползун 14 вместе с пли1ой 12 и пуансоном 13 движется вниз, осуществляя деформирсюание заготовки. Передача усилия цилиндра холостого хода че рез рычажнзто систему и введение цилиндра зажима полуматриц с рычажной системой.и эксцентриками значите льно снижает энергозатраты на прижим и повышает надежность заяотма полуматриЕ -исключая возможность их раскрытая в момент вьщ2вливашш заготовки. Формула изобретения Устройство для штамповки в разъемных матрицах, содержащее установленную на столе пресса нижнюю и связанную посредством колонн с подвижной поперечиной верхнюю матриЦенесущие плиты с полуматрицами, механизмы прижима и зажима полуматриц, пуайсон и ползун пресса, отличающееся тем, что, с целью уменьшения энергозатрат наприжим полу матриц и повыш1ение надежности их зажима, механизм прижима вьшолнен в виде размещенных на нижней матриценесущей плите ломающихся рычагов, с приводом от цилиндра холостого хода, а также шарнирно установленных на подвижной поперечине эксшнтриков, связанных через рычажнук) систему сттавым цилиндром, которым снабжен механизм зажима. Источники информации, принятые во внимание при экспертизе 1.Марковкин Б. В. и др. Изготовление поковок крестовин в штампах с разъемными матрицами. КШП № 1,Л969. 2.Авторское свидетельство СССР по заявке Г 2782642/27, кл. В 21 J 13/02.
