1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для безоблойной штамповки деталей со сложным профилем, например конических и цилиндрических шестерен со ступицей.
Известен штамп для безоблойной штамповки поковок 1, содержащий связанные между собой верхнюю и нижнюю плиты с установленными на них полуматрицами и пуансоном, прижимы, расположенные концентрично полуматрицам, и механизм закрытия полуматриц.
Недостатком известного штампа является сложность настройки на одинаковую величину зажима полуматриц каждым скобообразным клином, а кроме того, величина зажима полуматриц с течением времени меняется из-за неравномерности износа контактирующих поверхностей, что приводит к образованию заусенца и износу кромок полуматриц.
Известен также штамп, содержащий связанные между собой верхнюю и нижнюю плиты, пуансон, верхнюю и нижнюю прижимные обоймы с полуматрицами, а также механизм закрытия полуматриц, выполненный в виде скоб с клиновыми рабочими поверхностями, взаимодействующих с одной стороны с прижимными обоймами, а с другой - с клиньями, закрепленными на верхней плите.
Однако он не обеспечивает возможности получения деталей высокого качества.
2
Для повышения точности штампуемых деталей предлагаемый штамп снабжен механизмом прижима, смонтированным в нижней плите и выполненным в виде двух подпружиненных толкателей, каждый из которых взаимодействует с одним из клиньев, а клинья смонтированы в верхней плите с возможностью качательного движения в вертикальной плоскости.
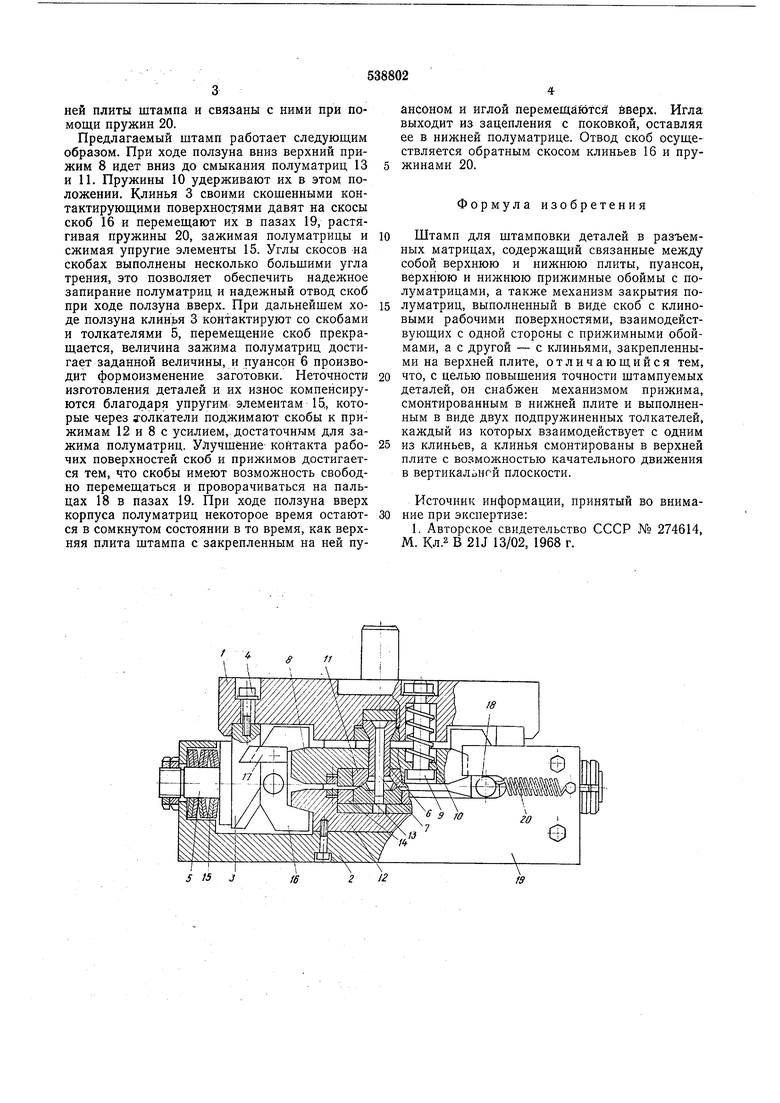
На чертеже показан предлагаемый штамп, общий вид, разрез.
Штамп содержит связанные между собой верхнюю 1 и нижнюю 2 плиты. На верхней плите свободно установлены клинья 3, которые имеют возможность плавать в пределах зазоров отверстий под крепежные винты 4 в направлении хода толкателей 5. Пуансон 6 и игла 7 тоже закреплены на верхней плите. Верхний прижим 8 связан с верхней плитой
двумя тягами 9, на которые надеты винтовые цилиндрические пружины 10. Верхняя полуматрица 11 вместе с бандажом (на чертеже не обозначен) закреплена в корпусе верхнего прижима. На нижней плите закреплены нижНИИ прижим 12 вместе с полуматрицей 13 и ее бандажом 14, а также два толкателя, кинематически связанные с упругими элементами 15. Две скобы (скобообразных клина) 16 вместе с закрепленными на них планками 17 установлены при помощи пальцев 18 в пазах 19 нижней плиты штампа и связаны с ними при помощи пружин 20.
Предлагаемый штамп работает следуюш,им образом. При ходе ползуна вниз верхний прижим 8 идет вниз до смыкания полуматриц 13 и 11. Пружины 10 удерживают их в этом положении. Клинья 3 своими скошенными контактирующими поверхностями давят на скосы скоб 16 и перемещают их в пазах 19, растягивая пружины 20, зажимая полуматрицы и сжимая упругие элементы 15. Углы скосов на скобах выполнены несколько большими угла трения, это позволяет обеспечить надежное запирание полуматриц и надежный отвод скоб при ходе ползуна вверх. При дальнейшем ходе ползуна клинья 3 контактируют со скобами и толкателями 5, перемещение скоб прекращается, величина зажима полуматриц достигает заданной величины, и пуансон 6 производит формоизменение заготовки. Неточности изготовления деталей и их износ компенсируются благодаря упругим элементам 15, которые через холкатели поджимают скобы к прижимам 12 и 8 с усилием, достаточным для зажима полуматриц. Улучшение контакта рабочих поверхностей скоб и прижимов достигается тем, что скобы имеют возможность свободно перемещаться и проворачиваться на пальцах 18 в пазах 19. При ходе ползуна вверх корпуса полуматриц некоторое время остаются в сомкнутом состоянии в то время, как верхняя плита штампа с закрепленным на ней пуансоном и иглой перемеЩаютсй йверх. Игла выходит из зацепления с поковкой, оставляя ее в нижней полуматрице. Отвод скоб осуществляется обратным скосом клиньев 16 и пружинами 20.
Формула изобретения
Штамп для штамповки деталей в разъемных матрицах, содержащий связанные между собой верхнюю и нижнюю плиты, пуансон, верхнюю и нижнюю прижимные обоймы с полуматрицами, а также механизм закрытия полуматриц, выполненный в виде скоб с клиновыми рабочими поверхностями, взаимодействующих с одной стороны с прижимными обоймами, а с другой - с клиньями, закрепленными на верхней плите, отличающийся тем,
что, с целью повышения точности штампуемых деталей, он снабжен механизмом прижима, смонтированным в нижней плите и выполненным в виде двух подпружиненных толкателей, каждый из которых взаимодействует с одним
из клиньев, а клинья смонтированы в верхней плите с возможностью качательного движения в вертикалонгй плоскости.
Источник информации, принятый во внимание при экспертизе:
1 Авторское свидетельство СССР № 274614, М. Кл.2 В 21J 13/02, 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1975 |
|
SU530727A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1066709A1 |
| Штамп для безоблойной штамповки | 1986 |
|
SU1318339A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
