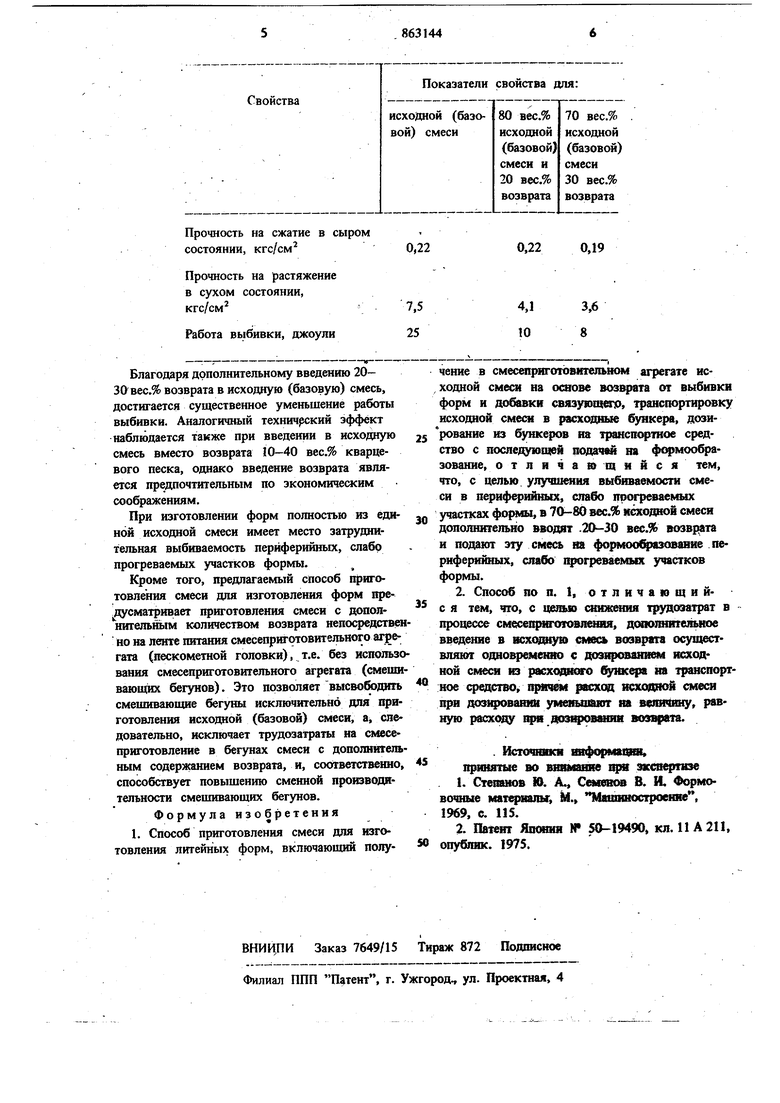
Изобретение относится к литейному производству, а именно к способам приготовления смеси для изготовления литейных форм, преимущественно для среднего и крупного станочного литья из черных сплавов. Известен способ приготовления смеси для изготовления литейных форм, в соответствии с которым формы изготавливают из облицовочной смеси (например, жидкостекольной), обладающей повыщенной прочностью, и наполнительной малопрочной смеси (например, песчано-глинистой с использованием возврата) 1. Однако неизбежное смешивание жидкостекольной и песчано-глинисюй смесей на выбивке приводит к ухудшению качества возврата, в связи с чем ограничивается возможность его повторного- использования в составе облицовочных смесей. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ приготовления единой смеси для изготовления ли1ейных форм, включающий получение в смесеприготовительном агрегате (смешивающих бегунах) исходной смеси, содержащей 45-90 вес.% возврата от выбивки форм, и связующее, транспортировку смеси в расходные бункера, дозирование из бункеров на транспортное средство с последующей подачей на формообразование 2. Однако использование единой смеси с содержанием возврата, близким к нижнему указанному пределу, приводит к резкому ухудшению выбивки смеси в периферийных (удаленных от отливки), слабо прогреваемых участках формы, а использование единой смеси с содержанием возврата, близким к ве{5хнему указанному пределу, приводит к ухудшению качества поверхности формы, и, соответственно, отливки. Цель изобретения - улучшение выбиваемости смеси в периферийных, слабо прогреваемь1х участках формы, снижение затрат в процессе смесеприготовления. . Поставленная цель достигается тем, что в способе приготовления смеси для изготовления литейных, форм из смеси, содержащей возврат от выбивки форм и связующее, включающем получение в смесеприготовительном агрегате исходной смеси- на основе возврата от .выбивки форм и добавки связующего, транспортировку исходной смеси в расходные бункера, дозирование из бункеров на транспортное средство с последующей подачей на формообразование, в 70-80 вес.% исходной смеси дополнительно вводят 20-30 вес.% возврата и подают эту смесь на формообразование периферийных, слабо прогреваемых з частков формы. Для получения смеси с дополнительным содержанием возврата требуется установка дополнител ного смесеприготовительного агрегата (смешивающих бегунов) или использование одного смесеприготовительного агрегата, работающего в переменном режиме: на приготовление исход ной смеси и с дополнительным количеством возврата. В обоих случаях возрастают трудоза раты на смесепрнготовление. Для снижения трудозатрат дополнительное введение в исходную смесь возврата осуществляют одновр1еменно с дозированием исходной смеси из расходного бункера на транспортное средство, причем расход исходной смеси при зировании уменьшают на величину, равную расходу при дозировании возврата. При дополнительном введении в исходную смесь менее 20 вес.% возврата не достигается требуемого улучшения выбиваемости периферийных слабо прогреваемых участков форм, при введении в исходную смесь более 30 вес возврата ухудшаются по сравнению с требуемыми нормами физико-механические характеристики периферийных участков форм. Способ осущесвтляется следующим образом Опока, установленная на подмодельную пли ту с закрепленной на плите моделью, подается под формообразуюищй агрегат, например пескомет, и начинается заполнение опоки исходной смесью, которую в данном случае мо но условно рассматривать как облицовочную. Примером может служить смесь, содержащая 80 вес. частей возврата от выбивки фор 20 вес. частей кварцевого песка, 3,0-3,5 вес. частей жидкого стекла (модуля 2,9), 1,5 вес. частей 20%-ного раствора едкого натра, 3 вес. части глины огнеупорной, 0,4 - 0,6 вес. частей крепителя КО или П (выполняют функцию гидрофобизатора). После нанесения на модель заданной толщийы слоя исходной смеси (с учетом размера модели и металлоемкости -формы) производят уменьшение подачи исходной смеси на ленту, движущуюся с постоянной, скоростью и подающую смесь к пескомету, и включают подачу возврата, полученного после выбивки форм из опок. При зтом суммарный расход исходной смеси и возврата должен быть равен первоначальному расходу исходной смеси. В противном случае нарушается процесс формовки. После заполнения опоки смесью и ее уплотнения извлекают модель н полуформу подвергают сушке. Сушка форм може быть осуществлена любым известным способом, например, в проходных сушильных печах при 220-240С, камерных. - при 260-300° С. В случае использования пластичных самотвердеющих смесей (ПСС), содержащих отвердитель, сушка форм не обязательна. Практическое решение реализации предлагаемого способа может быть выполнено следующим образом.. Над транспортерной лентой, подающей смесь к пескометру, устанавливают два бункера, питатели которых приводят в действие с пульта управления пескометом. В один бункер загружают исходную (базовую) смесь, в другой - возврат. Пер|Воначально опоку, установленную на подмодельную плиту заполняют исходной (базовой) смесью. После образования на модели слоя заданной толщины скорость питателя уменьшают и включают питатель, подающий возврат. Таким образом, получают слой смеси, состоящий из исходной (базовой) смеси и возврата, перемешивание которых происходит в пескомете во время подачи смеси в опоку. Рисход исходной (базовой) смеси составляет примерно 80-90% от общего расхода смеси на форму, при этом 30-60% расходуется на образование облицовочного слоя. В таблице приведены показатели прочностных свойств форм при использовании исходной (базовой смеси), состав которой был приведен выще, и исходаой смеси с дополнительным введением в нее 20-30% вес.% возврата, полученного после выбивки форм.
Прочность на сжатие в сыром состоянии, кгс/см
Прочность на растяжение в сухом состоянии,
0,22
0,220,19
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приготовления формовочной смеси | 1983 |
|
SU1133016A1 |
| Способ регулирования состава формовочной смеси | 1982 |
|
SU1042872A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2012 |
|
RU2495731C1 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Способ изготовления двухслойной литейной формы | 1987 |
|
SU1424936A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
| Смесь для изготовления литейных форм и стержней | 1985 |
|
SU1353562A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
Благодаря дополнительному введению 20ЗОвес.% возврата в исходную (базовую) смесь, достигается существенное уменьшение работы выбивки. Аналогичный технич кий эффект наблюдается также при введении в исходную смесь вместо возврата 10-40 вес.% кварцевого песка, однако введение возврата является предпочтительным до зкономичесжим соображениям. При изготовлении форм полностью из единой исходной смеси имеет место затруднительная выбиваемость периферийных, слабо прогреваемых участков формы. Кроме того, предлагаемый способ приготовления смеси для изготовления форм пре дусматривает приготовления смеси с дополнительным количеством возврата непосредствен но на ленте питания смесеприготовительного arjpeгата (пескометной головки), т.е. без использо вания смесеприготовительного агрегата (смеши вающих бегунов). Это позволяет высво дить смещивающие бегуны исключительно для приготовления исходаой (базовой) смеси, а, следовательно, исключает трудозатраты на смесеприготовление в бег)гнах смеси с дополнитель ным содержанием возврата, и, соотаетствеино, способствует повышению смениой производительности смешивающих бегунов. Формула изобретения 1. Способ приготовления смеси для изготовления литейных форм, включающий попучение в смесепряготовителыюм агрегате исходной смеси на основе возврата от выбивки форм и добавки связующего, tpaHcncpTHpcwxy исходной смеси в расходаые бункера, дозирование из б}гнкеров на транспс тное средство с последующей подачей на фс мообразование, отличающийся тем, что, с целью, улуфиеиия выбиваемости смеси в периферш}ных, слабо прогреваемых участках формы, в 70-80 вес.% исходной смеси дополнжгелшо вводят .20-30 вес.% возврката и подают эту смесь ю формоо мзовавие периферийшлх, слабо 1фогреваемых участков формы. 2. Способ поп. 1, отличающийс я тем, что, с целью стокения rfynoasipyt в процессе смвсещжгоговлешп, д(мю Ш11Геяы1ое введение в «юаущуп оме возврата осуществляют одновременно с дозир шат1ем исходной смеси из расхощюго бупк на тргшспортное среррпо, прячем расход иосоляой смеси при доз оювашО умеяыишот иа mtasifteay, равную расходу iq возщювшгаи . . Источтвся |форма в, принятые во вшмание щю экевертазе 1.Стешшов Ю. А., Саявж 8. И. Формовочные , 1Я. 1)1аш1шостроеи 1е, 1969, с. 115. 2. Япошо N 50-19490, кл. 11 А 211, опубпик. 1975.
