1
Изобретение относится к литейному производству и может быть использовано для изготовления форм и стержней из жидкостекольных смесей.
Цель изобретения - упрощение выби ваемости смеси из отливок.
Смесь содержит огнеупорный наполнитель; жидкое стекло и разоупроч- няющую добавку.
В качестве огнеупорного наполнителя испрльзуют кварцевый песок, жидкое стекло применяют с модулем 2,6-2,8 и плотностью 1,4-1,5 г/см . В качестве разупрочняющей добавки применяется шлам.штапельного производства, являющийся отходом производства искусственного волокна. Шлам образуется при очистке сточных вод штапельного производства на локальных очистных сооружениях, которая осуществляется обработкой щелочными реагентами кислых промстоков, последующим осветлением и отделением выпавшего осадка.
Химический состав шлама в пересчете на абсолютное сухое состояние приведен в табл. 1.
Входящие в состав шлама поливалентные катионы находятся в виде нерастворимых в воде карбонатов . (Са , ), гидрокарбонатов ( , Fe , ) и сульфидов (Zn , Fe )
Использование в жидкостекольных смесях в качестве технологической добавки пшама штапельного производства позволяет существенно снизить i- энергию выбивки стержней из толстостенных отливок, т.е. в этом случае когда происходит глубокий прогрев форм и стержней до температуры свыше 800°С.
Известно, что нагревание смесей на основе диоксида кремния и жидкого стекла сопровождается образованием двух максимумов прочности, изготовленных из них форм или стержней. Первый максимум, низкотемпературный, расположен в области 300-400 С и обусловлен образованием пленочного жидкостекольного покрытия на поверхности зерен наполнителя.
Использование формовочной смеси известного состава позволяет избежать появления этого низкотемпературного максимум прочности благодаря интенсивному выгоранию в этом же температурном интервале органической части цинкосодержащего шлама.
535622
которое сопровождается газовьщелени- ем, вносящим разрушение в сплошность пленочной жидкостекольной связки. 5 Появление второго, высокотемпературного максимума прочности, наблюдаемого при t 800 c, обусловлено образованием при этой температуре расплава жидкого стекла и его хими10 ческим воздействием с зернами кремнезема.
При использовании известной смеси для изготовления массивных отливок, в процессе которого прогревают формы
15 и стержни до t 800°C, эффективность входящей в ее состав технологической добавки - цинксодержащего шлама существенно снижается, что обусловлено двумя причинами. Во-первых, к моменту
20 достижения этой температуры полностью завершается выгорание органической ее части (730 С). Во-вторых, окись цинка, образовавшаяся к этому моменту, не в состоянии связать все количество
25 жидкого стекла в тугоплавкие соединения из-за стехиометрического ее недостатка на эту реакцию. В результате полного исключения разрушающего действия продуктов окисления органи30 ки и незначительной убыли содержания свободного жидкого стекла оставшаяся его часть способна образовать расплав, вступающий в химическую реак: цшо с диоксидом кремния, что сопро35 вождается соединением зерен песка в прочную пространственную структуру. Сзгммарным выражением этих процессов является увеличение энергии выбивки толстостенных изделий, которая тем
40 вьш1е, чем массивнее отливка.
Этим недостатком не обладает предлагаемая смесь,в которой в качестве разупрочняющей добавки использован шлам штапельного производства.
45 Как показали термографические исследования, нагревание этого отхода, в отличие от цинксодержащего шлама кордного производства, не сопровождается горением его органической
50 части, которое обуславливает интенсивное ее удаление. Окислительный процесс в данном случае п ротекает существенно с меньшей скоростью. В температурной области расположения
55 первого . максимума прочности он направлен преимущественно на образование кокса, а не летучих соединений углерода. Эта особенность шлама штапельного производства весьма существенна и обусловлена его составом, а именно, присутствием м 1нераль- ных примесей, активно поглощающих тепловую энергию к моменту достижения температуры вспышки органического компонента, которая не фиксируется на 1термограмме. Горючесть последнего, как следует из данных термографии, значительно меньше по сравнению с присутствующей в известной технологической добавке органикой, в которой она представлена преимущественно низкомолекулярными полимерными фор- мами целлюлозы (гемицеллюлозой) со степенью полимеризации 150-200, Более высокая молекулярная масса целлюлозных полимеров (степень полимеризации ) и наличие в шламе штапельного производства значительных количеств минеральных веществ, препятствующих горению, обуславливают смещение экзотермического эффекта окисления углеродистого остатка в высокотемпературную область, которая в этом случае располагается в температурном интервале 500-1000°С.
Поскольку этот температурный интервал затрагивает область появления второго максимума прочности жидко- стекольной смеси с кремнеземным наполнителем, образующаяся при этом связка из расплава жидкого стекла и продуктов его реакции с двуокисью кремния подвергается разрушающему воздействию не только цинкового компонента, но причем в значительной степени и газообразных продуктов окисления углерода, следствием чего является снижение энергии выбивки массивных отливок, прогревающих формы и стержни до температуры 800 С.
Смесь для изготовления литейных
93,5 4,0 2,5 .
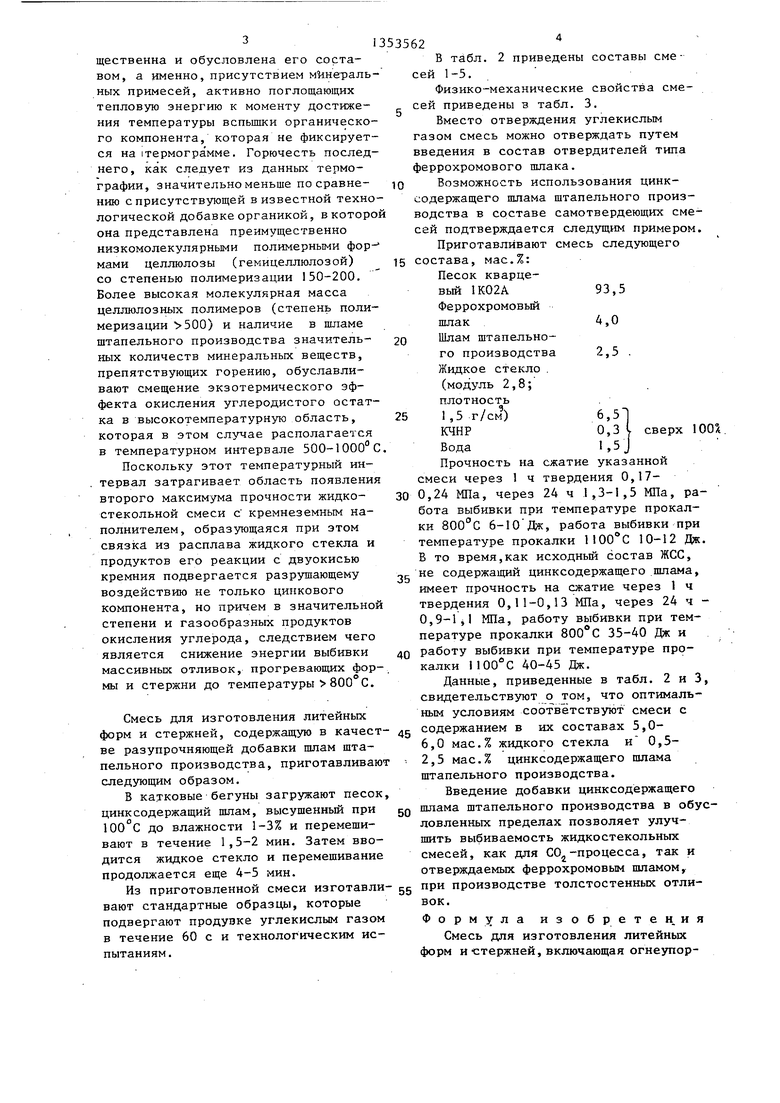
В табл. 2 приведены составы смесей 1-5,
Физико-механические свойства смесей приведены в табл, 3,
Вместо отверждения углекислым газом смесь можно отверждать путем введения в состав отвердителей типа феррохромового шлака. 10 Возможность использования цинк- содержащего шлама штапельного производства в составе самотвердеющих смесей подтверждается следущим примером
Приготавливают смесь следующего 15 состава, мас.%:
Песок кварцевый 1К02А
Феррохромовьй
шлак
20 Шлам штапельного производства
Жидкое стекло .
(модуль 2,8;
плотность 25 1,5 т/см)
КЧНР
Вода
Прочность на сжатие указанной смеси через 1 ч твердения 0,17- 30 0,24 Ша, через 24 ч 1,3-1,5 МПа, ра бота выбивки при температуре прокалки 800°С 6-10 Дж, работа выбивки при температуре прокалки 1100 С 10-12 Дж В то время,как исходньй состав ЖСС, 2g не содержащий цинксодержащего шлама, имеет прочность на сжатие через 1 ч твердения 0,11-0,13 МПа, через 24 ч 0,9-ljl Ша, работу выбивки при температуре прокалки 800°С 35-40 Дж и 4Q работу выбивки при температуре прокалки 40-45 Дж.
Данные, приведенные в табл. 2 и 3 свидетельствуют о том, что оптимальсверх 10
ным условиям соответствуют смеси с
форм и стержней, содержащую в качест- 45 содержанием в их составах 5,0- ве разупрочняющей добавки шлам шта- 6,0 мас.% жидкого стекла и 0,5- пельного производства, приготавливают следующим образом,
В катковые бегуны загружают песок, цинксодержащий шлам, высушенный при Q до влажности 1-3% и перемешивают в течение 1,5-2 мин. Затем вводится жидкое стекло и перемешивание продолжается еще 4-5 мин.
Из приготовленной смеси изготавли- gg при производстве толстостенных отливают стандартные образцы, которые век.
подвергают продувке углекислым газом Формула изобретения в течение 60 с и технологическим ис- Смесь для изготовления литейных пытаниям.форм и стержней, включающая огнеупор2,5 мае.% цинксодержащего шлама штапельного производства.
Введение добавки цинксодержащего шлама штапельного производства в обус ловленных пределах позволяет улучшить выбиваемость жидкостекольных смесей, как для СО -процесса, так и отверждаемых феррохромовым шламом.
93,5 4,0 2,5 .
В табл. 2 приведены составы смесей 1-5,
Физико-механические свойства смесей приведены в табл, 3,
Вместо отверждения углекислым газом смесь можно отверждать путем введения в состав отвердителей типа феррохромового шлака. Возможность использования цинк- содержащего шлама штапельного производства в составе самотвердеющих смесей подтверждается следущим примером.
Приготавливают смесь следующего 5 состава, мас.%:
Песок кварцевый 1К02А
Феррохромовьй
шлак
0 Шлам штапельного производства
Жидкое стекло .
(модуль 2,8;
плотность 5 1,5 т/см)
КЧНР
Вода
Прочность на сжатие указанной смеси через 1 ч твердения 0,17- 0 0,24 Ша, через 24 ч 1,3-1,5 МПа, работа выбивки при температуре прокалки 800°С 6-10 Дж, работа выбивки при температуре прокалки 1100 С 10-12 Дж. В то время,как исходньй состав ЖСС, g не содержащий цинксодержащего шлама, имеет прочность на сжатие через 1 ч твердения 0,11-0,13 МПа, через 24 ч - 0,9-ljl Ша, работу выбивки при температуре прокалки 800°С 35-40 Дж и Q работу выбивки при температуре прокалки 40-45 Дж.
Данные, приведенные в табл. 2 и 3, свидетельствуют о том, что оптимальсверх 1005
содержанием в их составах 5,0- 6,0 мас.% жидкого стекла и 0,5-
2,5 мае.% цинксодержащего шлама штапельного производства.
Введение добавки цинксодержащего шлама штапельного производства в обуловленных пределах позволяет улучшить выбиваемость жидкостекольных смесей, как для СО -процесса, так и отверждаемых феррохромовым шламом.
1353562
ный наполнитель на основе диоксида ва при следующем соотношении ингре- кремния, жидкое стекло и отход при про- диентов, мас.%:
изводстве искусственного волокна, отличающаяся тем, что, с целью улучшения выбиваемости смеси из отливок, в качестве отхода производства искусственного волокна смесь содержит пшам штапельного производст
о
94,0 93,0 92,0 93,5 92,5
0,5 1,5 2,5 1,5 1,5
5,5 5,5 5,5 5,0 6,0
Прочность на растяжение после.продувки СО, МПа 0,25-0,35 0,35-0,41 0,30-0,34 0,30-0,35 0,36-0,38
Газотворность, 3,5-3,8 4,0-4,4 4,0-4,7 3,5-4,0 4,0-4,5
Работа выбивки после нагрева при
аоо с, дж
26,0-30,0 20,0-25,0 20,0-22,0 18,0-20,0 25,0-30,0
Работа выбивки после прогрева при ИОО С, Дж
60-80 25,0-30,0- 20,0-25,0 20,0-23,0 27,0-30,0
Жидкое стекло Шлам штапельного производства Огнеупорный наполнитель на основе диоксида
in кремния
Остальное Таблица I
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав смеси для изготовления литейных форм и стержней | 1984 |
|
SU1227309A1 |
| Смесь для изготовления литейных форм и стержней | 1983 |
|
SU1159715A1 |
| Смесь для изготовления литейных форм и стержней @ -процессом | 1985 |
|
SU1261739A1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1503972A1 |
| Смесь для изготовления литейных форм и стержней | 2022 |
|
RU2793659C1 |
| Смесь для изготовления литейных форм и стержней | 1986 |
|
SU1342580A1 |
| Комплексная добавка для улучшенияВыбиВАЕМОСТи лиТЕйНыХ фОРМ и СТЕРж-НЕй, изгОТОВлЕННыХ C жидКОСТЕКОльНыМСВязующиМ | 1977 |
|
SU850250A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2148464C1 |
| Смесь для изготовления литейных форм и стержней | 1989 |
|
SU1659161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
Изобретение относится к литейному производству и может быть использовано для изготовления литейных форм и стержней из жидкостекольных смесей. Цель изобретения - улучшение выбиваемости смеси из отливок, которая достигается за счет использования в составе смеси разупрочняющей добавки-шлама штапельного производства. Смесь содержит в своем составе, мае.%: жидкое стекло 5, шлам шт.апельного производства - отход при производстве искусственного волокна 0,5-2,5; огнеупорный наполнитель на основе диоксида кремния - остальное. Улучшение выбиваемости смеси из отливок с такбй разупрочняющей добавкой шлама штапельного производства позволяет улучшить выбиваемость жидкостекольных смесей как для СО -процесса, так и для отверждаемых ферро- хромовым шлаком при производстве толстостенных отливок.,3 табл. с $ с: 00 сд 00 ел 05 IsD
| Лясс A.M | |||
| Быстродействующие формовочные смеси, М.: Машиностроение, 1965, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Состав смеси для изготовления литейных форм и стержней | 1984 |
|
SU1227309A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
