(54) УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКОВ НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ
1
Изобретение относится к черной и цветной металлургии, а именно к устройствам для вторичного охлаждения слитков при их литье на машинах непрерывного и полунепрерывного литья.
Наиболее близким по технической сущности к предлагаемому является устройство, содержащее форсунки для подачи охладителя на слиток и брусья, в которых выполнены пазы для установки опорных роликов 1.
Недостаток этого устройства - низкая стойкость роликов и брусьев, которая для роликов становится особенно низкой при малых скоростях движения слитка (остановках слитка), когда односторонний нагрев приводит к изгибу роликов. Брусья приводят к появлению больших сил трения. И брусья, и ролики препятствуют поперечной усадке слитка.
Цель изобретения - повышение долговечности оборудования.
Эта цель достигается тем, что на внутренней поверхности брусьев выполнены продольные, параллельные оси слитка, цилиндрические пазы, в которых расположены металлические, например стальные, щары с
возможностью перемещения в указанных пазах.
Установка в различные брусья шаров различных диаметров позволяет регулировать размеры сечения без замены брусьев. Устройство снабжено приводом подачи шаров в пазы опорных брусьев, например в виде гидравлических цилиндров.
С поверхностью слитка контактируют не ролики, а шары, которые при одностороннем нагреве изгибы не испытывают. А усилия от металлостатического давления
10 воспринимают опорные брусья.
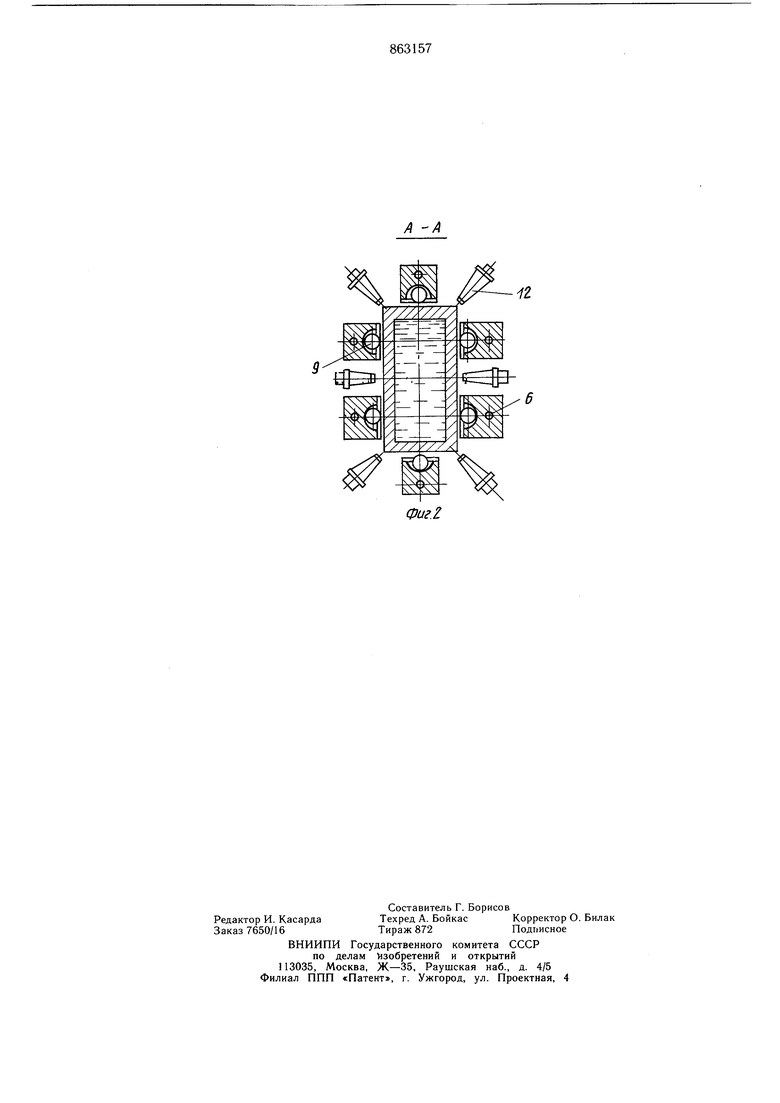
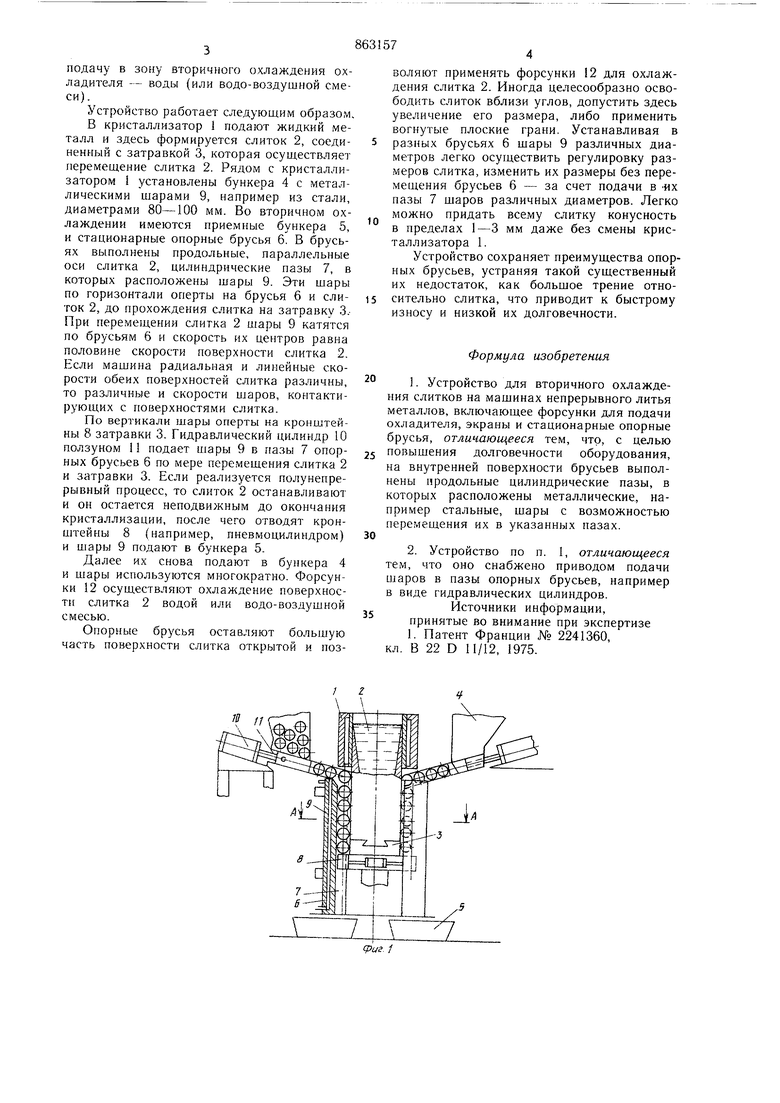
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
В кристаллизаторе 1 формируется слиток 2, опертый на затравку 3, рядом с крис5 таллизатором расположены бункера 4 с шарами.
Во вторичном охлаждении установлены бункера 5 и опорные стационарные брусья 6 с пазами 7, в которых расположены опертые на кронщтейны 8 затравки, металлические
20 щары 9. Гидравлический цилиндр 10 обеспечивает ползуном 11 подачу шаров к опорным брусьям. Форсунки 12 обеспечивают
подачу в зону вторичного охлаждения охладителя - воды (или водо-воздушной смеси).
Устройство работает следующим образом,
В кристаллизатор 1 подают жидкий металл и здесь формируется слиток 2, соединенный с затравкой 3, которая осуществляет перемещение слитка 2. Рядом с кристаллизатором 1 установлены бункера 4 с металлическими шарами 9, например из стали, диаметрами 80-100 мм. Во вторичном охлаждении имеются приемные бункера 5, и стационарные опорные брусья 6. В брусьях выполнены продольные, параллельные оси слитка 2, цилиндрические назы 7, в которых расположены шары 9. Эти шары по горизонтали оперты на брусья б и слиток 2, до прохождения слитка на затравку 3.При перемещении слитка 2 шары 9 катятся по брусьям 6 и скорость их центров равна половине скорости поверхности слитка 2. Если машина радиальная и линейные скорости обеих поверхностей слитка различны, то различные и скорости шаров, контактирующих с поверхностями слитка.
По вертикали шары оперты на кронштейны 8 затравки 3. Гидравлический цилиндр 10 ползуном И подает шары 9 в пазы 7 опорных брусьев 6 по мере перемещения слитка 2 и затравки 3. Если реализуется полунепрерывный процесс, то слиток 2 останавливают и он остается неподвижным до окончания кристаллизации, после чего отводят кронштейны 8 (например, пневмоцилиндром) и шары 9 подают в бункера 5.
Далее их снова подают в бункера 4 и шары используются многократно. Форсунки 12 осуществляют охлаждение поверхности слитка 2 водой или водо-воздушной смесью.
Опорные брусья оставляют большую часть поверхности слитка открытой и ноз7S п
воляют применять форсунки 2 для охлаждения слитка 2. Иногда целесообразно освободить слиток вблизи углов, допустить здесь увеличение его размера, либо применить вогнутые плоские грани. Устанавливая в разных брусьях 6 шары 9 различных диаметров легко осуществить регулировку размеров слитка, изменить их размеры без перемещения брусьев 6 - за счет подачи в их пазы 7 шаров различных диаметров. Легко можно придать всему слитку конусность в пределах 1-3 мм даже без смены кристаллизатора 1.
Устройство сохраняет преимущества опорных брусьев, устраняя такой существенный их недостаток, как большое трение относительно слитка, что приводит к быстрому ИЗНОСУ и низкой их долговечности.
Формула изобретения
1.Устройство для вторичного охлаждения слитков на машинах непрерывного литья металлов, включающее форсунки для подачи охладителя, экраны и стационарные опорные брусья, отличающееся тем, что, с целью повышения долговечности оборудования, на внутренней поверхности брусьев выполнены продольные цилиндрические пазы, в которых расположены металлические, например стальные, шары с возможностью перемещения их в указанных пазах.
2.Устройство по п. 1, отличающееся тем, что оно снабжено приводом подачи ujapoB в пазы опорных брусьев, например в виде гидравлических цилиндров.
Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2241360, кл. В 22 D 11/12, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения непрерывно-литых и полунепрерывнолитых слитков | 1981 |
|
SU1018782A1 |
| Устройство для вытягивания слитка из кристаллизатора машины полунепрерывного литья металлов | 1982 |
|
SU1087251A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Установка полунепрерывного литья металлов | 1977 |
|
SU794878A1 |
| Устройство для охлаждения кристаллизатора машин непрерывного и полунепрерывного литья металлов | 1983 |
|
SU1093391A1 |
| Машина полунепрерывного литья металлов | 1981 |
|
SU944770A1 |