СХ)
К) СП Изобретение относится к металлургии, в частности к полунепрерывному литью металлов. Известна машина полунепрерывного литья металлов, содержащая кристаллизатор, каретку с затравкой,привод ее перемещения и устройство для контроля усилия вытягивания Cl3. Недостатком данной машины является низкая точность контроля усили трения между слитком и кристаллизатором, которая является важнейшей характеристикой процесса. Возрастан усилия требует увеличения подачи шл ковых смесей в кристаллизатор, а ре кое падение усилия означает эависание слитка в кристаллизаторе и требует уменьшения скорости литья. Наиболее близким- к предлагаемому по технической сущности и достигаемому результату является устройство для вытягивания слитка из кристаллизатора, включающее кристаллизатор, механизм его качания, устройство для контроля усилия вытягивания слитков механизм перемещения каретки с затравкой и слитксил, содержащий двйгатель и ферропорсшжовый тормоз. Крутящий момент на тормозе можно регулировать в функции от измеряемого усилия вытягивания слитка. Чаще всего усилие измеряют тензодатчиками, наклеенными (или приваренными) на поверхности балки, соединяющей затравку с кронштейном каретки 23. Недостатком известного устройства является низкая точность контроля усилий при литье крупных слитков, возникакнцая из-за того, ч-ао раз меры поперечного сечения затравки и балки велики и сравнимы с длиной балки. Увеличить эту длину нельзя, так как это увеличивает высоту машины, а следовательно, и капитальные затраты. Целью изобретения является уменьшение габаритов устройства и массы оборудования Поставленная цель достигается тем что в устройстве для вытягивания слитка из кристаллизатора на машинах полунепрерывного литья металлов, содержащем колонну и каретку, связанную консольно с затравкой посредство балки, консоль каретки выполнена в виде вилки с зубцами, каждый из котоЕялх связан с затравкой посредством отдельных балок. Кроме того, оно снабжено месодозами и тензодатчиками, установленными на каждой балке. На чертеже представлено устройство, общий вид. Устройство состоит из кристаллиза тора 1, в котором формируется слиток 2. Слиток оперт на затравку 3, соединенную балками 4-6 с зубцами 7 и кронштейном 8 каретки 9. Каретка на роликах 10 перемещается по колонне 11. На балке приварены на стальной фольге тензодатчики 12, соединенные проводами 13с регистрирующим устройством 14. Устройство работает следующим образом. В кристаллизаторе 1, куда подают жидкий металл, форьвгруется слиток 2 на затравке 3, введенной в кристгшлизатор. Затем затравку 3, соединенную балками 4-6 с зубами 7 и кронштейном 8, перемещают кареткой 9 с помощью цепного гидравлического, зубчато-реечного или иного привода. Каретка 9 на роликах-катках 10 перемещается по колонне 11, Усилие вытягивания слитка 2 из кристаллизатора 1 (или из кристаллизатора и устройств вторичного охлаждения) контролируется тензодатчиками 12, соединеннйн и по мостовой или полумостовой схеме. При прямоугольном сечении балок 4-6 датчики приварены (.или приклеены) по всем четырем граням, а датчики на противоположных гранях соединены в одно и то же плечо моста, что .исключает влияние изгиба балок 4-6 на показания, регистрируемые через провода 13 устройством 14. Если наибольший размер поперечного сечения балки 4,5 или 6 равен Ъ а длина h, то для обеспечения точности необходимо, чтобы было выполнено соотношение, г- 2,0-3,0. Только тогда, в силу принципа Сен-Венана, граничные условия соединения балок с затравкой 3 и кронштейном 8 не оказывают влияния на напряженное состояние. Если для крупных сечений размер слитка 2 равен 2000-2500 мм, то таково же сечение затравки. Если затравка соединена с кронштейном одг ной балкой 4, то ее сечение также велико - сильно уменьшить его нельзя, так как будет низка ее жесткость. Такая балка будет подвержена сильному изгибу. Если сечение балки и близко к сеч-ению слитка, то Ъ 2000-2500 мм, и должно быть h 4000-7500 мм. Такие большие длины не Применяют, так как они привели бы к увеличению на 5-8 м высоты машины, а применяют величины примерно в два раза меньше h 2000-3500 мм и отношение- часто не превышает 1,5 и даж« 1,0. Точность контроля усилий при этом низкая. Применение трех балок 4-6 при -hi 2000 мм с сечениями 200550С мм позволяет обеспечить отношение - 4,0, что обеспечивает хорошее отношение для каждой из балок 4-6 и высокую точность измерения в них напряжений. В то же время i их суммарная площадь незначительно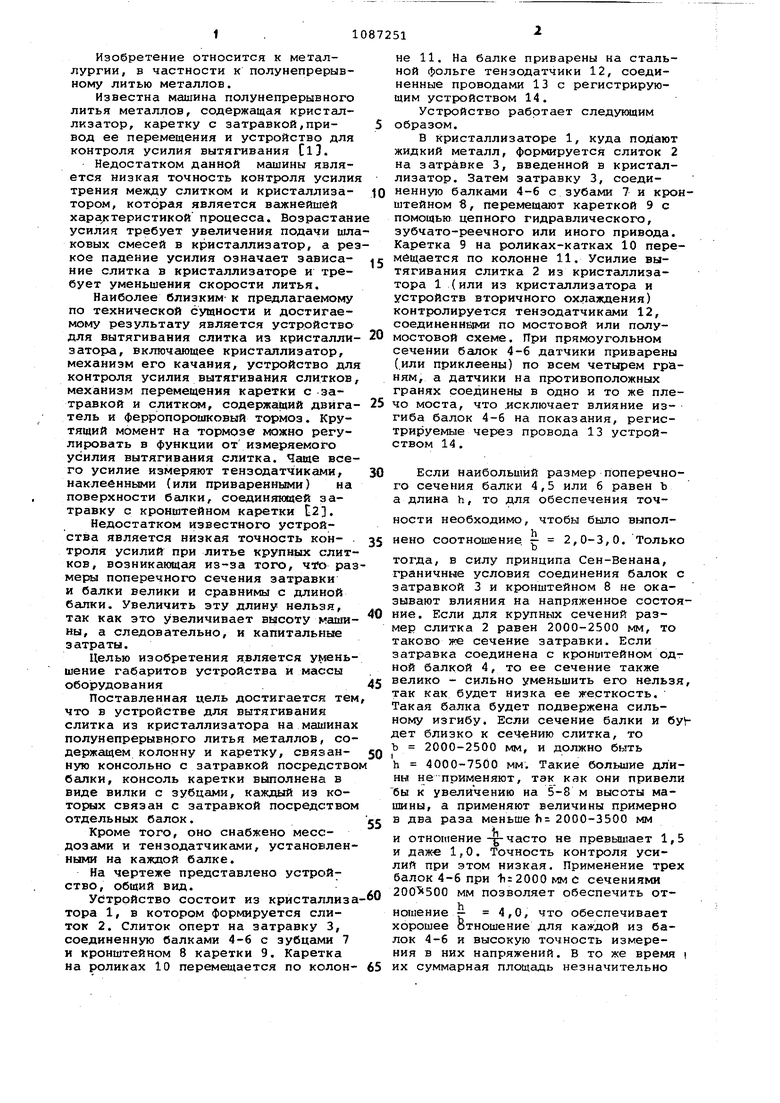
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Машина полунепрерывного литья слитков крупных сечений | 1983 |
|
SU1126362A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU854568A1 |
| Машина полунепрерывного литья металлов | 1977 |
|
SU954163A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Устройство управления вытягиванием слитка на установках полунепрерывного литья | 1986 |
|
SU1405950A1 |
| Установка полунепрерывного литья металлов | 1983 |
|
SU1119770A1 |
| Машина полунепрерывного литья металлов | 1982 |
|
SU1018786A1 |
1. УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СЛИТКА ИЗ КРИСТАЛЛИЗАТОРА МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, содержащее колонну и каретку, связанную консольно с затравкой посредством балки, отличагощеес я тем, что, с целью уменьшения га-баритов устройства и массы оборудования, консоль каретки выполнена в виде вилки с зубцами, каждый из которых связан с затравкой посредством отдельных балок. 2. Устройство по П..1, о т л и чающееся тем,что оно снабжено мессдоэами с тензодатчиками, установленными на каждой балке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Марченко И.и др | |||
| Производство крупных слитков | |||
| М., Металлургия, 1980, с.141-191 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для вытягивания слитка на установках полунепрерывного литья | 1974 |
|
SU488652A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
