tS) МАШИНА ПОШНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Машина полунепрерывного литья металлов | 1986 |
|
SU1357122A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| Литейная машина для вертикальной полунепрерывной отливки слитков | 1972 |
|
SU944768A1 |
| Установка для полунепрерывного литья слитков | 1979 |
|
SU959906A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU865501A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU854568A1 |
| Установка полунепрерывной разливки металлов | 1980 |
|
SU899247A1 |
| Устройство для вытягивания слитка из кристаллизатора машины полунепрерывного литья металлов | 1982 |
|
SU1087251A1 |
1
Изобретение относится к черной и цветной металлургии , конкретно к машинам для полунепрерывного ЛИТЬА металлов.
Известны машины полунепрерывного литья, включающие кристаллизатор шахту вторичного охлаждения, каретку, соединенную с затравкой. Перемещает каретку цилиндр с поршнем и штЬком
tnНедостатком таких машин является низкая жесткость привода и значительные колебания скорости слитка, что снижает его качество.
Известна также машина с приводом в видедвух винтов, соединенных с кареткой 2.
Недостатком такой конструкции является значительная высота машины.
Наиболее близким к изобретению является устройство, которое содержит кристаллизатор, расположенную под ним шахту вторичного охлаждения,; каретку и механизм перемещения слитка с винтовым приводом. Привод содержит два винта, взаимодействующих с гайками, установленными на каретке 3.
Известное стройство обеспечивает высокую плавность перемещения слитков, однако применение длинных винтов (их длина на 1,5-2,0 метра должна превышать длину отливаемых слитков) увеличивает высоту машины, а значит массу ее оборудования, и капитальные затраты на строительство. Кроме того, применение каретки, взаимодействующей с двумя винтами, делает необходимым выполнение в шахте вторичного охлаждения пазов для соединения затравки с кареткой, штор или заслонок ,что понижает надежность работы оборудования.
Цель изобретения - уменьшение высоты машины и повышение ее надежности.
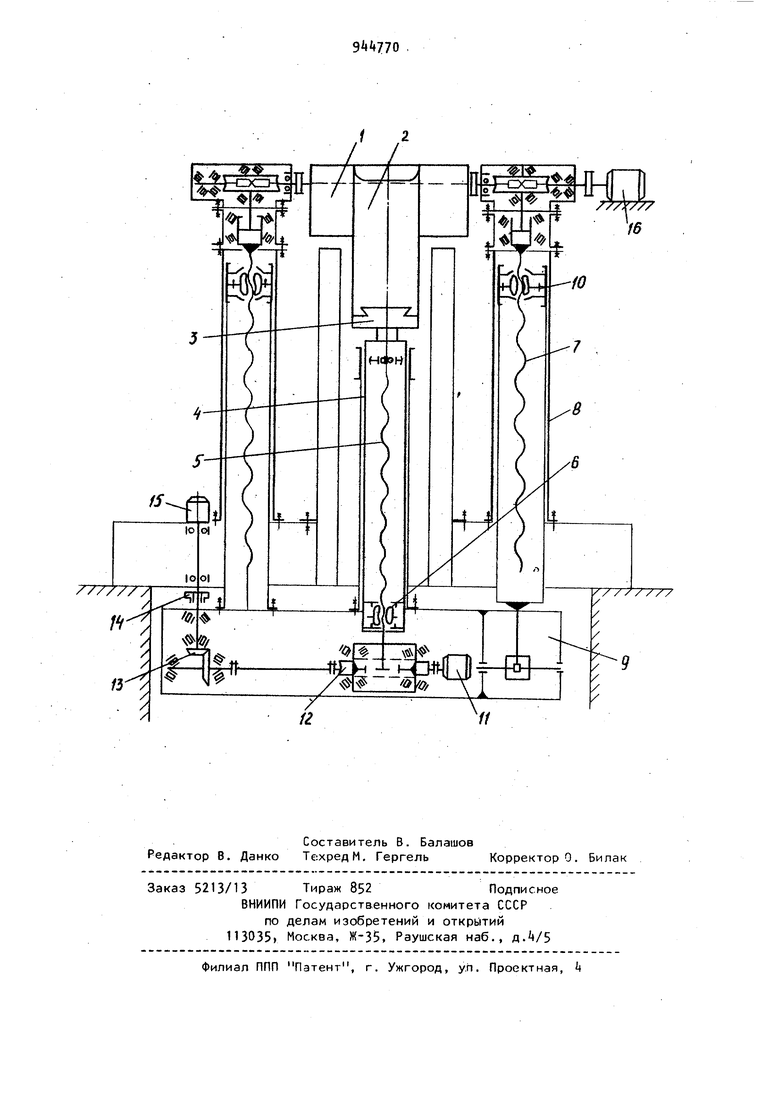
Эта цель достигается за счет того, что машина полунепрерывного литья металлов, содержащая кристаллизатор, расположенную под ним шахту вторичного охлаждения, каретку, соединенную штангой с затравкой, и меха низм перемещения слитка с винтовым приводом, снабжена пустотелыми телескопическими колоннами, а винтовой .привод механизма перемещения слитка выполнен в виде трех параллельно установленных в одной плоскости винтов, средний из которых размещен в полости штанги и соединен с кареткой при этом штанга выполнена телескопической, ее верхняя выдвижная часть соединена с затравкой, а нижняя посредством гайки со средним винтом, а боковые винты установлены в пустотелых телескопических колоннах, нижние выдвижные части которых соединен с кареткой, а верхние посредством гаек с боковыми винтами. Кроме того, машина снабжена дополнительным приво дом ускоренного перемещения затравки установленным на каретке. На чертеже представлена схема предлагаемого устройства. Машина содержит кристаллизатор 1, в котором формируется слиток 2 на за равке 3- Затравка соединена с верхне выдвижной частью телескопической штанги k, а нижняя часть указанной штанги соединена со средним винтом 5 посредством гайки 6. Боковые винты 7 установлены в телескопических колоннах 8, выдвижные части которых соединены нижними концами с кареткой 9, а верхними посред ством гаек 10 с боковыми винтами. На каретке расположен дополнительный привод ускоренного перемещения каретки с асинхронным двигателем-11 и редуктором 12. Привод перемещения среднего винта осуществляется через редуктор 13 и муфту 14 от стационарно установленного двигателя 15- Привод перемещения боковых винтов осуществляется от электродвигателя 16. Устройство работает следующим образом. В кристаллизаторе 1 формируется слиток 2 на затравке 3- В исходном положении затравка 3 находится в кристаллизаторе 1, соответственно выдвижная часть телескопической части штанги i) находится в верхнем положении, т.е. выдвинута к кристаллизатору. Каретка 9 располагается в положении, показанном на фиг.1, которое для нее также является верхним, при этом привод среднего винта 3 Q4 5 через редукторы 12, 13 и муфту I соединен со стационарно расположен- , ным двигателем IS- Муфта Ш обеспечивает возможность выхода из взаимодействия среднего винта с его приводом . По поступлении команды на перемещение слитка начинает работать двигатель 15, который, вращая винт 5 через муфту Н и редукторы 12 и 13, перемещает вниз штангу встроенную в нее гайку 6,а следовательно, перемещает и затравку 3 со слитком 2. По достижении штангой i нижнего положения муфта k освобождает входной конец привода винта 5, включается электродвигатель 16, и .винты 7 перемещают вниз каретку 9 через гайки 10. Каретка при этом перемещает затравку 3, и слиток 2 продолжает перемещаться вниз. После окон-, чания перемещения и кристаллизации слитка 2 его удаляют с машины, а механизм перемещения приводят в исходное положение. При этом, с целью ускорения этого процесса, работают как винты 7, так и винт 5, который в этом случае приводится от асинхронного двигателя 11 через редуктор 12. Благодаря тому, что винтовой привод механизма перемещения слитка выполнен в виде трех параллельно установленных в одной плоскости, винтов, сокращается длина винтов и высота машины в целом. Это позволяет устанавливать ее на стандартных пролетах современных сталеплавильных цехов, уменьшает ее металлоемкость, а следовательно, снижает общие затраты на строительство. Кроме того, короткие винты являются более технологичными, что позволяет снизить затраты на их изготовление. Благодаря тому, что три винта параллельно установлены в одной плоскости, средний из которых размещен в выполненной в штанге полости и соединен с возможностью вращения с кареткой, а штанга выполнена телескопической, причем ее верхняя выдвижная часть соединена с затравкой, а нижняя - посредством гайки со средним винтом, а также благодаря тому, что боковые винты установлены в телескопических колоннах, нижние выдвижные части которых соединены с кареткой, а верхние - посредством гаек с боковыми винтами, винты являются защищенными от воздействия шлака, брызг жид5кого металла, различных абразивных влажных сред, при этом возможна их централизованная смазка, а следоват льно, повышается износостойкость винтовых пар и надежность машины в целом. Кроме того, благодаря такому расположению среднего винта шахта выполняется без боковых прорезей и отверстий, что улучшает условия вторичного охлаждения слитка, исклю чает неравномерность охлаждения сли ка и повышает безопасность и надежн ость машины при прорыве жидкого ме TiaJnna. Такое расположение винтов исключает возникновение консольных нагрузок. Из-за того, что привод среднего винта механизма перемещения слитков установлен стационарно и соединен со средним винто с возможнос тью выхода из взаимодействия с ним при движении каретки вниз посредством боковых винтов, уменьшен вес каретки, упрощается кинематическая цепь и подвод энергопитания, кроме того электродвигатель установлен в безопасном месте, все это упрощает конструкцию машины и повышает ее надежность. Благодаря тому, что средний винт механизма перемещения слитков снабжен дополнительным, установленным н каретке, приводом для ускоренного перемещения затравки вверх, сокраща ется цикл подготовки машины к последующей работе. Использование изобретения позволит повысить надежность машин полунепрерывного литья, уменьшить их габариты и улучшить их конструкцию. Предлагаемую конструкцию можно прим нять для машин полунепрерывного литья стали, чугуна, цветных металлов и машин для переплава расходуемых электродов. 0 Формула изобретения 1.Машина полунепрерывного литья металлов, содержащая кристаллизатор, расположенную под ним шахту вторичного охлаждения, каретку, соединенную штангой с затравкой, и механизм перемещения слитка с винтовым приводом, отличающаяся тем, что, с целью уменьшения высоты машины и повышения ее надежности, она снабжена пустотелыми телескопическими колоннами, а винтовой привод механизма перемещения слитка выполнен в виде трех параллельно установленных в одной плоскости винтов, средний из которых размещен в полости штанги и соединен с кареткой, при этом штанга выполнена телескопической, ее верхняя выдвижная часть соединена с затравкой, а нижняя посредством гайки - со средним винтом, а боковые винты установлены в пустотелых телескопических колоннах, нижние выдвижные части которых соединены с кареткой, а верхние посредством гаек - с боковыми винтами, 2.Машина по п.1, отличающая с я тем, что, она снабжена дополнительным приводом ускоренного перемещения затравки, установленным на каретке. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 517333, кл. В 22 О ll/lt, 19732.Авторское свидетельство СССР № 566673, кл. В 22 D 11/li, 197. 3.Марченко И.К. и др. Производство крупных стальных слитков. М., 1980, с. 158.
