Известные устанбвки для выбивки литейных форм «а конвейере не предусматривают возможности автоматической, выбивки форм двух размеров по высоте.
Описываемая установка не имеет указанных недостатков и отличается тем, что в ней применены два рычага механизма включения, приводящие в действие систему механизмов выбивки, при этом первый рычаг (для больших опок) устанавливается у пульта управления, по ходу литейного конвейера, а второй (для малых опок)-ниже его.
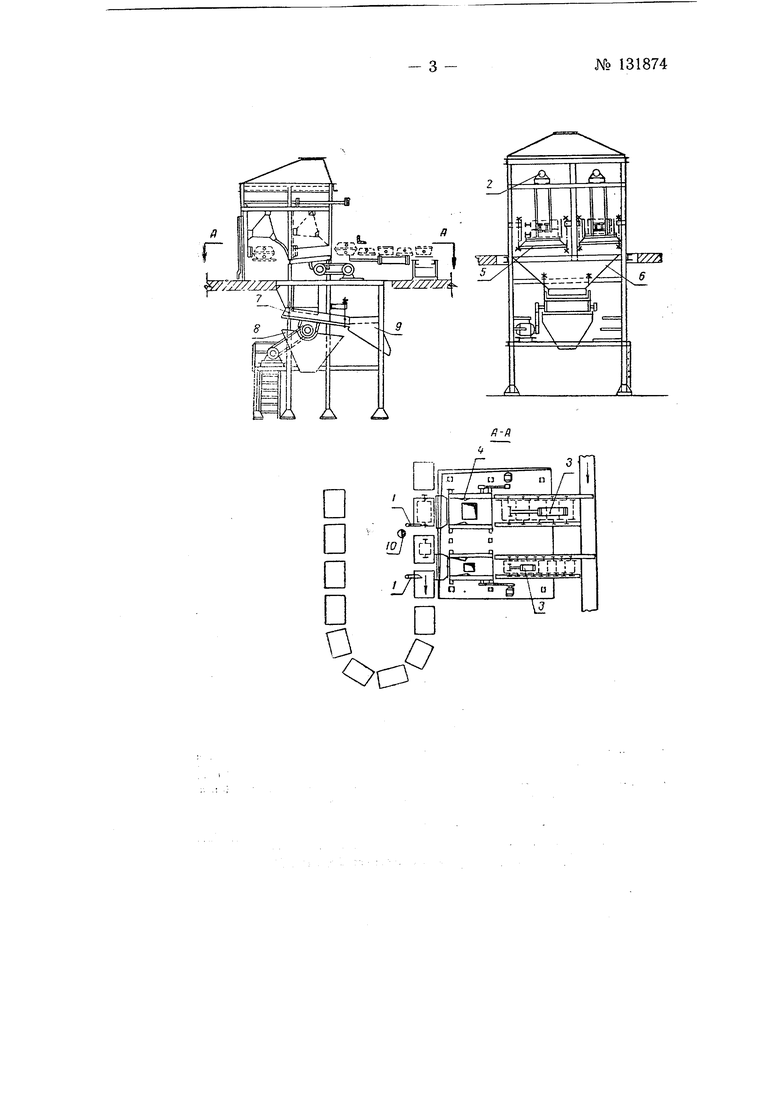
На чертеже изображена описываемая установка в трех проекциях.
Механизм включения / устанавливается по высоте так, что малые формы проходят под его рычагом, а большие упираются в рычаг, который через конечный выключатель включает толкатель 2 на прямой ход, а распаровщик 5 - на обратный. Толкатель 2 подает формы по направляюш,им и фиксаторам 4 на выбивную раму 5, а затем возвраш.ается в исходное положение. Кроме того, толкатель 2 имеет пневмонилиндр, который передвигает тележку с жестким и ломающимся толкаюш.ими рычагами.
При возвращении толкателя 2 в исходное положение через конечный включатель включается выбивная рама 5 и переключается воздушный кран распаровш,ика 3, включая толкатель на рабочий- ход.
Отливка и земля из формы, находящейся на выбивной раме, проваливаются через воронку 6 на выбивную решетку 7, с которой земля попадает на воронку 8, а отливка-на склиз 9, далее земля забирается ленточным, а отливка пластинчатым конвейерами.
Распаровщик 3 при рабочем ходе извлекает форму низа из-под формы верха, при этом форма верха удерживается от сдвига упором. В конце рабочего хода распаровщика 3 форма верха падает на место
№ 131874- 2 формы низа, а форма низа проталкивается распаровщиком по переходу для пустых форм и проталкивает по переходу группу выбитых форм, при этом крайняя форма соскальзывает с перехода на ленточный конвейер возврата выбивных форм к формовочным машинам.
Пульт управления 10 снабжается двумя рычагами механизма включения, приводящими В действие всю систему механизмов выбивки, при этом первый рычаг (для больших опок) устанавливается у пульта управления по высоте, а второй (для малых опок)-ниже его.
Пред-мет изобретения
Установка для выбивки литейных форм на конвейере, состояш,ая из пневматического толкателя, выбивной- решетки, ленточного и пластинчатого конвейеров и пульта управления, отличающаяся тем, что, с це 1ыоавтоматической выбивки форм двух размеров по высоте, применены два рычага механизма включения, первый, устанавливаемый у пульта управления по высоте, для больших опок, и «торой, устанавливаемый ниже его, для малых опок, приводящие в действие систему механизмов вы-бивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая линия изготовления форм | 1977 |
|
SU670383A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| Автоматическая установка для изготовления литейных форм пескодувным способом | 1957 |
|
SU119318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |