Изобретение относится к металлургии, а более конкретно к машинам газовой резки металла, и может быть использовано для резки движущегося горячего металла на машинах непрерывного литья заготовок, а также для резки холодного металла на стеллажах .
Известна мгииина для газовой резки заготовок, содержащая раму, перемещающуюся по направляющим вдоль движения слитка, суппорты с резаками, захваты для сцепления машины с заготовкой, приводы перемецепкк мадиины и суппортов, а также индивидуальные приводы захватов и прдъема резаков
С1.
Недостатками данной машины являются сложность конструкции и наличие дополнительных приводов.
Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является машина для газовой резки заготовок, содержащая-перемещающуюся на опорных катках по направляющим раму с упором, приводные суппорты с резаками, перемещающиеся по направляющим рамы, а также карет ки захватов заготовки, закрепленные в корпусе Г2.
Недостатками этой конструкции являются сложность конструкции, большая трудоемкость изготовления, наличие дополнительных механизмов захвата и подъема резаков, большой вес машин.
Цель изобретения- устранение указанных недостатков, упрощение конст.f, рукции, снижение трудозатрат на монтаже и эксплуатации машины.
Указанная цель достигается тем, что в машине для газовой резки заготовок , содержащей перемещающуюся на опорных катках по направляющим раму с упором, приводные суппорты с резаками, перемещающиеся по направляющим paf/iH, а также каретки захватов заготовки, калэдый суппорт резаков снабжен подпружиненным упором, а корпус каждой каретки захватов выполнен с профильной поверхностью, при этом упор установлен с возможностью взаимодействия q упомянутой поверхностью корпуса каретки.
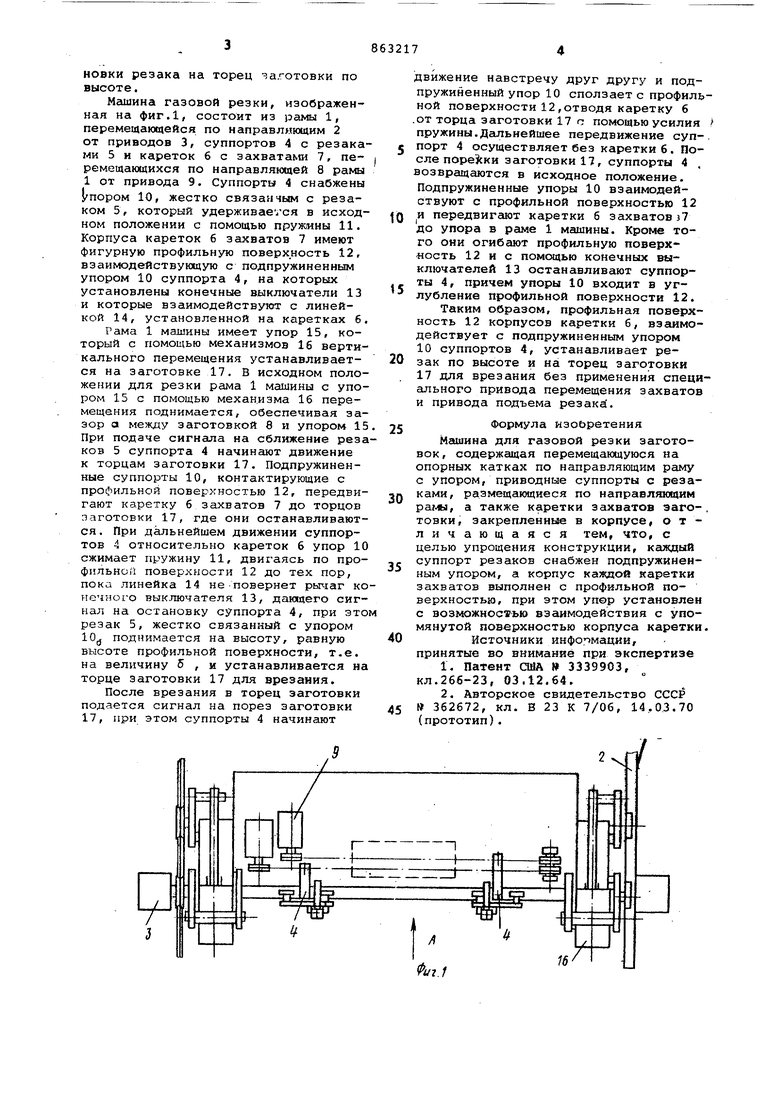
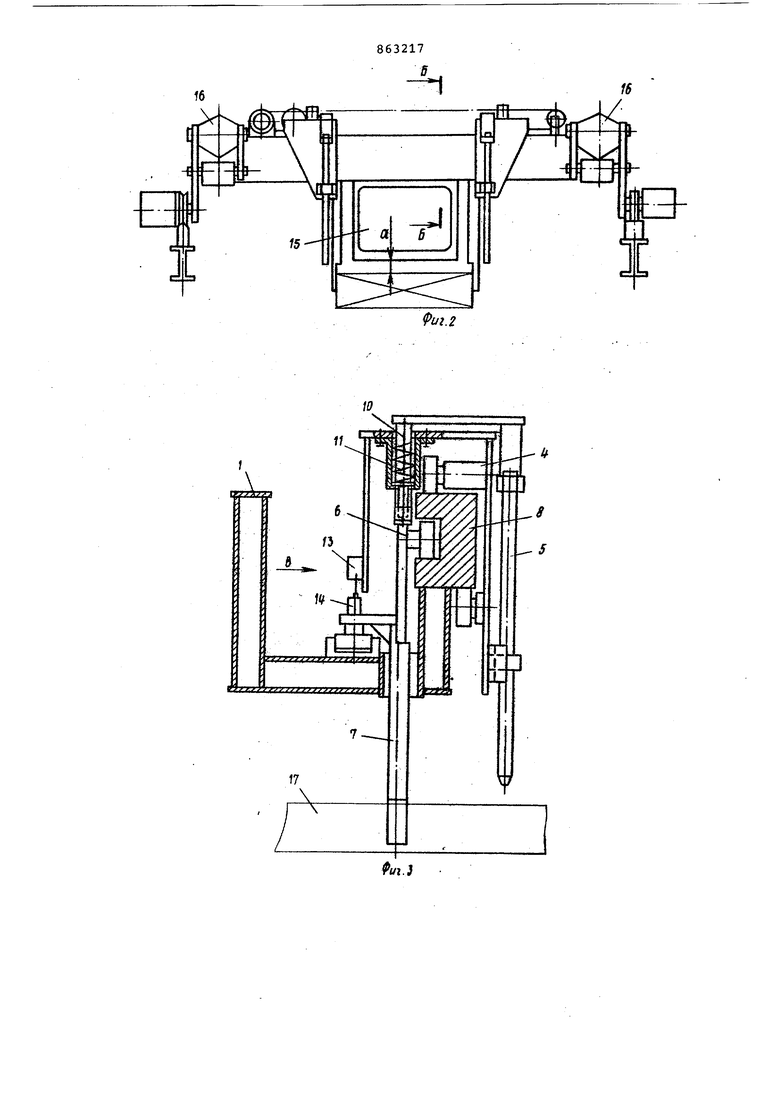
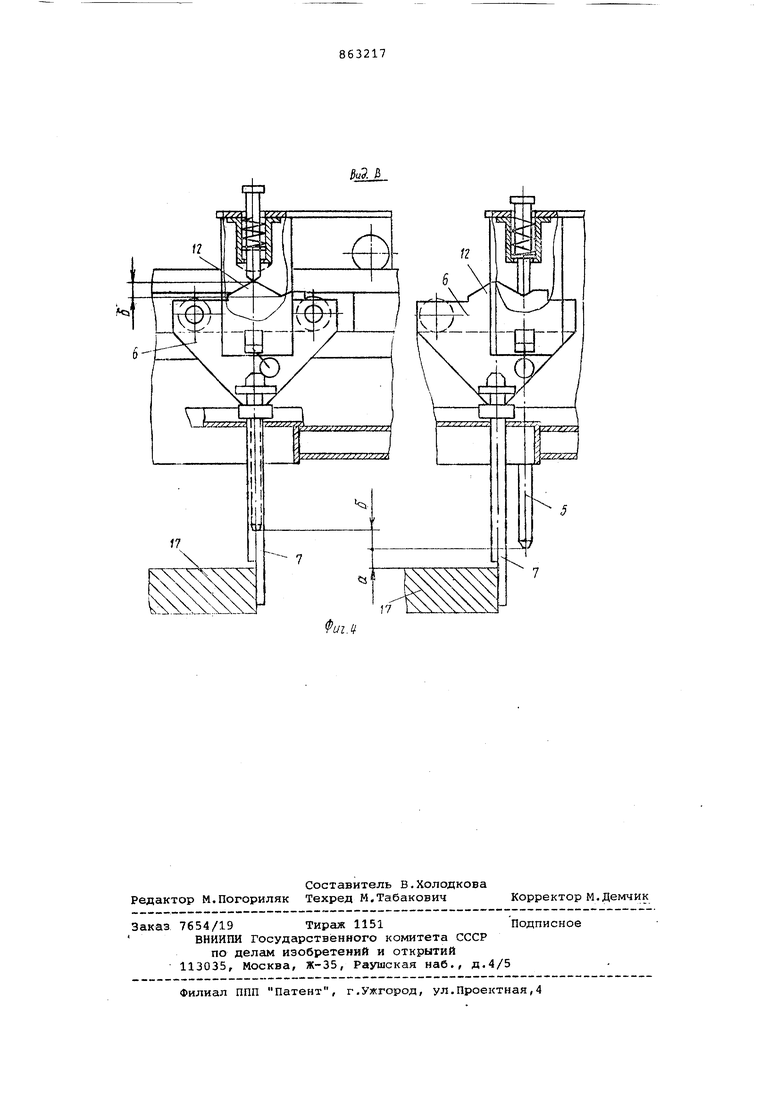
На. фиг,1 изображена машина газовой резки заготовок, в плане; на фиг.2 - вид А на фиг.1 J на фиг.З поперечный разрез Б-Б/на Фнг.2; на 30 фиг,4 - вид В на фиг.З, момент установки резака на торец заготовки по высоте.
Машина газовой резки, изображенная на фиг.1, состоит из рамы 1, перемещающейся по направликхцим 2 от приводов 3, суппортов 4 с резаками 5 и кареток б с захватами 7, перемгшающихся по направляющей 8 рамы 1 от привода 9. Суппорты 4 снабжены inopoM 10, жестко связанным с резаком 5, который удерживае/ся в исходном положении с помощью пружины 11. Корпуса кареток б захватов 7 имеют фигурную профильную поверх.ность 12, взаимодействующую с подпружиненным упором 10 суппорта 4, на которых установлены конечные выключатели 13 и которые взаимодействуют с линейкой 14, установленной на каретках 6.
Рама 1 машины имеет упор 15, который с помощью механизмов 16 вертикального перемещения устанавливается на заготовке 17. В исходном положении для резки рама 1 машины с упором 15 с помощью механизма 16 перемещения поднимается, обеспечивая зазор а между заготовкой 8 и упором 15 При подаче сигнала на сближение резаков 5 суппорта 4 начинают движение к торцам заготовки 17. Подпружиненные суппорты 10, контактирующие с профильной поверхностью 12, передвигают каретку 6 захватов 7 до торцов заготовки 17, где они останавливаются. При дальнейшем движении суппортов 4 относительно кареток 6 упор 10 сжимает пружину 11, двигаясь по профильной поверхности 12 до тех пор, пока линейка 14 не повернет конечного выключателя 13, дающего сигнал на остановку суппорта 4, при это резак 5, жестко связанный с упором 10 поднимается на высоту, равную высоте профильной поверхности, т.е. на величину 5 , и устанавливается на торце заготовки 17 для врезания.
После врезания в торец заготовки подается сигнал на порез заготовки 17, при этом суппорты 4 начинают
движение навстречу друг другу и подпружиненный упор 10 сползает с профильной поверхности 12 , отводя каретку б .от торца заготовки 17 с помощью усилия пружины.Дальнейшее передвижение суппорт 4 осуществляет без каретки б . После порезки заготовки 17, суппорты 4 возвращаются в исходное положение. Подпружиненные упоры 10 взаимодействуют с профильной поверхностью 12 и передвигают каретки б захватовз7 до упора в раме 1 машины. Кроме того они огибают профильную поверхность 12 и с помощью конечных выключателей 13 останавливают суппорты 4, причем упоры 10 входит в углубление профильной поверхности 12.
Таким образом, профильная поверхность 12 корпусов каретки 6, взаимодействует с подпружиненным упором 10 суппортов 4, устанавливает резак по высоте и на торец заготовки 17 ДЛЯ врезания без применения специального привода перемещения захватов и привода подъема резаки.
Формула изобретения Машина для газовой резки заготовок , содержащая перемещающуюся на опорных катках по направляющим раму с упором, приводные суппорты с резаками, размещающиеся по направляющим , а также каретки захватов загстовки, закрепленные в корпусе, отличающаяся тем, что, с целью упрощения конструкции, каждый суппорт резаков снабжен подпружиненным упором, а корпус каждой каретки захватов выполнен с профильной поверхностью, при этом упор установлен с возможностью взаимодействия с упомянутой поверхностью корпуса каретки
Источники информации, принятые во внимание при экспертизе
1.Патент США 3339903, кл.266-23, 03.12.64.
2.Авторское свидетельство СССР № 362672, кл. В 23 К 7/06, 14.03.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина газовой резки проката | 1979 |
|
SU860964A1 |
| Устройство резки и транспортировки заготовок на машине непрерывного литья | 1990 |
|
SU1748924A1 |
| Машина газовой резки заготовок установки непрерывной разливки | 1990 |
|
SU1759538A1 |
| Машина газовой резки заготовок | 1983 |
|
SU1127716A1 |
| Машина для газовой резки слябов | 1978 |
|
SU727357A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| Устройство для резки профильного проката | 1980 |
|
SU946836A1 |
| Машина для газовой резки слябовНА уСТАНОВКАХ для НЕпРЕРыВНОй РАзлиВКиМЕТАллА | 1979 |
|
SU812457A1 |
| Машина газовой резки заготовок | 1987 |
|
SU1484524A1 |
ЫА
