1
Изобретение относится к газовой резке металлов и предназначено для обрезки торцов балок из профильного проката, например в вагоно- строении.
Целью изобретения является повышение производительности путем сокращения вспомогательного времени при переналадке устройства для резки профилей различного типоразмера.
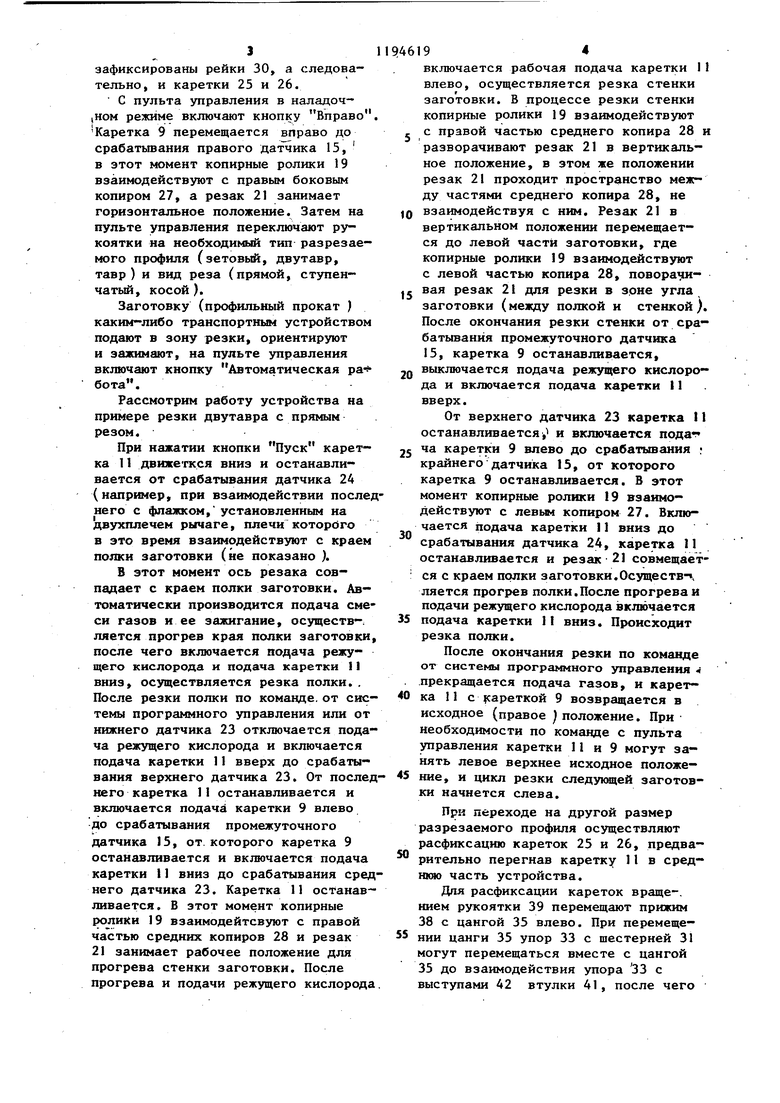
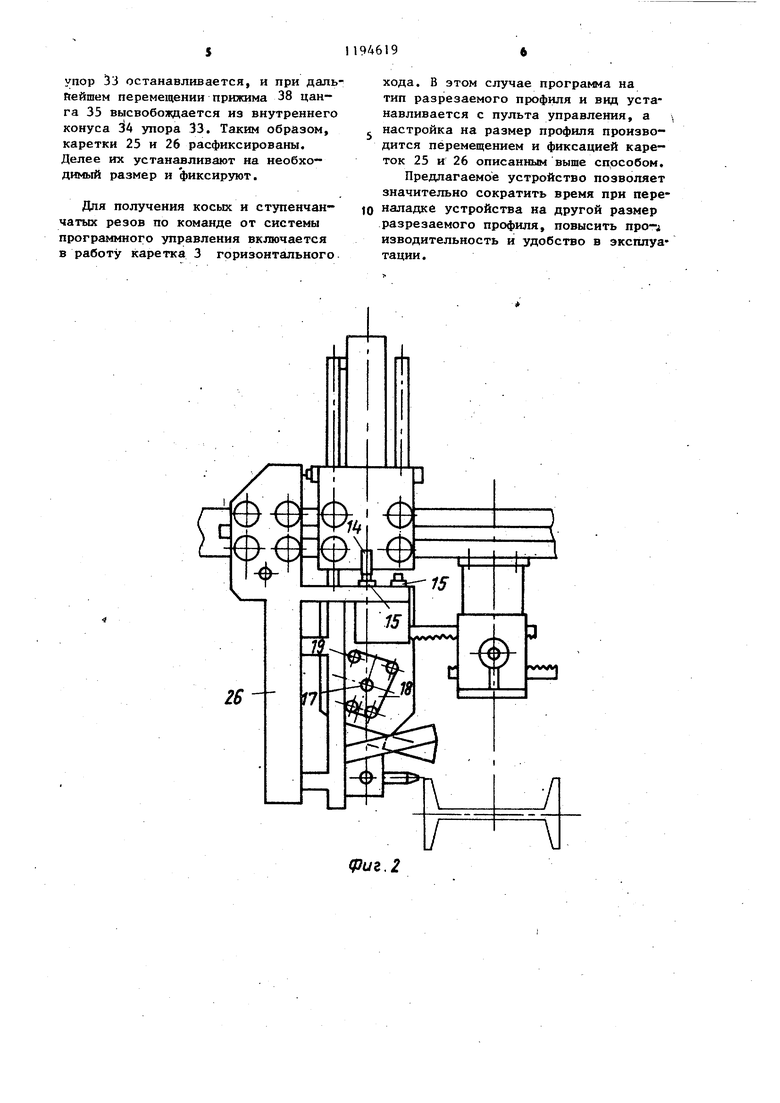
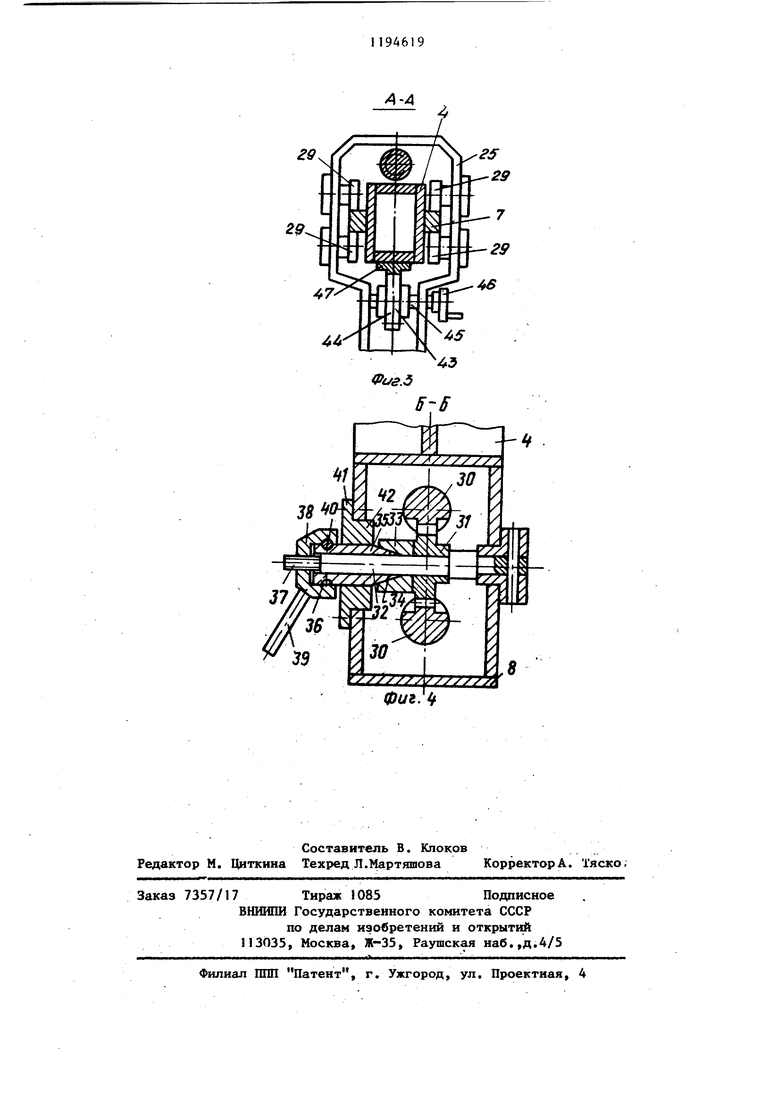
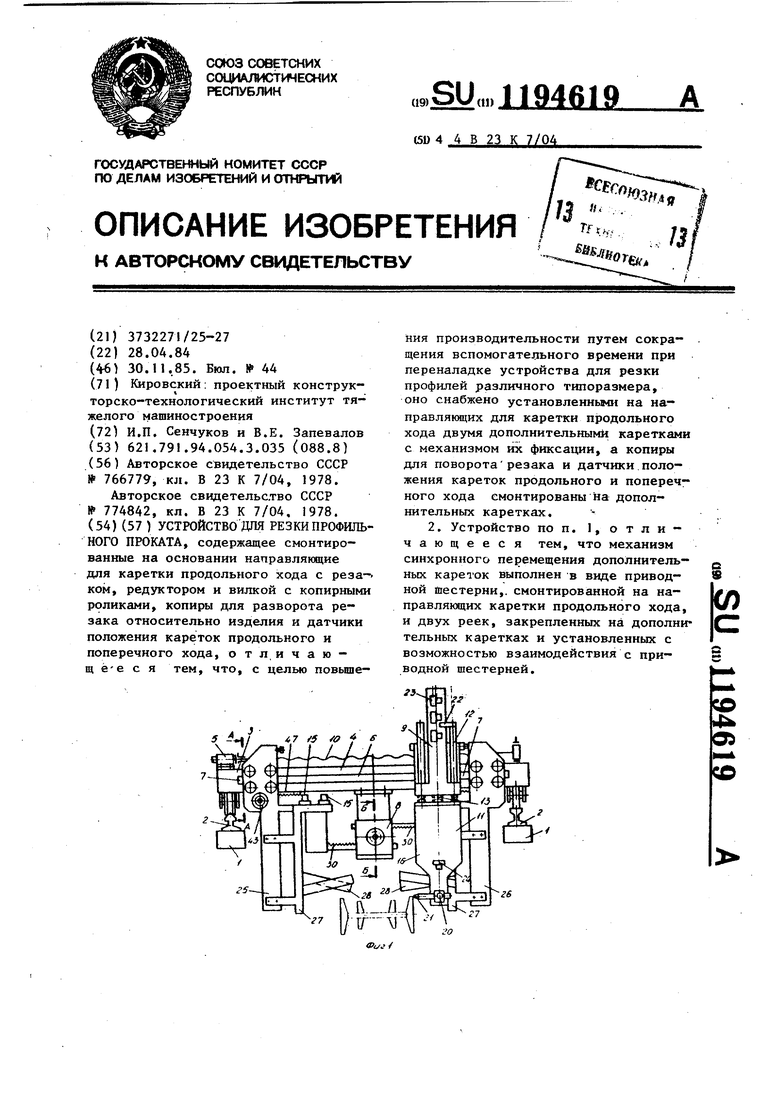
На фиг. 1 изображено устройство, вид спереди в положении при резке полки на фиг. 2 - то же, вид сзади; на фиг. 3 - сечение А-А на фиг, 1| на фиг. 4 - сечение Б-Б на фиг. 1.
На основании 1 закреплены направляющие 2, по которым перемещается каретка 3 горизонтального хода от электропривода (не показан ) Каретка 3 выполнена в виде рамы 4, на которой закреплен электропривод 5, направляющие 6 и 7 кронштейн 8. По направляющим 6 от привода 5 перемещается каретка 9 продольного хода. Каретка 9 перемещается через винтовую передачу 10. На каретке 9 расположены каретка 11 поперечного хода, которая перемещается на колонках 12 от электропривода через винтовую передачу 13, и флажок 4, взаимодействующий с датчиками 15 положения каретки продольного хода. На каретке 11 расположен редуктор 1 на входном валу 17 которого закреплена вилка 18 с копирными роликами 19, а на выходном валу 20 - резак 21.
На колонках 12 размещен флажок 22, взаимодействукиций с датчиками 23 положения каретки 1| поперечного хода. На каретке 11 размещен датчик 24 положения каретки 11 в момент прогрева края полки заготовки.
Срабатывание датчика 24 может осуществляться любым известным способом, например от взаимодействия с флажком, установленным на подпружиненном двуплечем рычаге, который взаимодействует с краем полки заготовки (не показано ). Датчик 24 может быть установлен и на каретке 9, тогда он будет взаимодействовать с флажком 22 при совпадении оси резака с краен ПО/1КИ заготовки.
По направляющим 7 перемещаются две дополнительные каретки 25 и 26.
946191
На каждой из кареток 25 и 26 смонтированы боковой копир 27, части среднего копира 28 и датчики 15 положения каретки продольного хода.
5 Направляющие 6 и 7 могут быть совмещены. Каретки 25 и 26 перемещаются по направляющим 7 на роликах 29. Каретки 25 и 26 связаны между собой кинематически через зубчатые
10 рейки 30 и общую шестерню 31. Ш стерня 31 расположена на оси 32, на оси 32 расположены упор 33, соединенный с шестерней 31 и имеющий внутренний конус 34, и цанга 35 с проточкой 36. Ось 32 имеет резьбовую часть 37, на которой размещен прижим 38 с рукояткой. 39 и штифтом 40, взаимодействующим с поверхностью проточки 36 цанги 35. Цанга 35 расположена в закрепленной на кронштейне 8 втулке 41 с возможностью вращения и перемещения. Выступы 42 втулки 41 взаимодействуют с упором 33. Ось 32 закреплена в кронштейне 8.
25 На каретке 25 размещен привод 43 перемещения, который вьшолнен в виде шестерни 44, насаженной на вал 45, расположенный в корпусе каретки 25. Шестерня 44 при вращении
30 маховика 46 взаимодействует с зубчатой рейкой 47, закрепленной на раме 4.
Устройство снабжено пультом управления, системой программного управления и системами зажигания и автоматической подачи газов (не показаны ).
Устройство работает следующим образом.
В исходном положении каретка 9 находится в средней части устройства, каретка 11 - в верхней части, а флажок 22 взаимодействует с верхним датчиком 23.
Перед началом работы настраивают устройство на необходимей размер ; разрезаемого профиля.
Вращением маховика 46 каретки 25 и 26 с копирами 27 и 28 и датчиками 15 перемещают на соответствующее расстояние, после чего осуществляют фиксацию кареток 25 и 26. Путем вращения рукоятки 39 перемещают прижим 38 вправо, который через штифт 40 перемещает цангу 35 до взаимодействия с поверхностью конусного отверстия 34 -упора 33. Лепестки цанги 35 заклиниваются. Таким образом
3
зафиксированы рейки 30, а следовательно, и каретки 25 и 26.
С пульта управления в наладочiHOM режиме включают кнопку Вправо Каретка 9 перемещается вправо до срабатьтания правого датчика 15, в этот момент копирные ролики 19 взаимодействуют с правым боковым копиром 27, а резак 21 занимает горизонтальное положение. Затем на пульте управления переключают рукоятки на необходимый тип разрезаемого профиля (зетовый, двутавр, тавр) и вид реза (прямой, ступенчатый, косой ).
Заготовку (профильный прокат ) каким-либо транспортным устройством подают в зону резки, ориентируют и зажимают, на пульте управления включают кнопку Автоматическая работа.
Рассмотрим работу устройства на примере резки двутавра с прямым резом.
При нажатии кнопки Пуск каретка 11 движеткся вниз и останавливается от срабатывания датчика 24 (например, при взаимодействии посленего с флажком, установленным на двухплечем рычаге, плечи которого в это время взаимодействуют с краем полки заготовки (не показано ).
В этот момент ось резака совпадает с краем полки заготовки. Автоматически производится подача сме си газов и ее зажигание, осуществ-. ляется прогрев края полки заготовки после чего включается поддача режущего кислорода и подача каретки II вниз, осуществляется резка полки. . После резки полки по команде, от системы программного управления или от нижнего датчика 23 отключается подача режущего кислорода и включается подача каретки 11 вверх до срабатывания верхнего датчика 23. От посленего каретка 11 останавхшвается и включается подача каретки 9 влево до срабатывания промежуточного датчика 15, от. которого каретка 9 останавливается и включается подача каретки I1 вниз до срабатывания среднего датчика 23. Каретка 11 останавливается . В этот момент копирные ролики 19 взаимодейтсвуют с правой частью средних копиров 28 и резак 21 занимает рабочее положение для прогрева стенки заготовки. После прогрева и подачи режущего кислорода
946194
вк.пючается рабочая подача каретки I 1 влево, осуществляется резка стенки заготовки. В процессе резки стенки копирные ролики 19 взаимодействуют с правой частью среднего копира 28 и
5 . разворачивают резак 21 в вертикальное положение, в этом же положении резак 21 проходит пространство между частями среднего копира 28, не
10 взаимодействуя с ним. Резак 21 в вертикальном положении перемещается до левой части заготовки, где копирные ролики 19 взаимодействуют с левой частью копира 28, повора ,2 вая резак 21 для резки в зрне угла заготовки (между полкой и стенкой ). После окончания резки стенки от срабатывания промежуточного датчика 15, каретка 9 останавливается,
2Q выключается подача режущего кислорода и включается подача каретки 11 вверх.
От верхнего датчика 23 каретка I1 останавливается, и включается подаг
25 ча каретки 9 влево до срабатывания ; крайнего датчика 15, от которого каретка 9 останавливается. В этот момент копирные ролики 19 взаимодействуют с левьм копиром 27. Включается подача каретки i1 вниз до
30 срабатывания датчика 24, каретка II останавливается и резак 21 совмещается с краем полки заготовки.Осуществ-, ляется прогрев полки.После прогревай подачи режущего кислорода включается
35 подача каретки 1I вниз. Происходит резка полки.
После окончания резки по команде от системы программного управления прекращается подача газов, и каретка 1 с |сареткой 9 возвращается в исходное (правое ) положение. При необходимости по комацде с пульта управления каретки 11 и 9 могут занять левое верхнее исходное положение, и цикл резки следующей заготовки начнется слева.
При переходе на другой размер разрезаемого профиля осуществляют расфиксацию кареток 25 и 26, предва50рительно перегнав каретку 11 в среднкяо часть устройства.
Для расфиксации кареток враще-. нием рукоятки 39 перемещают прижим 38 с цангой 35 влево. При перемеще55 НИИ цанги 35 упор 33 с шестерней 31 могут перемещаться вместе с цангой 35 до взаимодействия упора 33 с выступами 42 втулки 41, после чего
упор 33 останавливается, и при дальйейшем перемещении прижима 38 цанга 35 высвобождается из внутреннего конуса 34 упора 33. Таким образом, каретки 25 и 26 расфиксированы. Делее их устанавливают на необходимый размер и фиксируют.
Для получения косых и ступенчанчатых резов по команде от системы программного управления включается в работу каретка 3 горизонтального
хода. В этом случае программа на тип разрезаемого профиля и вид устанавливается с пульта управления, а
настройка на размер профиля производится перемещением и фиксацией кареток 25 и 26 описанным выше способом. Предлагаемое устройство позволяет значительно сократить время при переналадке устройства на другой размер разрезаемого профиля, повысить производительность и удобство в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1980 |
|
SU944834A2 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1996 |
|
RU2108898C1 |
Z9
44
4-4
Фиг.5
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
