(54) yCTPOflcfBO ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поочередной подачи присадочных проволок | 1977 |
|
SU712214A1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Механизм для автоматической прерывистой подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU25654A1 |
| Устройство для подачи сварочной проволоки | 1979 |
|
SU872100A1 |
| Механизм подачи | 1990 |
|
SU1771903A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Устройство для подачи сварочной проволоки | 1979 |
|
SU856642A1 |
| Устройство для автоматической сварки плавящимся электродом | 1989 |
|
SU1660889A1 |
| Устройство для измерения скорости перемещения электродной проволоки | 1980 |
|
SU884904A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1085720A1 |
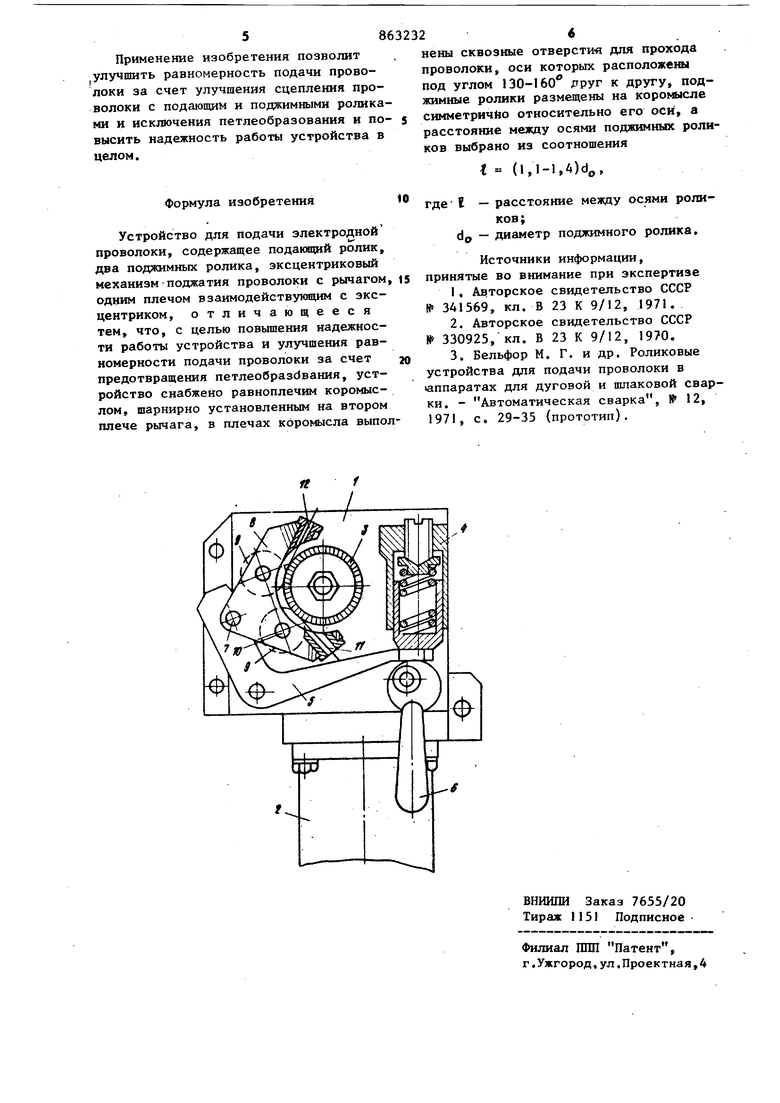
Изобретение относится к машиностроению, в частности к производству сварочного оборудования и может быть использовано в сварочных автоматах и полуавтоматах, применяемых в машиностроительной, нефтяной и химической промышленностях. Известно устройство для подачи электродной проволоки, содержащее два ролика, причем один из них имеет коль цевую канавку, равную диаметру проволоки, а второй - выступ, входящий в эту кольцевую канавку. Проволока вста ляется в кольцевую канавку ролика, прижимается выступом и при вращении роликов происходит подача присадочной проволоки 1. Недостатком данного устройства является неравномерность скорости подачи проволоки за счет ее проскальзывания и заклинивания, возможных из-за неточности изготовления кольцевой канавки и кольцевого выступа. Малейшее отклонение от параллельности не обеспечивает требуемого контакта выступа с канавкой, и проволока проскальзьшает. В случае изготовления канавки и выступа с номинальными размерами может произойти затирание и заклинивание проволоки, в результате чего подача прекращается. Известно также устройство для подачи проволоки, содержащее два подающих и два поджимных ролика 2j. Недостатком такого устройства является то, что для обеспечения тянущего усилия при подаче проволоки необходимо прикладывать значительные усилия, причем контакт роликов с проволокой осуществляется на малой площади с большими контактными напряжениями, приводящими к снятию проволоки. Кроме того, габариты подающего механизма достаточно велики. Известно устройство для подачи электродной проволоки, содержащее подающий ролик, два подвижных ролика, эксцентриковый механизм поджатия проволоки с рычагом, одним плечом взаимодействующим с эксцентриком З. Однако для работы указанного устройства необходимо обеспечение значительного усилия, так как только один ролик осуществляет поджатие проволоки к подающему ролику, Увеличение же силы сжатия приводит к деформированию про волоки вплоть до ее смятия, при этом от насечки на роликах на проволоке образуются заусенцы, приводящие к быстрому износу трактов, т. е. надежность работы устройства невелика. При ослаблении же усилия сжатия проволока недостаточно прижимается поджимным роликом к подающему, возможно ее проёкальзывание и соответственно равномерная подача проволоки нарушается. Целью изобретения является повышение надежности работы устройства и улучшение равномерности подачи проволоки. Цель достигается тем, что устройство для подачи электродной проволоки содержащее подающий ролик, два поджимных ролика, эксцентриковый механиз поджатия проволоки с рычагом, одно плечо которого взаргмодействует с эксцентриком, снабжено равноплечим коромыслом, шарнирно установленный на вт ром плече рычага, в плечах коромысла выполнены сквозные отверстия для про хода проволоки, оси которых располож ны под углом 130-160 одно к другой, поджимные ролики размещены на коромы ле симметрично относительно его оси, а ряггтояние между осями поджимных роликов выбрано из соотношения С (l,l-l,4)do. расстояние между осями роли ков; диаметр поджимного ролика. Схема устройства представлена на чертеже, Устройство для подачи присадочной проволоки содержит корпус 1, в котором установлены двигатель 2, приводящий во вращение подающий ролик 3, На корпусе 1 также расположены эксце триковый механизм 4 поджатия с рычагом 5 и эксцентриком 6. В рычаге 5 на оси 7 шарнирно установлено равноплечее коромысло 8, Установка коромы ла 8 на оси 7 позволяет передать рав ные усилия на поджимные ролики 9, ко торые размещены на коромысле 8 на ра ных расстояниях от оси его симметрии на неподвижных осях 10. Если же подимные ролики 9 установить на равных расстояниях от оси симметрии коромыспа 8, в зависимости от длины плеча, один из подвижных роликов 9 прижимает проволоку к подающему ролику 3, вплоть цо ее смятия, а между другим поджимным 9 и подающим 3 роликами она проскальзывает и равномерная подача проволоки нарушается. Расстояние между осями поджимных роликов 9 должно быть не меньше I 1,1 dp, так как при d ролики 9 соприкасаются между собой и возможно нарушение их вращения, а если t I,4 d , то между подвижньии роликами 9 образуется расстояние настолько значительное, что оно создает условия для образования петли из присадочной проволоки и стабильная подача проволоки нарушается. В плечах коромысла У симметрично относительно оси его симметрии выпол- . нены отверстия 11 и 12 для прохода проволоки, расположенные под углом друг к другу, угол наклона осей отверстий 11 и 12 относительно друг друга выбран в пределах 130-160° для того, чтобы удобнее было заправлять проволоку и чтобы проволока равномер но касалась стенок отверстий И и 12. Если же угол между проходными отверстиями 11 и 12 меньше, чем 130, то нарушается радиус изгиба проволоки и она идет под острым углом, что приводит к излому последней, а при угле большем, чем 160° одновременного контакта между поджимными роликами 9 и подающим 3 не будет, а контактируют между собой подающий ролик 3 и один из поджимных 9. Устройство работает следующим образом. Эксцентриком 6 отжимают рычаг 5 совместно с коромыслом 8 и поджимными роликами 9 от подающего ролика 3 и вручную заправляют присадочную проволоку в отверстия II и 12. При этом проволока за счет своей упругости прижимается к канавке в поджимных роликах 9. Далее обратным движением эксцентрика 6 прижимают рычаг 5 к эксцентриковому механизму 4 поджатия, проволока прижимается к подающему ролику 3 поджимными роликами 9 и при включении механизма 4 начинается подача присадочной проволоки в зону сварки.
