(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ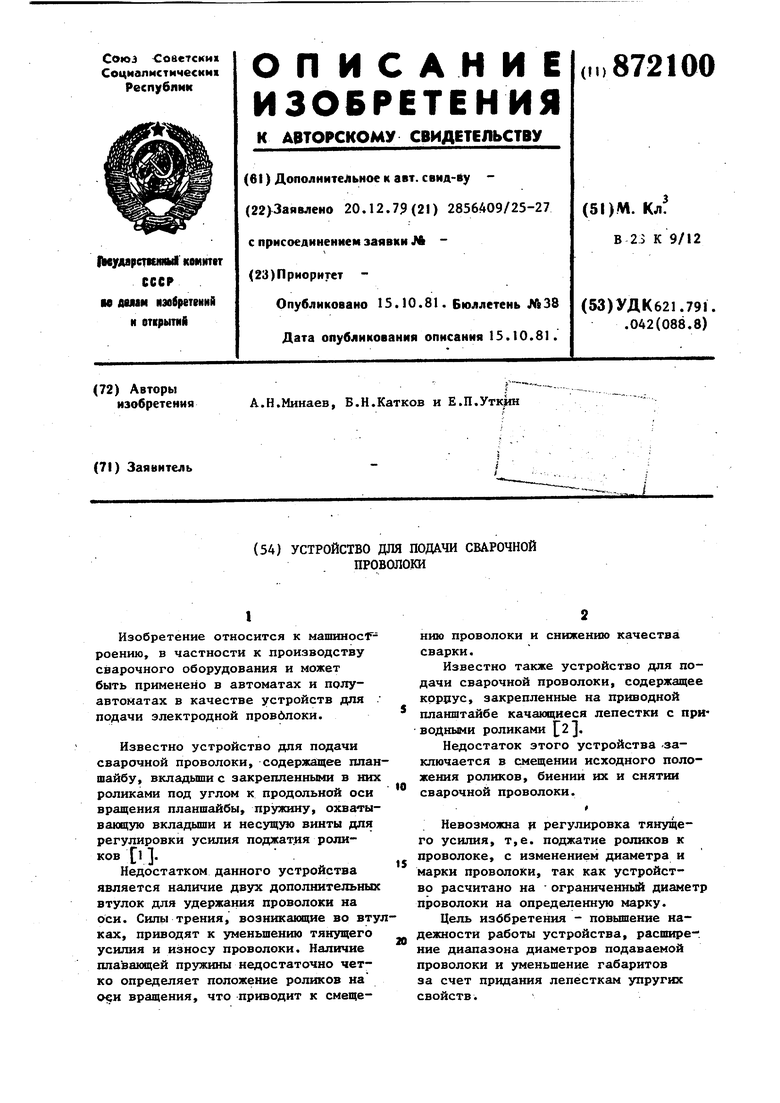
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| Устройство для направления сварочной проволоки | 1984 |
|
SU1259578A1 |
| Устройство для подачи электродной проволоки | 1980 |
|
SU863232A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1971 |
|
SU497112A1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
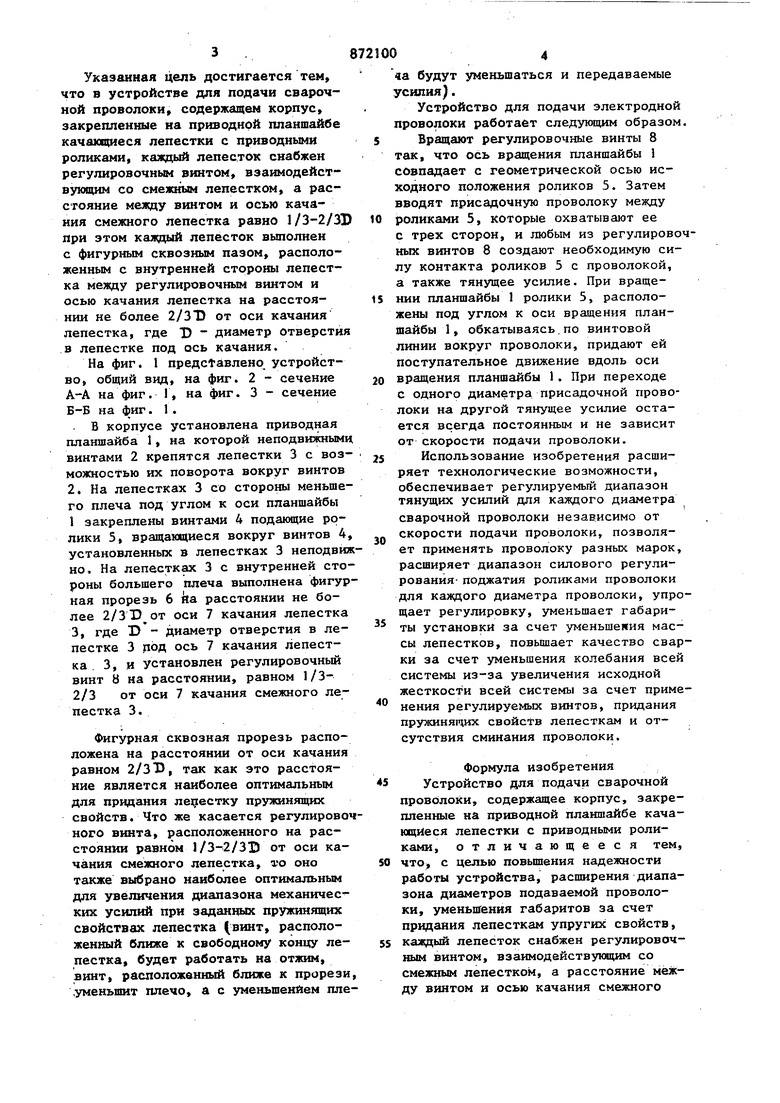
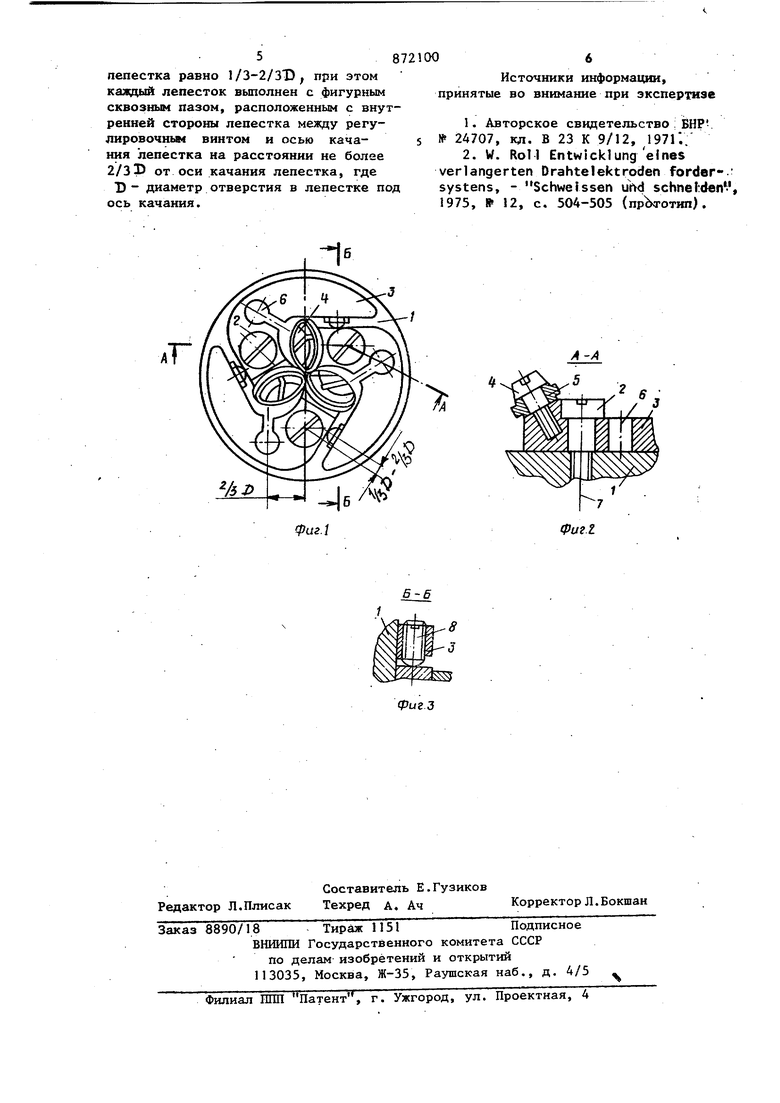
Изобретение относится к машиносТ роению, в частности к производству сварочного оборудования и может быть применено в автоматах и полуавтоматах в качестве устройств для подачи электродной провдлоки. Известно устройство для подачи сварочной проволоки, содержащее план шайбу, вкладьши с закрепленными в них роликами под углом к продольной оси вращения планшайбы, пружину, охватывающую вкладыши и несущую винты для регулировки усилия поджат.ия роликов f1 . . Недостатком данного устройства является наличие двух дополнительных втулок для удержания проволоки на оси. Сипы трения, возникакхцие во вту ках, приводят к уменьшению тянущего усилия и износу проволоки. Наличие плавающей пружины недостаточно четко определяет положение роликов на вращения, что приводит к смещению проволоки и снижению качества сварки. Известно также устройство для подачи сварочной проволоки, содержащее кррцус, закрепленные на приводной планштайбе качающиеся лепестки с приводными роликами 2. Недостаток этого устройства -заключается в смещении исходного положения роликов, биении их и снятии сварочной проволоки. . Невозможна н регулировка тянущего усилия, т,е. поджатие роликов к проволоке, с изменением диаметра и марки проволоки, так как устройство расчитано на ограниченный диаметр проволоки на определенную марку. Цель изббретения - повышение надежности работы устройства, расшире. ние диапазона диаметров подаваемой проволоки и уменьшение габаритов за счет придания лепесткам упругих свойств. Указанная цель достигается тем что в устройстве для подачи сварочной проволокиf содержащем корпус закрепленные на приводной планшайбе качамщиеся лепестки с приводными роликами, каждый лепесток снабжен регулировочным винтом взаимодействующим со смежным лепестком а расстояние между винтом и осью качания смежного лепестка равно I/3-2/3D при этом каждый лепесток выполнен с фигурным сквозным пазом расположенным с внутренней стороны лепестка между регулировочным винтом и осью качания лепестка на расстояНИИ не более 2/31} от оси качания лепестка, где D диаметр отверсти в лепестке под ось качания. На фиг. 1 представлено устройство, общий вид, на фиг. 2 - сечение А-А на фиг. Г на фиг. 3 - сечение Б-Б на фиг. 1. . В корпусе установлена приводная планшайба 1 на которой неподвижным винтами 2 крепятся лепестки 3 с воз можностью их поворота вокруг винтов 2.На лепестках 3 со стороны меньше го плеча под углом к оси планшайбы 1 закреплены винтами 4 подающие ролики 5, вращающиеся вокруг винтов 4 установленных в лепестках 3 неподви но. На лепестках 3 с внутренней сто роны большего плеча выполнена фигур ная прорезь 6 ka расстоянии не более 2/31Э от оси 7 качания лепестка 3,где D- диаметр отверстия в лепестке 3 цод ось 7 качания лепестка . 3, и установлен регулировочный винт 8 на расстоянии равном 1/32/3 от оси 7 качания смежного лепестка 3. Фигурная Сквозная прорезь расположена на расстоянии от оси качания равном 2/3ТЗ, так как это расстояние является наиболее оптимальным для придания ле 1естку пружинящих свойств. Что же касается регулирово ного винта расположенного на расстоянии равном 1/3-2/31) от оси качания смежного лепестка то оно также выбрано наиболее оптимальным для увеличения диапазона механических усилий при заданных пружинящих свойствах лепестка (винт расположенный ближе к свободному концу лепестка будет работать на отжим винт расположенный ближе к прорези .уменьшит плечо а с уменьшением пле на будут уменьшаться и передаваемые усилия). Устройство для подачи электродной проволоки работает следующим образом. Вращают регулировочные винты 8 так что ось вращения планшайбы } совпадает с геометрической осью исходного положения роликов 5. Затем вводят присадочную проволоку между роликами 5, которые охватывают ее с трех сторон, и любым из регулировочных винтов 8 создают необходимую силу контакта роликов 5 с проволокой, а также тянущее усилие. При вращении планшайбы 1 ролики 5, расположены под углом к оси вращения планщайбы 1 обкатываясь.по винтовой линии вокруг проволоки, придают ей поступательное движение вдоль оси вращения планшайбы . При переходе с одного диаметра присадочной проволоки на другой тянущее усилие остается всегда постоянным и не зависит от скорости подачи проволоки. Использование изобретения расширяет технологические возможности, обеспечивает регулируемый диапазон тянущих усилий для каждого диаметра сварочной проволоки независимо от скорости подачи проволоки, позволяет применять проволоку разных марок, расширяет диапазон силового регулирования- поджатая роликами проволоки для каждого диаметра проволоки, упрощает регулировку, уменьшает габариты установки за счет уменьшеяия массы лепестков повышает качество сварки за счет уменьшения колебания всей системы из-за увеличения исходной жесткости всей системы за счет применения регулируемых винтов, придания пружинящих свойств лепесткам и отсутствия сминания проволоки. Формула изобретения Устройство для подачи сварочной проволоки содержащее корпус, закрепленные на приводной планшайбе качающиеся лепестки с приводными роликами, отличающееся тем, что с целью повьш1ения надежности работы устройства, расширения диапазона диаметров подаваемой проволоки уменьш ения габаритов за счет придания лепесткам упругих свойств, каждый лепесток снабжен регулировочным винтом взаимодействукпр1м со смежным лепестком, а расстояние между винтом и осью качания смежного
пепестка равно 1/3-2/31) при этом калщый лепесток выполнен с фигурным сквозным пазом, расположенным с внутренней стороны лепестка между регулировочным винтом и осью качания лепестка на расстоянии не более 2/3D от оси качания лепестка, где D - диаметр отверстия в лепестке под ось качания.
Источники информации, принятые во внимание при экспертизе
A-A
6 :
