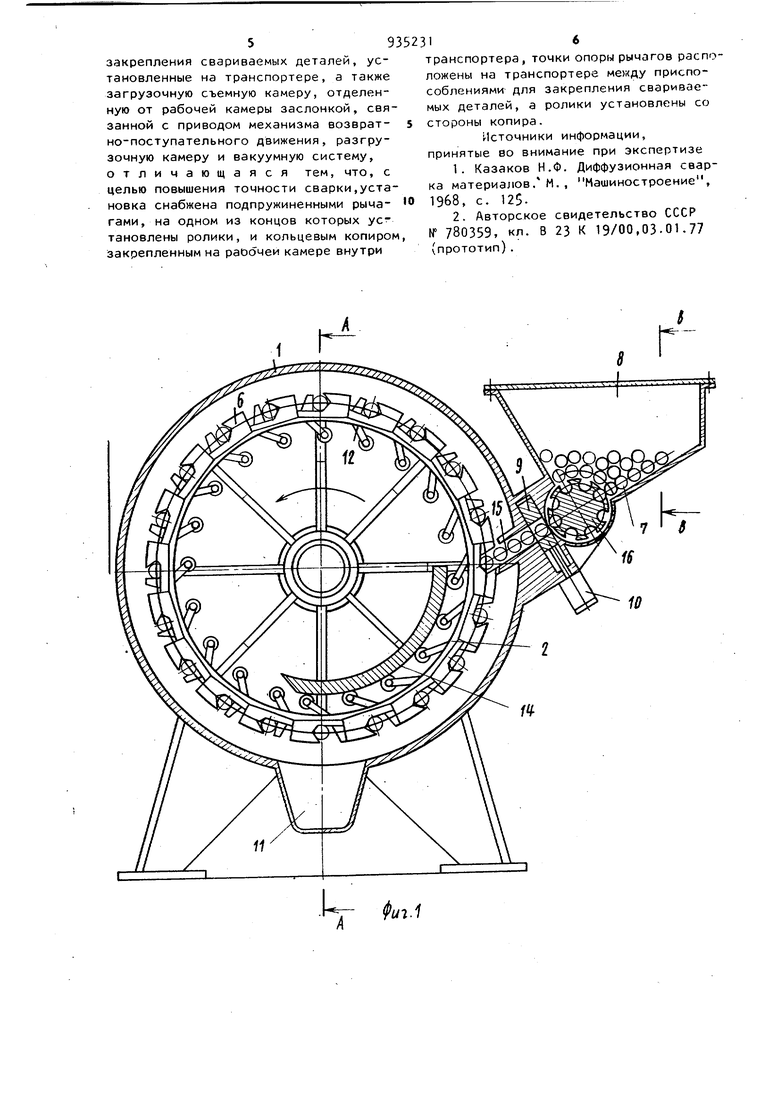
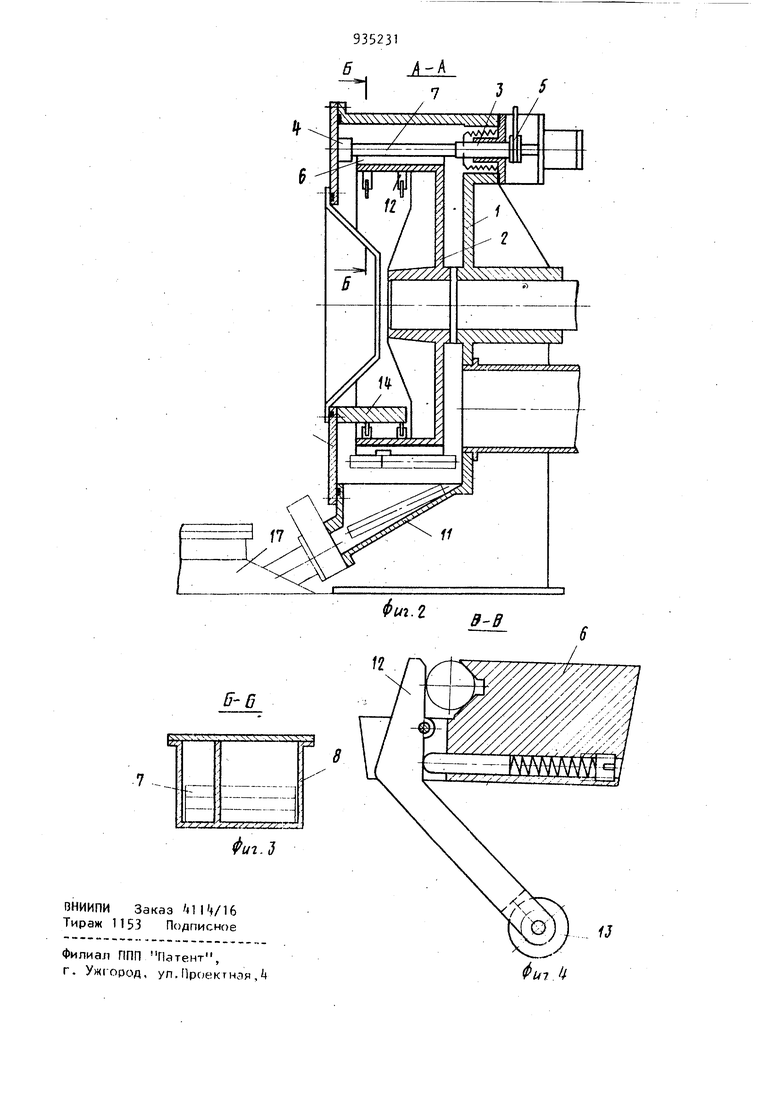
Изобретение относится к диффузион ной .сварке-, в частности к оборудрванию для ее выполнения., Известна установка для диффузионной сварки, содержащая рабочую камер со столом, силовые подвижные и неподвижные штоки и вакуумную систему lj. Недостатком установки является низкая производительность из-за длитель ного цикла загрузочно-разгрузочных работ и необходимости периодичес кого вакуумирования рабочей камеры. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является установка для диффузионной сварки, содержащая рабо чую камеру, в которой установлены рабрчий стол, выполненный в виде бес конечного транспортера, силовые подвижные и неподвижные штоки с токоподводами, приспособления для закреп ления свариваемых деталей, установленные на транспортере, а также загрузочную съемную камеру, отделенную от рабочей камеры заслонкой, связанной с приводом механизма воз вратнопоступательного движения, разгрузочную камеру и вакуумную систему Г21. Недостатком данной установки явля-: ется нeдoctaтoчнaя точность сварки из-за взаимного смещения свариваемых деталей при их движении по транспортеру. Целью изобретения является повышение точности сварки. Поставленная цель достигается за счет того,что установка для диффузионной сварки,содержащая рабочую камеру,в которой установлены рабочий стол,выполненный в виде бесконечного транспортера силовые подвижные и неподвижные штоки с токоподводами,приспособления для закрепления свариваемых деталей, установленные на транспортере, а также загрузочную съемную камеру, отделенную от рабочей камеры заслонкой, связанной с приводом механизма возвратно-поступательного движения, разгрузочную каме1 у и вакуумную систему, снабжена подпружиненными рычагами,на одном из концов которых установлены ролики, и кольцевым копиром, закрепленным на рабочей камере внутри тран портера, точки опоры рычагов располо жены на транспортере между приспособ лениями для закрепления свариваемых деталей, а ролики установлены со сто роны копира. На фиг. 1 изображена установка, о щий вид на фиг. 2 - продольный разрез установки А-А на фиг. 1; на фиг. 3 - подпружиненный рычаг в сече НИИ Б-Б на фиг. 2; на фиг. i - вид (Загрузочной съемной камеры в сечении В-В на фиг. 1. Установка состоит из рабочей каме ры 1, в которой установлены рабочий стол 2, выполненный в виде бесконечного транспортера (фиг. 1), силовые, подйижные 3 и неподвижные k штоки с токопроводами 5, приспособления 6 дл закрепления свариваемых деталей 7 (фиг. 2), установленные на транспорт ре. Установка содержит также загрузочную съемную камеру 8 (фиг. 3) от деленную от рабочей камеры 1 заслонкой .9, связанной с приводом 10 механизма возвратно-поступательного движения, разгрузочную камеру 11 и вакуумную систему (не показана). Кроме того, установка снабжена подпружиненными рычагами 12 (фиг. t) , на одном из концов которых установлены ролики 13, и кольцевым копиром 1, закрепленным на рабочей камере внутри транспортера 2. Точки опоры рычагов 12 расположены на транспортере 2 между приспособлениями 6 для закрепления свариваемых деталей 7 з ролики установлены со стороны копира 1/t. В верхней части рабочей камеры 1 установлен накопитесь 15. Загру зочная съемная камера снабжена поворотным барабаном 16, установленным в месте ее соединения с рабочей каме рой 1 , при помощи которого обеспечивают равномерную подачу свариваемых деталей 7 из загрузочной камеры 8 в рабочую камеру 1. Дополнение конструкции установки подпружи1;)енным рыча гом и кольцевым копиром позволяет предотвратить смещение свариваемых деталей относительно друг друга в процессе их транспортировки на позиции сварки и тем самым повысить точность сварки Деталей. Установка работает следующим образом. Свариваемые детали 7 укладывают в загрузочную съемную камеру 8. Установку .вакуумируют. Посредством поворотного барабана 16 детали 7 из загрузочной камеры 8 подают на промежуточный накопитель 15, они затем скатываются по нему и попадают в приспособление 6, где фиксируются с помощью рычагов 12. После установки партии деталей (например, 5 шт.) в приспособ ния 6 рабочий стол 2 останавливают и на детали 7 при помощи подвижных штоков 3.связанных с силовыми цилиндрами, передают сварочное давление.При этом штоки 3 и 4 одновременно выполняют функцТГи токопроводов, посредством которых производят нагрев деталей до темпе атуры сварки. После сварки токопроводящие штоки . 3 силовых цилиндров отводят и производят поворот рабочего стола 2 на необходимый угол. В это время рычаги 12 одними из своих концов с роликами 13 накатываются на копир k. Рычаги при этом поворачиваются вокруг своей оси и отходят от сваренных изделий, которые, освобождаясь, выпадают из приспособлений 6 в разгрузочную камеру 11, связанную, например, с печью отжига 17. Одновременно при повороте рабочего стола 2 из загрузочной камеры 8 в приспособления 6 подают очередную партию деталей J. Таким образом, получают замкнутый цикл сварки. С момента загрузки и до выгрузки с рабочего стола 2 свариваемые детали подвергают неоднократному нагреву и сжатию. Время и температура нагрева, а также количество циклов нагружения определяют технологическим процессом сварки конкретных материалов. Установка позволяет повысить точность сварки и производительность труда в 1,5 раза, улучшить условия об-: служивания и эксплуатации, обеспечить автоматический цикл проведения процесса сварки. Формула изобретения Установка для диффузионной сварки, содержащая рабочую камеру, в которой установлены рабочий стол, выполненный в виде бесконечного транспортера, силовые подвижные и неподвижные штоки с токопроводами, приспособления для закрепления свариваемых деталей, установленные на транспортере, а также загрузочную съемную камеру, отделенную от рабочей камеры заслонкой, свя занной с приводом механизма возвратно-поступательного движения, разгрузочную камеру и вакуумную систему, отличающаяся тем, что, с целью повышения точности сварки,установка снабжена подпружиненными рычагами, на одном из концов которых ус тановлены ролики, и кольцевым копиром закрепленным на раоочеи камере внутри 9 1 транспортера, точки опоры рычагов расположены на транспортере между приспособлениями для закрепления свариваемых деталей, а ролики установлены со стороны копира. Источники информации, принятые во внимание при экспертизе 1.Казаков Н.Ф. Диффузионная сварка материалов. М., Машиностроение, 1968, с. 12S. 2.Авторское свидетельство СССР № 780359, кл. В 23 К 19/00,03.01.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки | 1979 |
|
SU863251A1 |
| Установка для диффузионной сварки | 1979 |
|
SU863250A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2007 |
|
RU2355537C1 |
| УСТАНОВКА С ПОВОРОТНОЙ ПЛАНШАЙБОЙ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 2001 |
|
RU2183540C1 |
| Установка для диффузионной сварки | 1989 |
|
SU1682094A1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
#W7.f
