2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что расстояние от оси поворота поворотной рамы до шарнирного соединения рамы с тягой равно длине плеча двуплечего рычага, соединенного с этой тя1186447
гой, а длина другого плеча двуплечего рычага равна длине одноплечего рычага и расстоянию от оси поворота рамы до торца сварочной головки.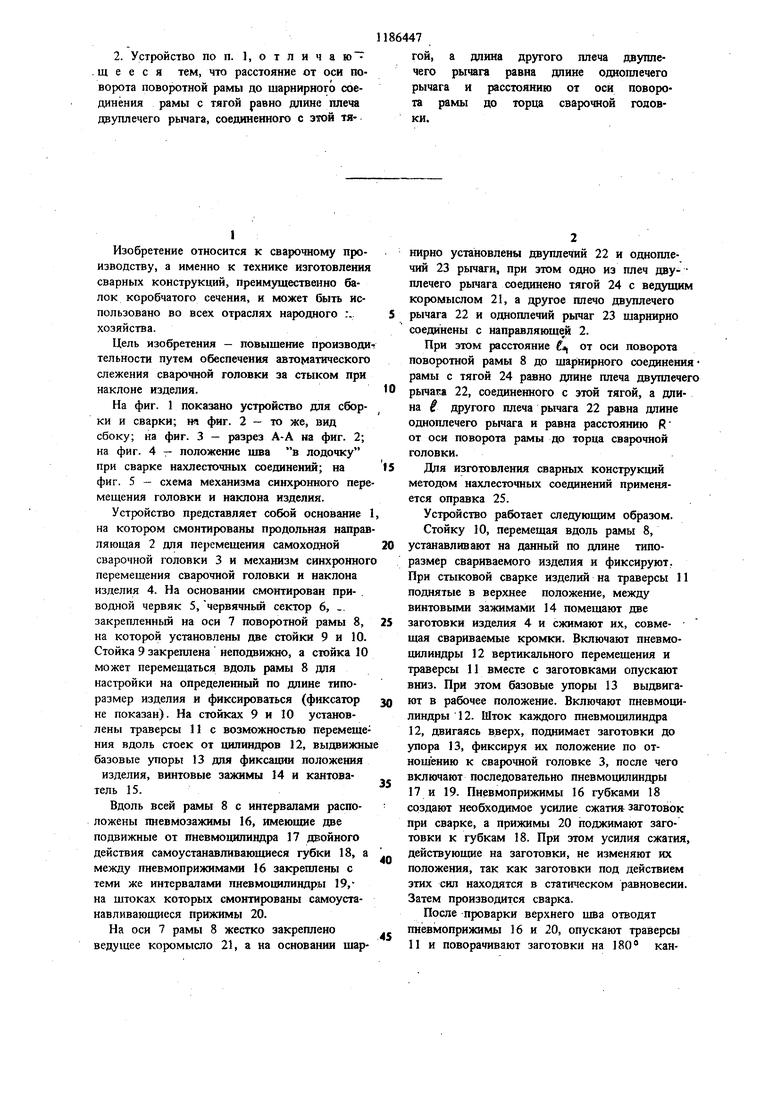
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки изделий коробчатого сечения | 1976 |
|
SU624754A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
1. УСГЮЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ КОГОБЧАТОГО СЕЧЕНИЯ, содержащее основание, поворотную раму с зажимами для изделия и продольную направляющую для самоходной сварочной головки, отличающееся тем, что. с целью повыщения производительности путем обеспечения автоматического слежения сварочной головки за стыком при наклоне изделия, устройство снабжено механизмом синхронного перемещения сварочной головки и наклона изделия, выполненным в виде шарнирно установленных на основании двуплечего и одноплечего рычагов и тяги, при этом одно из плеч двуплечего рычага щарнирно соединено посредством тяги с поворотной рамой, а направляющая для сварочной головки щаршфно соединена с вторым плечом рычага и одноплечим рычагом. (Л 00 О) 4 4; 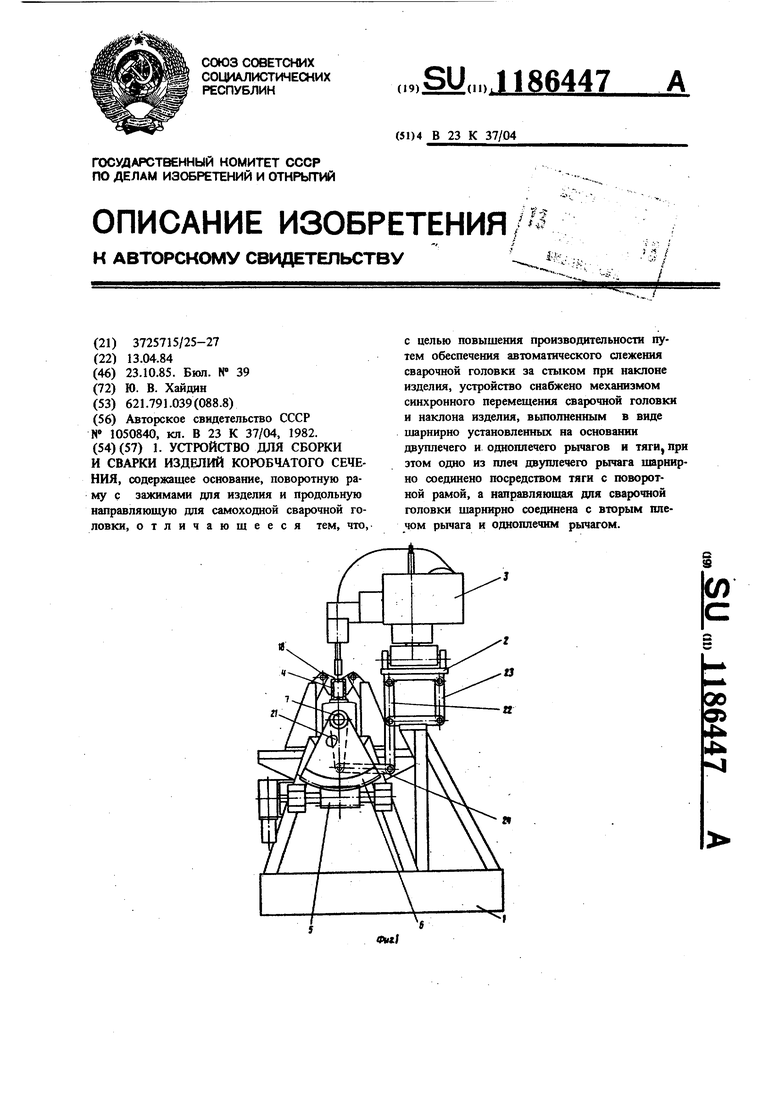
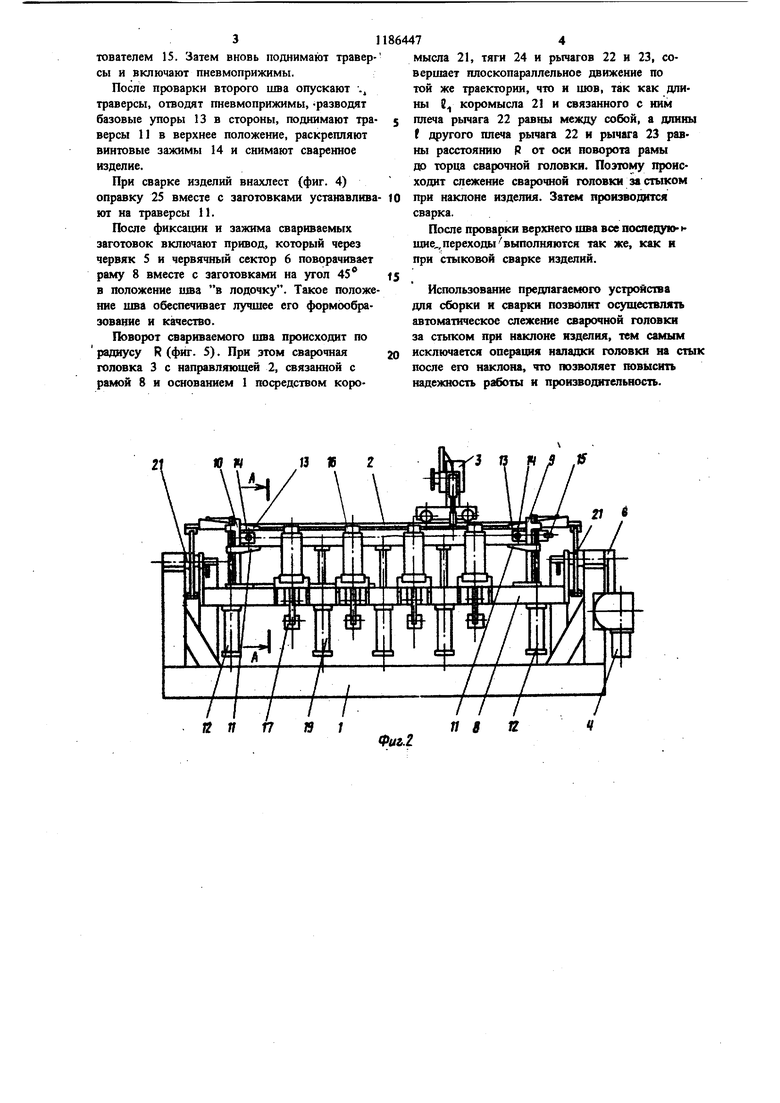
Изобретение относится к сварочному производству, а именно к технике изготовления сварных конструкций, преимущественно балок коробчатого сечения, и может быть использовано во всех отраслях народного :. хозяйства. Цель изобретения - повышение производи тельности путем обеспечения автоматического слежения сварочной головки за стыком при наклоне изделия. На фиг. 1 показано устройство для сборки и сварки; нп фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - положение шва в лодочку при сварке нахлесточных соединений; на фиг. 5 - схема механизма синхронного пере мещения головки и наклона изделия. Устройство представляет собой основание на котором смонтированы продольная направ ляющая 2 для перемещения самоходной сварочной головки 3 и механизм синхронног перемещения сварочной головки и наклона изделия 4. На основании смонтирован при- . водной червяк 5, червячный сектор 6, -. закрепленный на оси 7 поворотной рамы 8, на которой установлены две стойки 9 и 10. Стойка 9 закреплена неподвижно, а стойка 10 может перемещаться вдоль рамы 8 для настройки на определенный по длине типоразмер изделия и фиксироваться (фиксатор не показан). На стойках 9 и 10 установлены траверсы П с возможностью перемещения вдоль стоек от щи1индров 12, выдвижны базовые упоры 13 для фиксации положения изделия, винтовые зажимы 14 и кантователь 15. Вдоль всей рамы 8 с интервалами расположены пневмозажимы 16, имеющие две подвижные от пневмоцшшндра 17 двойиого действия самоустанавливающиеся губки 18, а между пневмоприжимами 16 закреплены с теми же интервалами пневмоиилиидры 19/ на штоках которых смонтированы самоустанавливающиеся прижимы 20. На оси 7 рамы 8 жестко закреплено ведущее коромысло 21, а на основании щарнирно установлены двуплечий 22 и одноплечий 23 рьмаги, при этом одно из плеч дву- плечего рычага соединено тягой 24 с ведущим коромыслом 21, а гфугое плечо двуплечего рычага 22 и одноплечий рычаг 23 шарнирно соединены с направляющей 2. При зхом расстояние f от оси поворота поворотной рамы 8 до шар1нирного соединения рамы с тягой 24 равно длине плеча двуплечего рычагл 22, соединенного с этой тягой, а длина другого плеча рычага 22 равна длине одноплечего рычага и равна расстоянию R от оси поворота рамы до торца сварочной головки. Для изготовления сварных конструкций методом нахлесточных соединений применяется оправка 25. Устройство работает следующим образом. Стойку 10, перемещая вдоль рамы 8, устанавливают на данный по длине типоразмер свариваемого изделия и фиксируют. При стыковой сварке изделий на траверсы 11 поднятые в верхнее положение, между винтовыми зажимами 14 помещают две заготовки изделия 4 и сжимают их, совмещая свариваемые кромки. Включают пневмоцилиндры 12 вертикального перемещения и траверсы 11 вместе с заготовками опускают вниз. При этом базовые упоры 13 выдвигают в рабочее положение. Включают пневмоцилиндры 12. Шток каждого пневмоцилиндра 12, двигаясь вверх, поднимает заготовки до упора 13, фиксируя их положение по отношению к сварочной головке 3, после чего включают последовательно пневмощигиндры 17 и 19. Пневмоприжимы 16 губками 18 создают необходимое усилие сжатия- заготовок при сварке, а прижимы 20 поджимают заготовки к губкам 18. При этом усилия сжатия, действующие на заготовки, ие изменяют их положения, так как заготовки под действием этих сил находятся в статическом равновесии. Затем производится сварка. После проварки верхнего шва отводят пн моприжимы 16 и 20, опускают траверсы И и поворачивают заготовки на 180 кан3
тователем 15. Затем вновь поднимают траверсы и включают пневмоприжимы.
После проварки второго шва опускают ., траверсы, отводят пневмоприжимы, -разводят базовые упоры 13 в стороны, поднимают траверсы 11 в верхнее положение, раскрепляют винтовые зажимы 14 и снимают сваренное изделие.
При сварке изделий внахлест (фиг. 4) оправку 25 вместе с заготовками устанавливают на траверсы 11.
После фиксации и зажима свариваемых заготовок включают привод, который через червяк 5 и червячный сектор 6 поворачивает раму 8 вместе с заготовками на угол 45 в положение шва в лодочку. Такое положение шва обеспечивает лучшее его формообразование и качество.
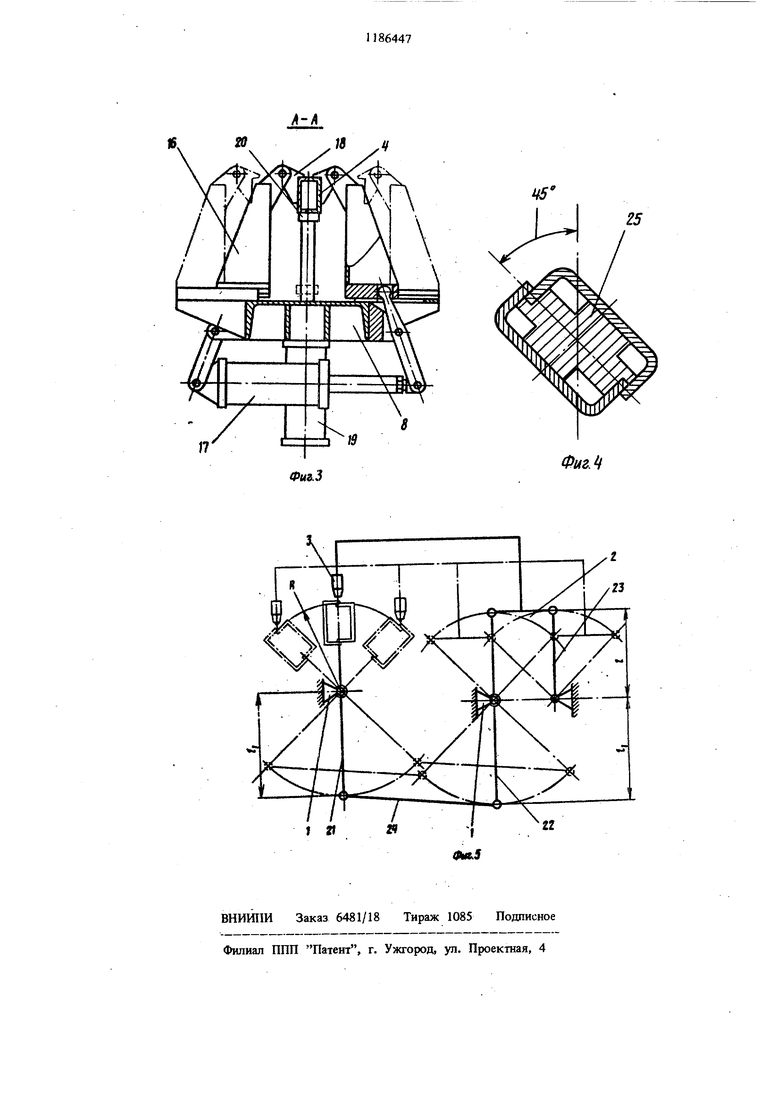
Поворот свариваемого шва происходит по радиусу R (фиг. 5). При этом сварочная головка 3 с направляющей 2, связанной с рамой 8 и основанием 1 посредством коро64474
мысла 21, тяги 24 и рычагов 22 и 23, совершает плоскопараллельное движение по той же траектории, что и шов, так как длины 2 коромысла 21 и связанного с ним 5 плеча рычага 22 равны между собой, а длины t другого плеча рычага 22 и рычага 23 равны расстоянию Р от оси поворота рамы до торца сварочной головки. Поэтому пронс ходит слежение сварочной головки за стыком
0 при наклоне изделия. Затем производится сварка.
После проварки верхнего шва все последую- к щие,, переходы выполняются так же, как я при стыковой сварке изделий.
Использование предлагаемого устройства для сборки и сварки позволит осуществлять автоматическое слежение сварочной головки за стьпсом при наклоне изделия, тем самым исключается операция наладки головки на стык после его наклона, что позволяет повысить надежность работы н производительность.
| Установка для автоматической сварки изделий с прямолинейными и радиусными участками | 1982 |
|
SU1050840A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
