Изобретение относится к обработке металлов давлением, в частности к рютационным прессам для развальцовки валиков втулочно-роликовых цепей. Известен ротационный пресс для развальцовки валиков втулочно-ролико вой цепи, содержащий смонтированные на станине ротор с приводным центральным валом и с равномерно расположенными по окружности в зонах развальцовки с возможностью возвратнопоступательного перемещения и вращения развальцовочными шпиндельными го ловками с инструментом, а также подающую обрабатываемую цепь звездочку, закрепленную на валу til Однако известный роторный пресс даже при плотной расстановке шпинделей головок развальцовывает валики .цепи, расположенные через шаг, напри мер, нечетные валики цепи. Для развальцовки всех валиков цепи пришлось бы ставить последовательно два ротора. Целью изобретения является повыше ние производительности путём обеспечения развальцовки всех валиков цепи за одну установку на роторе. Поставленная цель достигается за счет того, что ротационный пресс для развальцовки валиков втулочно-роликовой цепи, содержащий смонтированные на станине ротор с приводным центральным валом и с равномерно расположенными по окружности в зонах развальцовки с возможностью возвратнопоступательного перемещения и вращения развальцовочными шпиндельными головками с инструментами, а также подающую обрабатываемую цепь звездочку, закрепленную на валу, снабжен охватывающим звездочку петлеобразователем, выполненным в виде кольцевого сектора с радиусом наружной цилиндрической поверхности, меньшим радиуса среднего диаметра звездочки и установленным между зонами развальцовки, при зтом кольцевой сектор расположен таким образом, что его наружная цилиндрическая поверхность размещена с возможностью пересечения с геометрическими осями, проходящими параллельно оси звездочки через центры двух впадин упомянутой звездочки, а количество впадин между двумя указанными равно нечетному . Снабжение пресса петлеобразователем позволяет -на одном роторе выполнять развальцовку всех валиков цепи, так как петлеобразователь извлекает
цепь из впадин звездочки и вводит ее во впадины звездочки с отставанием в один шаг так, что до петлеобразователя развальцовываются нечетны валики звездочки, а после петлеобразователя развальцовываются четные валики.
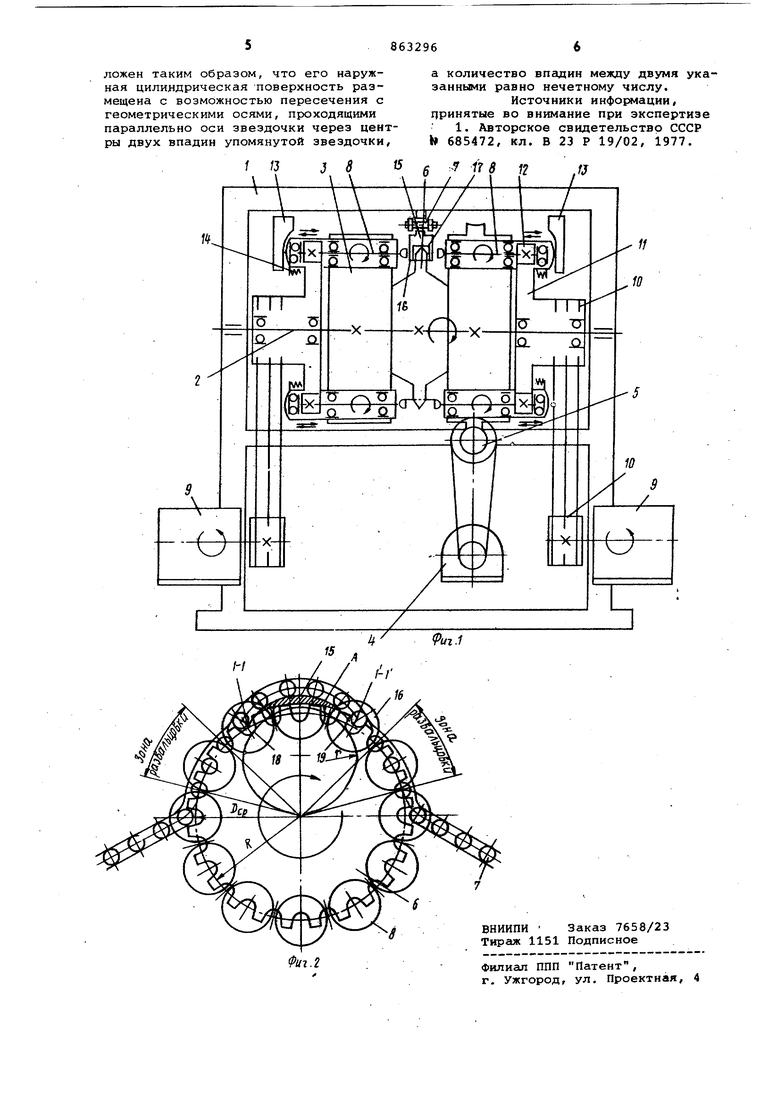
На фиг. 1 изображена схема ротор.ного пресса, общий вид, на фиг. 2 ведущая звездочка с вальцуемой цепь и схемой расположения шпинделей и петлеобразователя.
Ротационный пресс состоит из смонтированного на станине корпуса 1, в котором установлен на валу 2 ротор 3, приводимый в движение двигателем 4 через червячную передачу 5 на валу 2. В средней части ротора 3 установлена подающая звездочка 6,несущая на себе вальцуемую цепь 7, с двух сторон к звездочке 6 симметрично подходят равномерно расположенные через шаг цепи по диаметру ротора 3 шпиндельные головки 8 с рабочим инструментом, приводимые во вращение двигателем 9 через клиноременную передачу 10 и зубчатые колеса 11 и 12. В корпусе 1 с торцов шпиндельных головок 8 расположены копиры 13 и пружины 14. Вследствие небольшого шага втулочно-роликовой цепи 7 шпиндельные головки 8 расположены по диаметру ротора через шаг цепи. С целью опрессовки и развальцовки каждого валика цепи на одном роторе на уровне звездочки 6 установлен петлеобразователь 15, выполненный в виде кольцевого сектора 16 с прорезью 17, в которую входят зубья звездочки, а кольцевой сектор расположен над зубчаткой и под ней. Кроме того, кольцевой сектор 16 выполнен с радиусом г наружной цилиндрической поверхности меньше радиуса R среднего диаметра Of,p звездочки 6. При этом кольцевой сектор установлен между зонами развальцовки и расположен таким образом, что его наружная цилиндричес-кая поверхность А размещена с возможностью пересечения с геометрическими осями I-I и i-l, проходящими параллельно оси звездочки через центры двух впадин 18 и 19 звездочки 6, а количество впадин между двумя указанными впадинами равно нечетному числу, что обеспечивает выведение участка цепи с неразнальцованными валиками из впадины 18 звездочки 6 и, огибая петлеобразователь 15 по сектору 16, введение цепь во впадины звездочки с отставанием в один шаг.
Ротационный пресс работает следующим образом.
Включением электродвигателя 4 приводится во вращение ротор 3 и начинает движение цепь 7, валики которой должны быть развальцованы. Одновре.менно включением электродвигателей.
9 сообщается вращение шпиндельным головкам 8 посредством клиноременной передачи 10 и зубчатых колес 11 и 12. Шпиндельные головки 8 расположены против вальцуемых валиков и вращаются вместе с ротором 3 и вальцуемой цепью 7. В зоне развальцовок (фиг. 2) шпиндельные головки 8 набегают на копиры 13, под действием которых сближаются и производят развальцовку валиков цепи 7. Но так как шпиндельные головки 8 расположены через шаг цепи, то в первой зоне развальцовки ва-льцуются нечетные валики. Далее цепь 7, двигаясь вместе со звездочкой 6, набегает своими щеками на поверхность кольцевого сектора 16 петлеобразователя 15 и,двигаясь по его наружным поверхностям, выходит из зацепления со звездочкой 6. Далее цепь своими щеками набегает на кольцевой сектор 16 петлеобразователя 15 и огибая его вновь .входи во впадину 19 звездочки 6 со смещением на один шаг цепи и поступает во вторую зону развальцовки ротора, где вальцуются (четные) другие валики цепи.
Выполнение установки роторного типа для развальцовки всех валиков цепи на одном роторе без перестановки обеспечивает надежность в работе, упрощает конструкцию и техническое обслуживание, улучшает качество раз вальцовки и повышает производительность. Но сравненшо с линейными установками для развальцовки цепей значительно сокращаются рабочие плoщaди занимаемые для вальцовки цепей.Экономический эффект от внедрения изобретения составляет 30 тыс.руб. в год
Формула изобретения
Ротационный пресс для развальцовки валиков втулочно-роликовой цепи, содержащий смонтированные на станине ротор с приводным центральным валом и с равномерно расположенными по окружности в зонах развальцовки с возможностью возвратно-поступательного перемещения и вращения развальцовочны и шпиндельньми головками с инструментами, а также подающую обрабатываемую цепь звездочку; закрепленную на валу, отл.ичающийс я тем, что, с целью повышения производительности путем обеспечения развальцовки всех валиков цепи за одну установку на роторе, он снабжен охватывающим звездочку петлеобразователем, выполненным в виде кольцевого сектора с радиусом наружной цилиндрической поверхности, меньшим радиуса среднего диаметра звездочки и установленным между зонами развальцовки, при этом кольцевой сектор распо
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для развальцовки валиков цепи | 1977 |
|
SU685472A1 |
| Станок для сборки втулочно-роликовых цепей | 1982 |
|
SU1219304A1 |
| Машина для развальцовки валиков цепи | 1977 |
|
SU650710A1 |
| Устройство для клепки валиков втулочно-роликовой цепи | 1979 |
|
SU774760A1 |
| Станок для развальцовки валиковцЕпи | 1978 |
|
SU795710A1 |
| Устройство для клепки валиков втулочно-роликовой цепи | 1984 |
|
SU1253704A1 |
| ЦЕПЬ ПРИВОДНАЯ ПЛАСТИНЧАТАЯ, ИМЕЮЩАЯ ОТКРЫТЫЕ ШАРНИРЫ КАЧЕНИЯ С ЦИЛИНДРИЧЕСКОЙ ФОРМОЙ ЭЛЕМЕНТА ЗАЦЕПЛЕНИЯ | 2009 |
|
RU2472049C2 |
| ЦЕПЬ ПРИВОДНАЯ ПЛАСТИНЧАТАЯ, ИМЕЮЩАЯ ШАРНИРЫ КАЧЕНИЯ С ШАРЖИРОВАННЫМИ ПОВЕРХНОСТЯМИ | 2009 |
|
RU2472050C2 |
| Станок для сборки втулочно-роликовойплАСТиНчАТОй цЕпи | 1979 |
|
SU795856A1 |
| Ротор сборки втулочно-роликовых цепей | 1986 |
|
SU1398976A1 |
