00
(
00
со
О5
10
15
Изобретение относится к сборочному производству и может быть использовано при сборке втулочно-роликовых цепей.
Цепью изобретешь является повьппе- Ние надежности сборки путем обеспечения сборки цепей, блоки которых имеют отверстия с непараллельными осями.
На фиг.1 схематично показан ротор сборки, продольный разрез; на фиг.2 - технологическая схема работы ротора (развертка).
Ротор сборки втулочно-роликовых цепей содержит станину 1, на которой смонтирован вал 2, который приводит- во вращение от привода (не показан) , связанного с зубчатьш колесом 3, закрепленным на валу. Кроме Того, HJa валу 1 закреплены барабаны 4 и 5, 20 центрирующие диски 6 и 7, транспорт- .звездочка 8 с гнездами для размещения блоков втулочно-роликовых цепей, звездочка 9 транспортной цепи и сепаратор 10.25
Пазы барабанов 4 и 5 являются направляющими для ползунов 11 и I2 (четные) и 13 и 14 (нечетные), зако- н движения которых задаются копирами, закрепленными на станине. При 30 этом основные копиры 15 и 16 связаны с четными ползунами 11 и 12, а дополнительные копиры 17 и 18 связаны с нечетными ползунами 13 и 14. Каждый дополнительный копир выполнен с про- 35 , идентичным профилю соответст- в ющего основного, но смещен относительно него по окружности в плоскости, перпендикулярной оси вала 2. С ползунами 11, 12, 13 и 14 связаны 40 ш1гыри 19 и 20, а оси ползунов распо- лфжены между двумя соседними гнездами транспортной звездочки 8.
Ротор работает следукяцим образом.
При вращении вала 2 ротора посред-дз ством зубчатого колеса 3 нижние ползуны 12 перемещаются из крайнего нижнего положения в крайнее верхнее положение по закону, заданному копиром 16. При этом центрирующие штыри
13989762
20 ползуна 12 входят в отверстия двух соседних блоков 21, центрируя зти отверстия с отверстиями сепаратора 10. В это время центрирующие штыри нечетных ползунов 14, перемещаясь по копиру 18, находятся в крайнем нижнем положении и выведены из отверстий блоков.
Валики, принесенные транспортной цепью в ротор, посредством штырей четньк ползунов 11 через отверстия сепаратора: 10 затаклкиваются в отверстия двух соседних блоков 21, при этом нижние центрирзтсщие штьфи 20 четных ползунов 12 выводятся из отверстий блоков.
Затем такой же-цикл происходит с нечетными ползунами 13 и 14, которые движутся по закону, заданному пазами дополнительных копиров 17 и 18.
Формула изобретения
Ротор сборки втулочно-роликовых цепей, содержащий смонтированньм на станине оснащенный приводом вращения вал, на котором установлены транспортная звездочка с гнездами для размещения блоков втулочно-роликовых цепей и два размещенных по ббе стороны от звездочки барабана с равномерно расположенным по окружности четным количеством ползунов, каждьй из кото-, рых имеет пару центрирующих штырей, а также закрепленные на станине два расположенных по обе стороны от звездочки копира, связанных с ползунами соответствующих барабанов, отличающийся тем, что, с целью повьшения надежности сборки, он снабжен двумя дополнительными копирами, расположенными по обе стороны от звездочки, при этом оси ползунов расположены между двумя соседними гнездами транспортной звездочки, каждый четный ползун установлен с возможностью взаимодействия с основным, а нечетный - с дополнительным копирами.
Затем такой же-цикл происходит с нечетными ползунами 13 и 14, которые движутся по закону, заданному пазами дополнительных копиров 17 и 18.
Формула изобретения
Ротор сборки втулочно-роликовых цепей, содержащий смонтированньм на станине оснащенный приводом вращения вал, на котором установлены транспортная звездочка с гнездами для размещения блоков втулочно-роликовых цепей и два размещенных по ббе стороны от звездочки барабана с равномерно расположенным по окружности четным количеством ползунов, каждьй из кото-, рых имеет пару центрирующих штырей, а также закрепленные на станине два расположенных по обе стороны от звездочки копира, связанных с ползунами соответствующих барабанов, отличающийся тем, что, с целью повьшения надежности сборки, он снабжен двумя дополнительными копирами, расположенными по обе стороны от звездочки, при этом оси ползунов расположены между двумя соседними гнездами транспортной звездочки, каждый четный ползун установлен с возможностью взаимодействия с основным, а нечетный - с дополнительным копирами.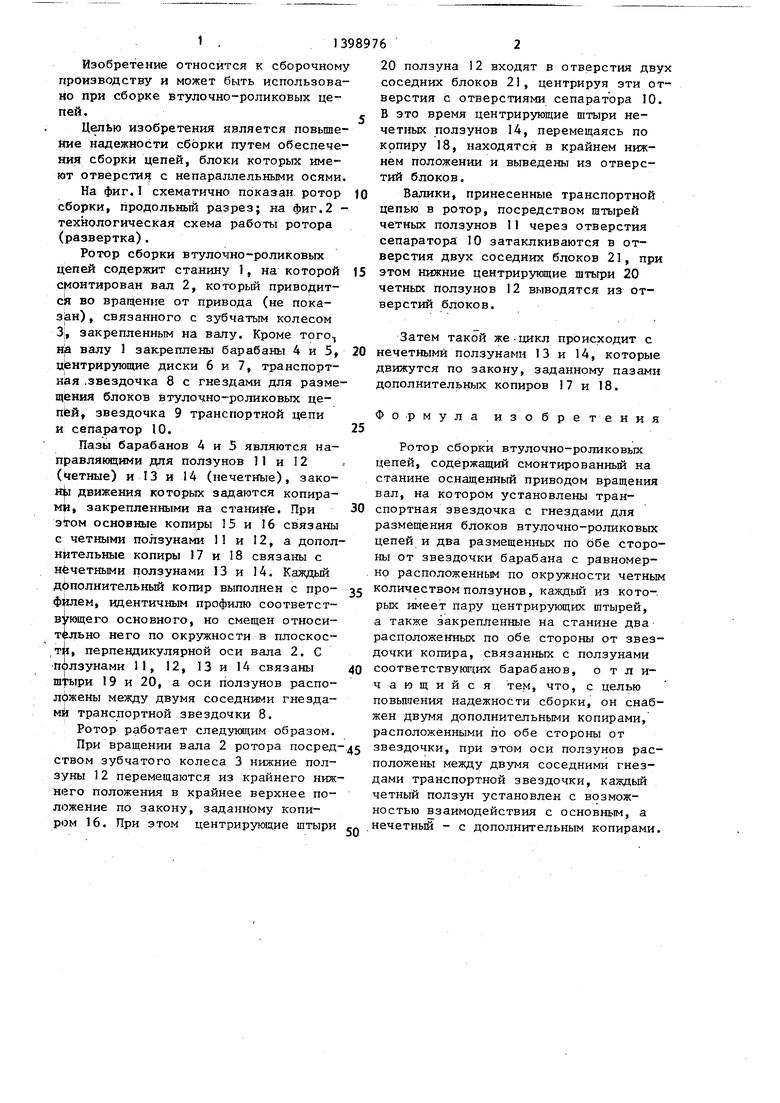
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство роторно-конвейерной машины для сборки втулочно-роликовой цепи | 1982 |
|
SU1058702A1 |
| Ротор ориентации втулок при сборке внутренних звеньев цепи | 1978 |
|
SU764823A1 |
| Способ ориентации пластин при их транспортировке от ротора питания к сборочному ротору и устройство для осуществления способа | 1978 |
|
SU724316A1 |
| Роторный автомат для термической обработки изделий | 1980 |
|
SU954444A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Роторный автомат питания | 1983 |
|
SU1114517A1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Ротор загрузки штучными заготовками | 1982 |
|
SU1024220A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Ротационный пресс для развальцовки валиков втулочно-роликовой цепи | 1979 |
|
SU863296A1 |

Изобретение относится к сборочному производству, в частности, к роторам сборки втулочно-роликовых цепей. Цель - повышение надежности сборки. Для этого ротор содержит приводной вал 2, на котором закреплены барабаны 4 и 5, центрирующие диски 6 и 7, транспорная звездочка 8 с гнездами для блоков и звездочка 9 транспортной цепи. В пазах барабанов установлены ползуны (П) 11, 12, 13, и 14. Траектория их движения задается закрепленными на станине копирами 15, 16, 17 и 18. Копиры 5 и 16 связаны с четными П 11, 12, а копиры 17 и 18 - с нечетными П 13 и 14, при этом копиры 17 и 18 смещены по окрз ности относительно копиров 15, 16. При вращении вала П начинают совершать возвратно-поступательное перемещение. Сначала центрирующие штыри 20 П 12 вводятся в от,верстия соседних блоков 2I, центрируя их относительно сепаратора. В это же время штыри 20 П 14 находятся в нижнем крайнем положении и выведены из отверстий блоков 21. Валики, поданные в ротор транспортной цепью, посредством штырей 19 П 11 заталкиваются в отверстия соседних блоков 21, выжимая из этих отверстий итыри 20 П 12. Таким образом, обеспечивается возможность сборки цепей, блоки которых имеют отверстия с непараллельными осями. 2 lur. i (Л
t
.r I
i9.10
y//////y/////.
J-В
Фаг.1
15
18
Фиг. 2
| Авторское свидетельство СССР № 234843, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
