(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗЖОВЫХ
ИЗДЕЛИЙ МЕТОДОМ СТЫКОВКИ КОНЦОВ ЗАГОТОВОК КОНЕЧНОЙ
I
Изобретение относится к изготовле нию резиновых технических изделий и предназначено для изготовления реэиновых кольцевых изделий методом стыковки концов заготовок конечной длины.
Известно устройство для изготовления кольцевых резиновых изделий методом стыковки концов заготовок конечной длины, содержащее стыковочную форму и пресс 1.
В устройстве одновременно можно изготавливать только одно кольцо, что обусловливает низкую производительность процесса изготовления колец.
Известно также устройство для изготовления кольцевых резиновых изделий методом стыковки концов заготовок конечной длины, содержащее смонтированную на вертикальной колонне с возможностью поворота в горизонтальной плоскости платформу, установленные на ней равномерно по окружности стыковочные узлы с формами, име|ацими
ДЛИНЫ
нижние и поворотные в вертикальной плоскости верхние матрицы,средствами для поворота верхних матриц и установленный на расположенной рядом с платформой опоре механизм для укладки в формы с стыкуемых концов заготовок конечной длины. Это устройство обеспечивает изготовление кольцевых изделий из невулканизованных заготовок, в процессевулканизации которых в специальном
10 устройстве обеспечивается прочное соединение концов заготовок с образованием качественного монолитного кольцевого изделия f 2 3
IS
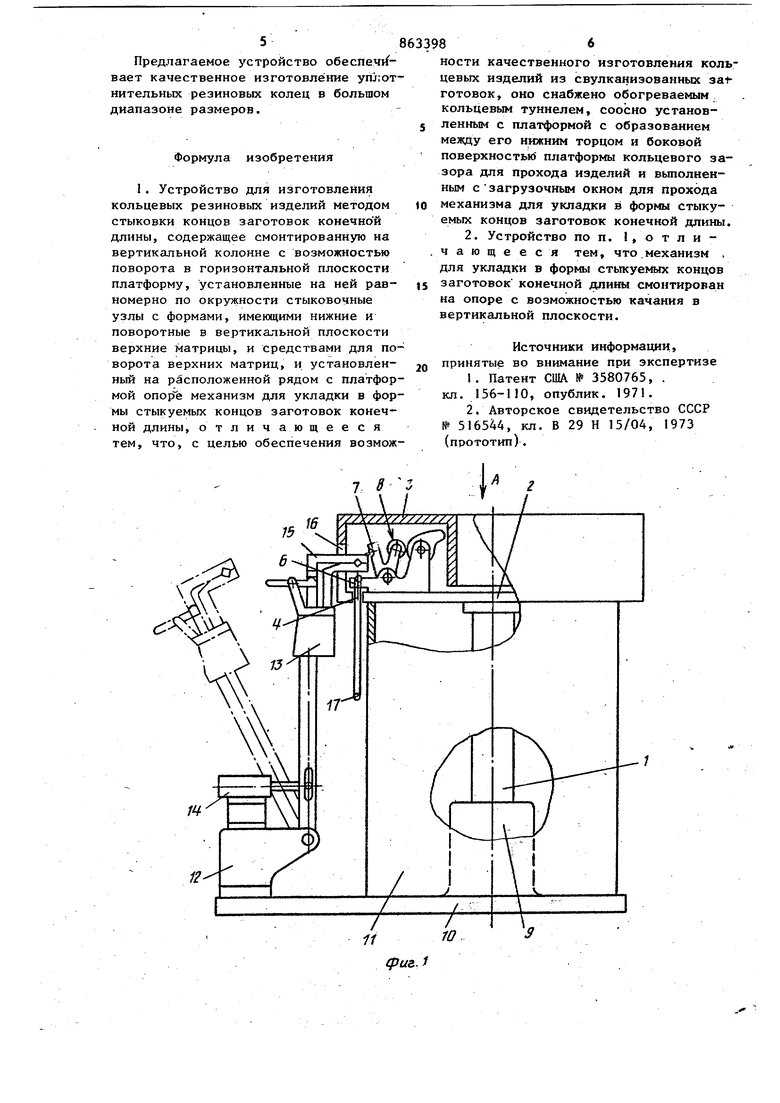
Однако данное устройство не обеспечивает возможности качественного изготовления изделий из свулканизованных заготовок, так как в этом слу чае необходимо нагревать место стыка заготовок, а остальную часть заготовок удерживать вне зоны нагрева, чтобы не произошло ухудшение их качества вследствие перевулканизации резины. , Целью изобретения является обеспечение возможности качественного изготовления кольцевых изделий из свулканизованных заготовок. Для достижения поставленной цели устройство для изготовления кольцевьг резиновых изделий методом стыковки концов заготовок конечной длины, содержащее смонтированную на вертикальной колонне с возможностью поворота в горизонтальной плоскости платформу установленные на ней равномерно по окружности стыковочные узлы с формами , имеющими нижние и поворотные в вертикальной плоскости верхние матрицы, и средствами для поворота верхних ,матриц и установленный на расположенной рядом с платформой опоре механизм для укладки в. формы стыкуемых концов Заготовок конечной длины снабжено обогреваемым кольцевым , соосно установленным с платформой с об разованием между его нижним торцом и боковой поверхностью платформы кол цевого зазора для прохода изделий и выполненным с загрузочным окном для прохода механизма для укладки в формы стыкуемьпс концов заготовок конечной Длины. Механизм для укладки в формы стыкуемых концов заготовок конечной ли ны смонтирован на опоре с возможностью качания в вертикальной плоскости На фиг. 1 изображено устройство для изготовления кольцевых резиновых изделий; на фиг. 2 - вид А на фиг.. Устройство для изготовления кольцевых резиновых изделий методом стыковки концов заготовок конечной длины содержит смонтированную на вертикальной колонне 1 с возможностью поворота в горизонтальной плоскости платформу 2 и обогреваемый кольцевой туннель 3, представляющий -собой злек рическую печь сопротивления. Туннель соосно установлен с платформой 2 с образованием между .его нижним торцом и боковой поверхностью платформы 2 кольцевого зазора 4 для прохода изделий. На платформе 2 установлены равномерно по окружности стыковочные узлы 5 с формами, имеющими нижние 6 и поворотные в вертикальной плоскости верхние 7 матрицы, и средствами В для поворота верхних матриц, например, в виде кулачковых пар. Матрицы 6 и 7 вьтолнены состоящими из тре секций, средние из которых имеют налравляюпре гнезда, а боковые - заимные Г11езда, причем одна пара сопряженных боковых секций верхних и нижних матриц установлена с возможностью перемещения вдоль оси направляюих гнезд для создания усилия стыкоики. Для дискретного поворота платормы 2 имеется привод 9, установленный на основании 10 и закрытый кожуом 1I. На расположенной рядом с ллатормой опоре 12 смонтирован с возожностью качания в вертикальной плоскости механизм 13 для укладки в ормы стыкуемых концов заготовок с риводом 14 и зажимами 15. Для проода зажимов 15 механизма 13 в наужной боковой стенке туннеля 3 выполнено окно 16. Для съема готовых зделий на позиции выгрузки установен механизм для съема (не показан). Устройство работает следунхцим образом. Свулканизованная заготовка 17 конечной длины, например, отрезок шприцованного шНура с подготовленными к стыковке концами, укладывается в зажимы 15 механизма 13. После этого механизм 13 приводом 14 поворачивается в вертикальной плоскости к платформе 2, при этом его зажимы 15 через окно 16 туннеля 3 подводятся к находящейся напротив позиции загрузки форме и укладывают стыкуемые концы заготовки 17 в ее нижнюю матрицу 6. Затем концы заготовки 17 фиксируются в направляющем гнезде и зажимаются в зажимных гнездах боковых секций нижних и верхних матриц при опускании последних, а зажимы 15 раскрываются, освобождая заготовку, и механизм 13 воз вращается в исходное положение. Одна пара боковых секций верхней и нижней матриц перемещается , вдоль оси направляющего гнезда, сводя стыкуе1« 1е концы заготовки 17 и производя стыковку их. Далее платформа 2 поворачивается приводом 9 на угол 45, и на позицию загрузки дается следующая форма. Цикл загрузки истыковки .повторяется. За время поворота каждой формы на угол 270 от позиции загрузки до позиции разгрузки происходит вулканизация стыка кольцевого резинового изделия в вулканизационном туннеле 3. На позиции разгрузки верхние матрицы поднимаются, раскрывая формы, и механизм для съёма готовых изделий сбрасывает готовое резиновое кольцо из формы. Предлагаемое устройство обеспечЯвает качественное изготовление нительных резиновых колец в большом диапазоне размеров. Формула изобретения 1. Устройство для изготовления кольцевых резиновых изделий методом стыковки концов заготовок конечной длины, содержащее смонтированную на вертикальной колонне с возможностью поворота в горизонтальной плоскости платформу, установленные на ней равномерно по окружности стыковочные узлы с формами, имеккцими нижние и поворотные в вертикальной плоскости верхние матрицы, и средствами для по ворота верхних матриц, и установленный на расположенной рядом с платфор мой механизм для укладки в фор мы стыкуемых концов заготовок конечной длины, отличающееся тем, что, с целью обеспечения возмож -cpus..1 86 ности качественного изготовления кольцевых изделий из свулканизованных за-h готовок, оно снабжено обогреваемым кольцевым туннелем, соосно установленным с платформой с образованием между его нижним торцом и боковой поверхность платформы кольцевого зазора для прохода изделий и вьтолненным сзагрузочным окном для прохода механизма для укладки в формы стыкуемых концов заготовок конечной длины. 2. Устройство по п. 1, о т л и чающееся тем, что,механизм , для укладки в формы стыкуемых концов заготовок конечной длины смонтирован на опоре с возможностью качания в вертикальной плоскости. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3580765, . кл. 156-110, опублик. 1971. 2,Авторское свидетельство СССР № 516544, кл. В 29 Н 15/04, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ЧЕРВЯЧНЫХ МАШИН РЕЗИНОВОЙ СМЕСЬЮ В ВИДЕ ЛЕНТЫ | 1994 |
|
RU2092314C1 |
| Устройство для стыковки полос обрезиненного полотна | 1982 |
|
SU1073129A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| Вагон для пакетированных грузов | 1988 |
|
SU1684200A1 |
| Устройство для изготовления цилиндрических оболочек из листового полимерного материала | 1987 |
|
SU1512781A1 |
| Устройство для стыковки концов камер пневматических шин | 1987 |
|
SU1481083A1 |
| Устройство для стыковки полос обрезиненного корда | 1990 |
|
SU1781079A1 |
| УСТРОЙСТВО для СОЕДИНЕНИЯ «встык» ЗАГОТОВОК ИЗ ЛИСТОВОГО ОБРЕЗИНЕННОГО МАТЕРИАЛА | 1969 |
|
SU250442A1 |
| Устройство для опрессовки металлокордных материалов | 1981 |
|
SU979166A1 |
| Устройство для гидропрессования с волочением | 1980 |
|
SU952400A1 |

