(54) МЕХАНИЧЕСКИЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-автомат | 1977 |
|
SU703205A1 |
| Механический пресс | 1976 |
|
SU647137A1 |
| Механический пресс | 1977 |
|
SU626981A1 |
| Механический пресс | 1982 |
|
SU1071358A1 |
| Механический пресс | 1980 |
|
SU897582A1 |
| Механический пресс | 1977 |
|
SU623744A1 |
| Устройство для многопереходной штамповки | 1977 |
|
SU721239A1 |
| Механический пресс | 1977 |
|
SU676470A2 |
| Механический пресс | 1977 |
|
SU626982A1 |
| Механический пресс | 1977 |
|
SU740526A1 |
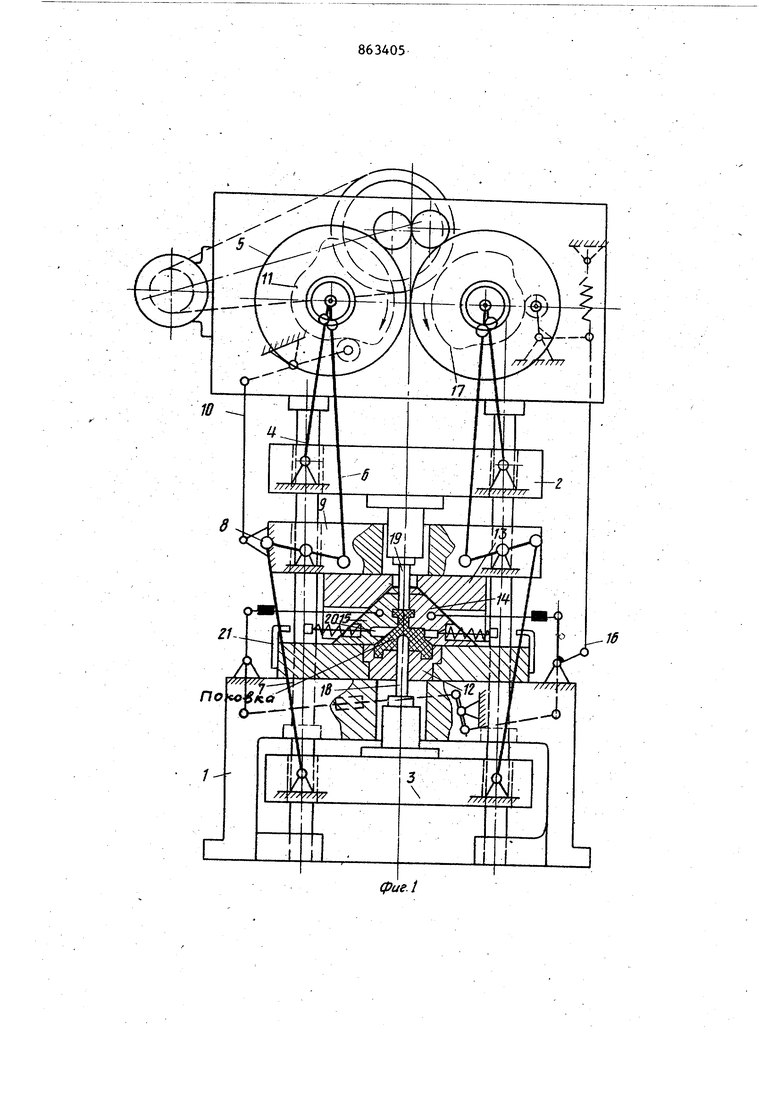
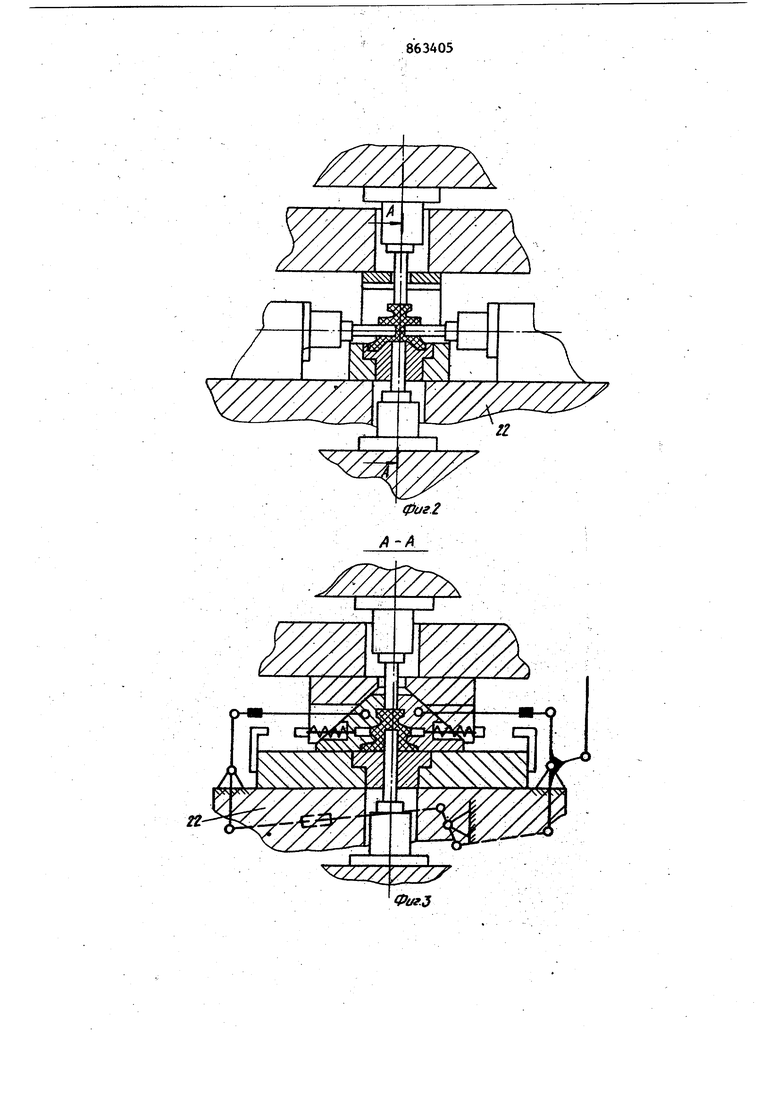
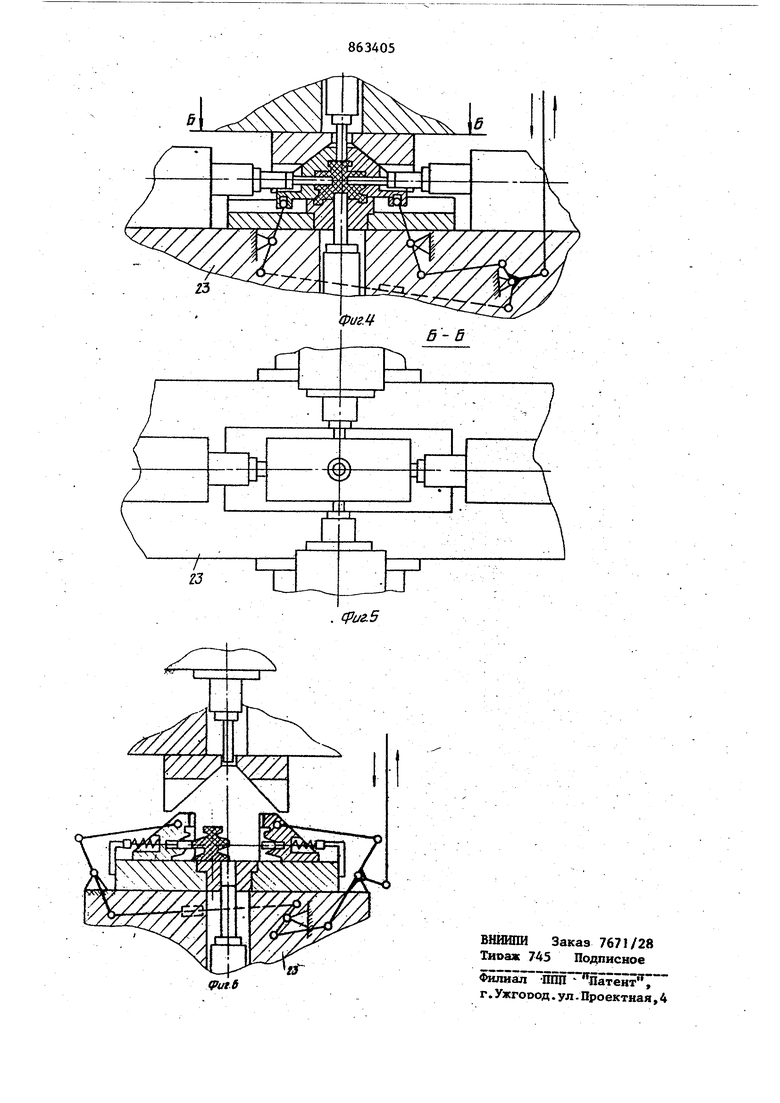
Изобретение относится к обработке металлов давлением, а именно к механическим прессам. Известен механический пресс, содержащий смонтированные на направляю- пщх станины деформирукидий, заж№4ной и дополнительные ползуны, а также установленную на столе пресса разъемную матрицу П. Недостатком пресса является невозможность изготовления изделий сложной формы. Цепью изобретения является расширение технологических возможностей путем обеспечения изготовления изделий более сложной формы. Цель достигается за счет того, что механический пресс, содержащий смонтирова-нные на направлякяцих станины деформирующий, зажимной и дополнительные ползуны, а также установленную на столе пресса разъемную матрицу снабжен .размещенной между столом и разъемной матрицей дополнительной матрицей, при ЭТОМ рабочие поверхности упомянутой разъемной матрицы и дополнительнойматрицы образуют замкнутую полость, а их плоскости разъема взаимно перпендикулярны. На фиг. изображен механический пресс с двумя ползунами, матрицей и дополнительной матрицейJ на фиг.2 механический пресс с четыры4я ползу- нами; на фиг;3 - разрез А-А йа фиг.2 на фиг.4 - механическийпр сс с шестью ползунами; на - разрез Б-Б на фиг.4 на фиг.6 - разъемная матрица в раскрйлтом состоянии. В станине 1 в направляющих установлены верхний деформирующий ползун 2 и нижний деформирующий ползун 3. Верхний деформирую1 й ползун соединён кривошипно-шатунным меха1Ш9мом 4 с приводом 5, с которым также соединен и нижний деформирующий ползун через кривошипно-шатунный механизм 6, гягц 7 И рычаги 8, шарнирно установленные на зажимном ползуне 9, Зажимной ползун механической системой 10 соединен с кулаком 11 кривопипа. На столе пресса установлена дополнительная матрица 12. На зажимном ползуне установлена призма 13 с наклонными костями. Между призмой и дополнительной матрицей на столе пресса установлены правая 1А и левая 15 полуматрицы разъемной матрицы, соединенные механической системой 16 с кулаком 17 кри вошипа привода. На нижнем деформирующем ползуне установлен пуансон 18, на верхнем - пуансон 19. Полуматрицы в необходимых случаяк имеют выталкиватели 20, работающие, например, от упоров 21. Ппоскость разъема дополнительной матрицы 12 перпендикулярна направлению перемещения зажимного пол зуна 9 и образует с полостью разъемной матрицы 14 замкнутую полость, кро ме того, плоскость разъема дополнительной матрицы перпендикулярна плоскости разъема разъемной матрицы. Полуматрицы разъемной матрицы на прессе могут устанавливаться двояким образом. На фиг.1 показана их установка параллельно фронту пресса (по направлению раскрытия)J на фиг.4 и 5 матрицы установлены на 6-ползунном прессе, при этом направление их раскрытия может быть выполнено как параллельным фронту пресса, так и перпендикулярным к нему. Работает пресс следующим образом. В исходном положении (фиг.б) в кон тейнер дополнительной матрицы 12 уст навливается заготовка (или загружается иной материал). Затем включается привод 5 пресса. При вращении кривошипов от кулака 17 через механическую систему 16 полуматрицы 14 и 15 разъем ной матрицы смыкаются. Одновременно с движением полуматриц разъемной матрицы сверху вниз перемещается зажимной ползун 9 с призмой 13, Перемещение зажимного ползуна производится от кулака 11 кривошипа через механическую систему 10. Зажимной ползун , имеет связь с приводом еще и через кривошипно-шатунный механизм 6, рыгчаги 8, установленные на зажимном ползуне, и тяги 7 с нижним деформирующим, ползуном 3. Кулак 11 профили руется таким образом, что при движении зажимного ползуна до упора в мат рицы нижний деформирующий ползун 3 с пуансоном 18 остается неподвижным (или незначительно перемещается). Как только аажимной ползун 9 остановится, начинает движение нижний деформирующий ползун, выталкивая заготовку в полость полуматриц 15 и 14 разъемной матрицы. К этому времени кривощипно-шатунным механизмом 4 ползун 2 с Пуансоном 19 также подводится к полз матрицам 14 и 15 разъемной матрицы. Встречным движением пуансонов 18 и 19 производится деформация материала и заполнение полостей разъемной матрицы и дополнительной матрицы 12. Кулаки 11 и 17 на время деформации обеспечивают выстой зажимного; ползуна и полуматриц 14 и 15 разъемной матрицы. В результате того, что рычаги 8 имеют опору на зажимном ползуне, усилие от деформирования передается через призму 13 на полуматрицы 14 и. 15 разъемной матрицы и дополнительной матрицы 12. Наличие призмы 13 позволяет обеспечить зажим как по параллельной, так и по перпендикулярной плоскостям разъема. После окончания деформирования производится подъем зажимного .ползуна 9, деформирующего ползуна 2 и раскрытие полуматриц 14 и 15 разъемной матрицы. Нижний деформирую1ций ползун в начальный момент.раскрытия полуматриц разъем-ной матрицы остается неподвижным, а затем перемещается вверх, выталкивая изделие из дополнительной матрицы 12, после чегр,, отводится в крайнее нижнее положение. Выталкивание изделия из дополнительной матрицы 12 может быть выполнено и выталкивателями (не показаны) известных конструкций. В этом случае, если дополнительная матрица 12 не имеет полостей и изделие может остаться в полуматрице 14 или в полуматрице 15 разъемной матрицы (фиг.З и 6), удаление его из полостей производится выталкивателями 20, действующими от упоров 21. Очередность срабатывания всех механизмов обеспечивается программой кулаков 11 и 17. Остановка пресса производится тормозом при крайнем верхнем положении зажимного 9 и деформируилцего 2 ползунов, нижнем положении ползуна 3 и раскрытом положении полуматриц 14 и 15 разъемной матрицы. Затем цикл повторяется. На фиг.2 и 3 показан 4-ползунный механический пресс 22, которьй раб.отает таким же образом. По сравнению с вьшеописанным прессом направление раскрытия полуматриц у него повернуто на 90, в результате чего боковые пуансоны действуют в плоскос-пс разъема по вертикали различно, т.е. они могут быть установлены не по одной оси, а также могут действовать и в перпендикулярной плоскости разъема дополнительной матрицы 12.
На фиг.4 и 5 показан 6-ползунньй (имеется ввиду число деформирукяцих ползунов) механический пресс 23, принцип работы которого также аналогичен описанному. Боковые пуансоны данного пресса действуют в плоскостях разъема полуматриц 14 и 15 разъемной матрицы и со стороны полуматриц .
При отсутствии полостей в дополнительной матрице 12 (фиг.4} изделие не может быть вытолкнуто из полуматриц 14 и 15 разъёмной матрицы при одновременном отводе полуматриц и пуансонов. В этом случае необходимо в программе кулаков 11 и 17 предусмотреть опережающее начальное Движение полуматриц 14 и 15 разъемной матрицы или ввести в конструкцию выталкивающие втулки на пуансоне или выталкиватели, расположенные по сторонам от пуансонов. Однако проще всего в этом случае выполнить в-дополнительной матрице 12 небольшое углубление ( или выступ порядка нескольких миллиметров (1-3 мм). Изделие будет оставаться на месте его формообразования , а незначительное искажение формы может быть исправлено последующей механической обработкой или при возможности оно может остаться в готовом изделии.
При подвижных частях нижней матрицы возникает опасность загрязнения направляющих и их повышенный износ. Для устранения этого явления необходимо предусмотреть соответствующие меры, например, вынос направляющих за пределы зон действия на них неблагоприятных факторов (в том числе горизонтальное исполнение пресса).
Расширение технологических возможностей предложенного механического пресса позволяет не только получать детали более сложных форм, но и увеличить номенклатуру изделий, получаемых за один переход, однопереходная же штамповка значительно облегчает механизацию и автоматизацию их производства, кроме того расширяются технологические возможности и многопереходной штамповки, и штамповки из предварительно спрофилированной заготовки
Формула изобретения
Механический пресс, содержащий смо тированные на направляюпщх станины деформирукщий, зажимной и дополнительные ползуны, а также установленную на столе пресса разъемную матрицу, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изгог товления изделий сложной формы, он снабжен размещенной между столом и разъемной матрицей дополнительной матрицей, при этом рабочие поверхности упомянутой разъемной матрицы образуют замкнутую полость, а их плоскости разъема взаимноперпендикулярны.
Источники информации, принятые во внимание при экспертизе
Ф1/г.З
