Изобретение относится к области литейного производства, в частности к конструкции форм для армированного литья.
Известна литейная форма для получения отливок, армированных трубами, содержащая опоку и трубки с фиксирующими элементами относительно опоки и полости формы.
Недостатком известного технического решения является то, что трубки в полости литейной формы привариваются к фиксирующим их элементам. В результате происходит ослабление стенки трубки или ее прожог, что приводит к браку отливки.
Кроме того, приспособление для фиксации труб относительно опоки значительно усложняет конструкцию литейной формы и создает неудобства при заливке лилейной формы жидким металлом/
Целью изобретения является улучшение качества отливки за счет предотвращеLO
С
ния изменения геометрии отливки с помощью фиксирующих элементов.
Указанная цель достигается тем, что в
00 известной литейной форме для отливки водоохлаждаемых элементов, армированных трубками, преимущественно панелей кристаллизаторов, содержащей опоку, литникоО ч вую систему и трубки с фиксирующими элементами, фиксирующие элементы внутtoри опоки выполнены с одной стороны в виде жесткой рамной конструкции, охватывающей трубки и опирающейся своим основанием в стенку формы, а с другой - в виде автономных упоров-жеребеек, расположенных в шахматном порядке, объединяющих несколько трубок и опирающихся своими основаниями в противоположную стенку формы, при этом концы трубок соединены между собой жесткой связью, а шаг упоров с обеих сторон трубок равен 5-20 диаметрам трубок.
Такое конструктивное выполнение фик-, сирующих элементов трубок предотвращает их деформацию в процессе заливки, а замена сварки при креплении трубок к фиксирующим элементам на распорку трубок между стенками литейной формы предотвращает брак отливки из-за ослабления или прожога трубки.
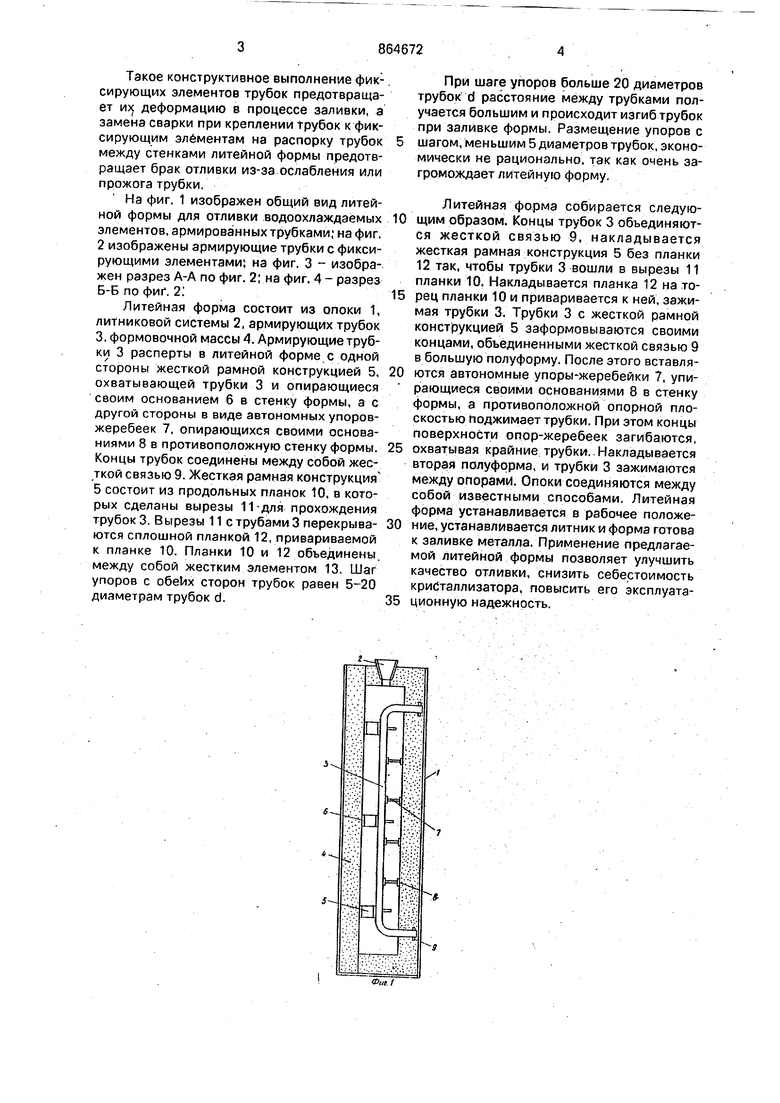
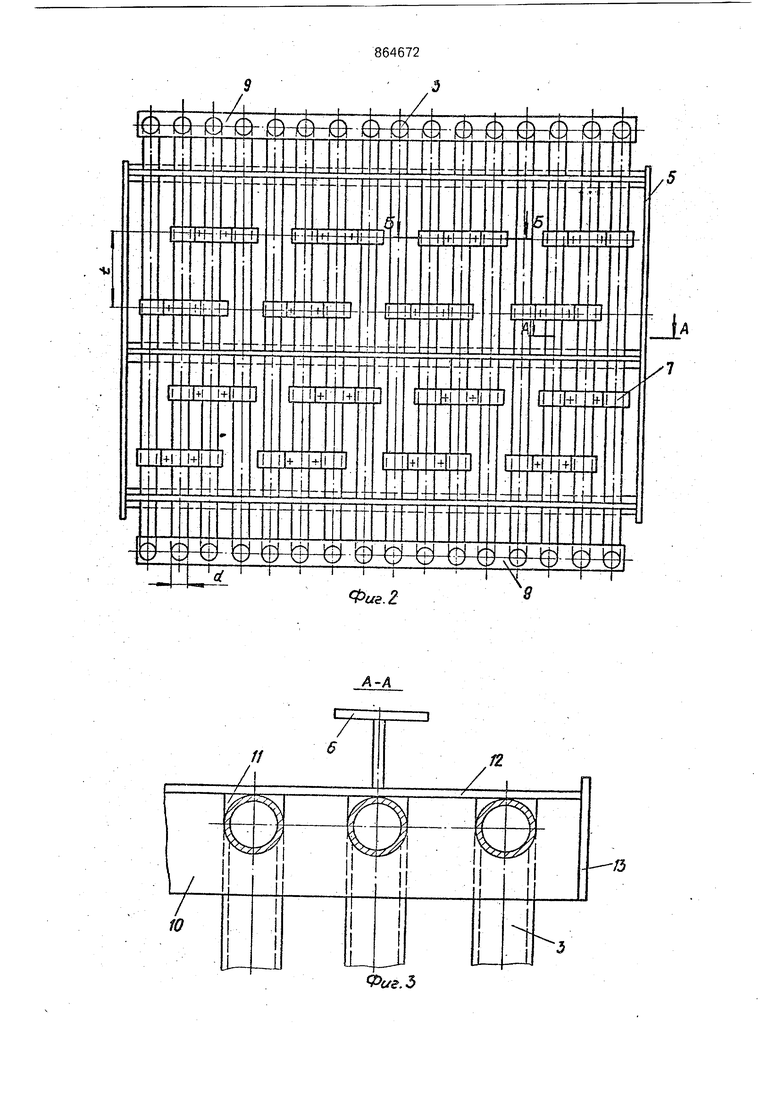
На фиг. 1 изображен общий вид литейной формы для отливки водоохлаждаёмых элементов, армированных трубками, на фиг. 2 изображены армирующие трубки с фиксирующими элементами; на фиг. 3 - изображен разрез А-А по фиг. 2; на фиг. 4 - разрез Б-Б по фиГ. 2.
Литейная форма состоит из опоки 1, литниковой системы 2, армирующих трубок 3. формовочной массы 4. Армирующие трубки 3 расперты в литейной форме с одной стороны жесткой рамной конструкцией 5, охватывающей трубки 3 и опирающиеся своим основанием 6 в стенку формы, ас другой стороны в виде автономных упоровжеребеек 7, опирающихся своими основаниями 8 в противоположную стенку формы. Концы трубок соединены между собой жесткой связью 9. Жесткая рамная конструкция 5 состоит из продольных планок 10. в которых сделаны вырезы 11-для прохождения трубок 3. Вырезы 11 с трубами 3 перекрываются сплошной планкой 12, привариваемой к планке 10. Планки 10 и 12 объединены, между собой жестким элементом 13. Шаг упоров с обеих сторон трубок равен 5-20 диаметрам трубок d.
При шаге упоров больше 20 диаметров рубок d расстояние между трубками получается большим и происходит изгиб трубок при заливке формы. Размещение упоров с шагом, меньшим 5 диаметров трубок, экономически не рационально, так как очень загромождает литейную форму.
Литейная форма собирается следующим образом. Крнцы трубок 3 объединяются жесткой связью 9, накладывается жесткая рамная конструкция 5 без планки 12 так, чтобы трубки 3 вошли в вырезы 11 планки 10. Накладывается планка 12 на торец планки 10 и гтриваривается к ней. зажимая трубки 3. Трубки 3 с жесткой рамной конструкцией 5 заформовываются своими концами, объединенными жесткой связью 9 в большую полуформу. После этого вставляются автономные упоры-жеребейки 7, упирающиеся своими основаниями 8 в стенку формы, а противоположной опорной плоскостью Поджимает трубки. При этом концы поверхности опор-жеребеек загибаются,
охватывая крайние трубки. Накладывается вторая полуфррма, и трубки 3 зажимаются между опорами. Опоки соединяются между собой известными способами. Литейная форма устанавливается в рабочее положение, устанавливается литник и форма готова к заливке металла. Применение предлагаемой литейной формы позволяет улучшить качество отливки, снизить себестоимость кристаллизатора, повысить его эксплуатационную надежность.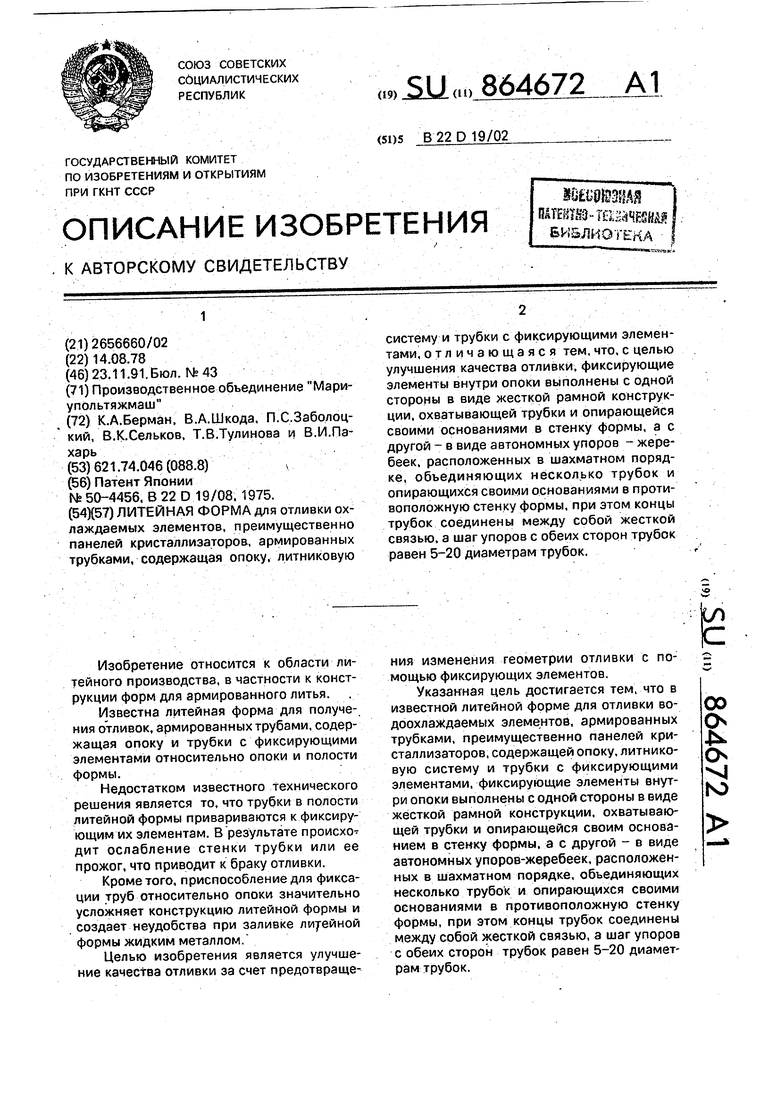
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для отливки цилиндрических корпусов | 1979 |
|
SU811592A1 |
| Литейная форма для отливки охлаждаемых элементов | 1979 |
|
SU876285A1 |
| Способ изготовления блочной конструкции печной стенки металлургической печи | 1979 |
|
SU927103A3 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Комбинированная литейная жеребейка | 1991 |
|
SU1790466A3 |
| Пресс-форма для литья под давлением | 1977 |
|
SU704718A1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАДИТЕЛЬНЫХ ПЛИТ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1970 |
|
SU287252A1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
щ.
3±t
Зй
т
3
UJi
Jt
Т+1Л
Ж
З-л
iI4M-M-I
+
I 11
д
/
на
it
1
Х7
Е
It
Е
it
±iL
ж
-IЧ
д
Фг/г.2
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
