(54) ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВКИ ОХЛАЖДАЕМЫХ ЭЛЕМЕНТОВ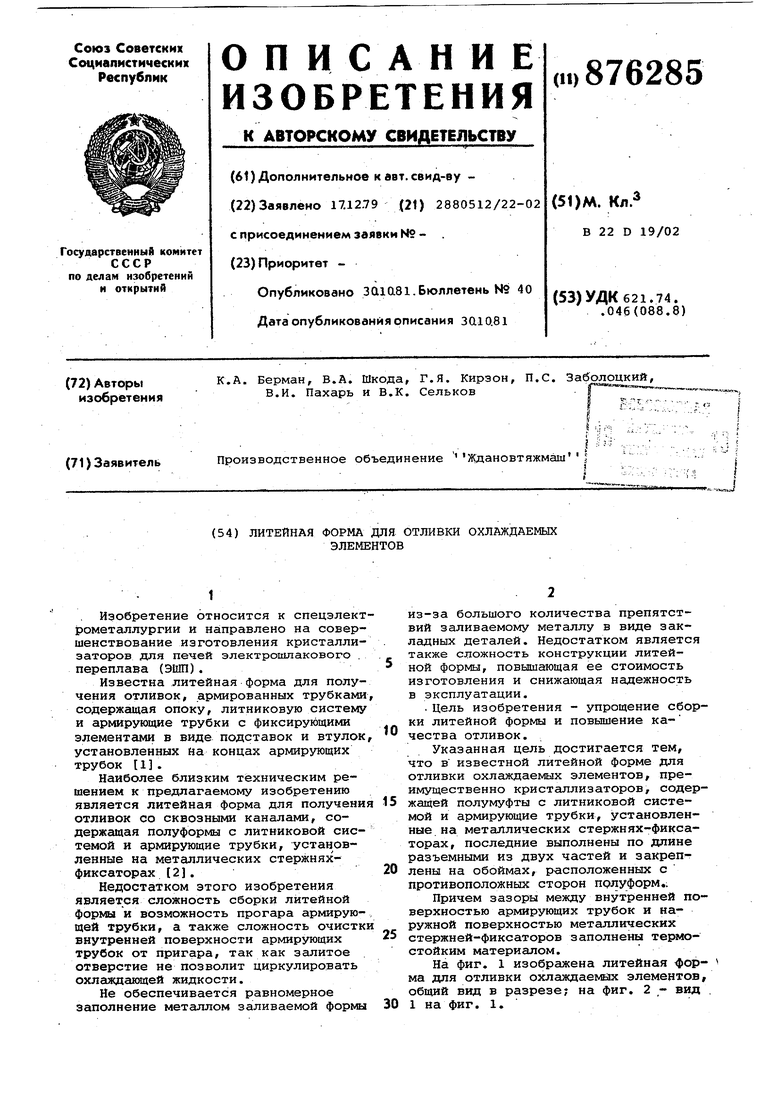

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для отливки цилиндрических корпусов | 1979 |
|
SU811592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 2003 |
|
RU2254206C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Литейная форма для отливки заготовок штампов | 1989 |
|
SU1770067A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| ЛИТЕЙНАЯ ФОРМА | 2015 |
|
RU2582844C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
1
Изобретение относится к спецэлектрометаллургии и направлено на совершенствование изготовления кристаллизаторов для печей электрошлакового переплава (ЭШП).
Известна литейная форма для получения отливок, армированных трубками, содержащая опоку, литниковую систему и армирующие трубки с фиксирующими элементами в виде подставок и втулок, установленных на концах армирующих трубок 1.
Наиболее близким техническим решением к предлагаемому изобретению является литейная форма для получения отливок со сквозными каналами, содержащая полуформы с литниковой системой и армирующие трубки, установленные на металлических стерзкняхфиксаторах 2.
Недостатком этого изобретения является сложность сборки литейной формы и возможность прогара армирующей трубки, а также сложность очистки внутренней поверхности армирующих трубок от пригара, так как залитое отверстие не позволит циркулировать охлаждающей жидкости.
Не обеспечивается равномерное заполнение металлом заливаемой формы
из-за большого количества препятствий заливаемому металлу в виде закладных деталей. Недостатком является также сложность конструкции литейной формы, повышающая ее стоимость изготовления и снижающая надежность в эксплуатации.
. Цель изобретения - упрощение сборки литейной формы и повышение качества отливок.
Указанная цель достигается тем, что в известной литейной форме для отливки охлаждаемых элементов, преимущественно кристаллизаторов, содержащей полумуфты с литниковой системой и армирующие трубки, установленные на металлических стержнях-фиксаторах, последние выполнены по длине разъемными из двух частей и закреплены на обоймах, расположенных с противоположных сторон полуформ,;
Причем зазоры между внутренней поверхностью армирующих трубок и наружной поверхностью металлических стержней-фиксаторов заполнены термостойким материалом.
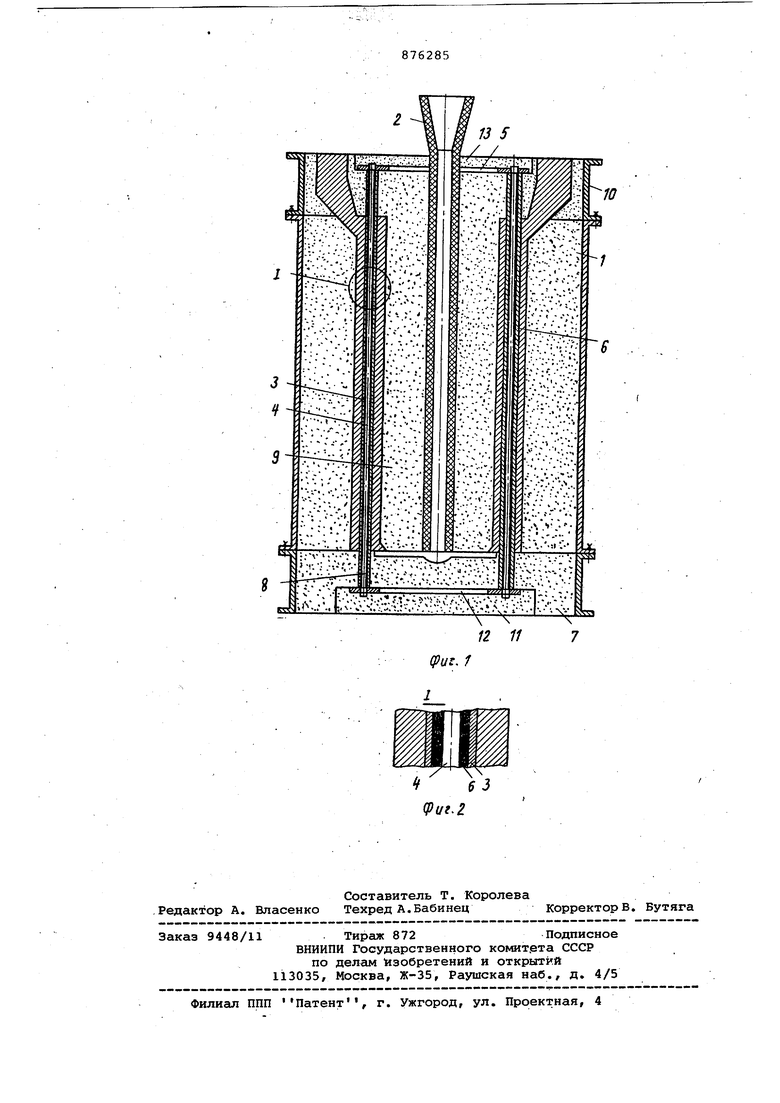
На фиг. 1 изображена литейная форма для отливки охлаждаемйх элементов, общий вид в разрезе; на фиг. 2 ,- вид . 1 на фиг. 1.. Литейная форма содержит среднюю часть 1, в которой размещена литнико вая система 2. Армирующие трубки 3 размещены в полости литейной формы и установлены в рабочем положении на металлических стержнях-фиксаторах 4 жестко закрепленных на кольцевой обо ме 5. Для предотвращения сплавления этих стержней 4 с расплавленным металлом при прогаре армирующих трубок 3, между ними размещен термостойкий материал 6. В нижней части 7 установлены короткие металлические стержни 8. Формовочный стержень 9 служит для формирования внутренней поверхности отливки. Литейная форма включает также верхнюю отъемную часть 10. В нижней части 7 выполнена полость 11, в которой размещена коль цевая обойма 12. На кольцевой обойме 12 жестко закреплены короткие металлические стержни 8. В верхней части стержня 8 выполнена полость 13, в которой установлена обойма 5. Для упрощения разборки литейной формы после отливки и многократного использования обоймы 12 и 5 с приваренными металлическими стержнями 8 и 4, к нижней кольцевой обойме 12 привареныкороткие стержни- 8, а к верхней кольцевой обойме 12 - длинные стержни 4. Суммарная рабочая длина металлических стержней 4 и 8 равна длине армирующих трубок. Изготовление литейной формы начи нается с формовки нижней части 7 формы с полостью 11 и отверстиями под армирующие трубки 3. Располагают нижнюю часть 7 таким образом, чтобы полость 11 оказалась вверху. Устанавливают в полость обойму 12 с жес ко закрепленными короткими стержням 8 таким образом, чтобы стержни 8 проходили по центру отверстий под армирующие трубки. Заформовывают по лость 11. Ставят нижнюю часть 7 в рабочее положение. На нее устанавливают фор мовочный стержень 9 с полостью 13 и отверстиями под армирующие трубки 3 Вставляют армирующие трубки 3 в отверстия формовочного стержня 9 и нижней части 7, Заполняют армирующие трубки. 3 уплотняющей смесью б, приготовленной из графитового порош ка и воды и доведенной до киселеобразн9й консистенции в объеме, необходимом для заполнейия пространства ыежр армирующими трубками 3 и стер кчями 4 и 8. Опускают стержни 4 жестко закрепленные к кольцевой обой ме 5 в армирующие трубки 3. При это уплотняющая смесь вьадавливается стержнями 4 и заполняет все пространство между армирующими трубками 3 и стержнями 4 и 8. Заполняют и уплотняют полость 13 формовочной массой. После очйстки нижней части 7 от мусора , устанавливают среднюю часть 1 и верхнюю часть 10, крепя их между известными способами. Устанавливают воронку литниковой системы 2. Литейная форма готова к заливке жидкого метгшла. После остывания отливки освобождается полость 11 и 13 от формовочной массы и извлекается кольцевая обойма 12 с короткими стержнями 8 и кольцевую обойму 5 с длинными стержнями 4. При этом целесообразно, чтобы температура плавления металлических стержней 4 и 8 была выше темп.ературы плавления заливаемого металла. Это необходимо для того, чтобы, в случае прогара армирующей трубки 3, заливаемый металл не сплавился со стержнем 4 и .8. Внедрение предлагаемого изобретения позволит снизить брак при отливке кристаллизаторов по причине изменения геометрических размеров заготовки и прожога армирующих трубок на 30%. Формула изобретения Литейная форма для отливки охлаждаемых элементов, преимущественно кристаллизаторов, содержащая несколько частей с литниковой системой и армирующие трубки, установленные на металлических стержнях-фиксаторах, отличающаяся тем, что, с целью упрощения сборки литейной формы и повышения качества отливаемых охлаждаемых элементов, металлические стержни-факсаторы выполнены по длине разъемными их двух частей и закреплены на обоймах, расположенных с проивоположных сторон литейной формы. Литейная форма по п. 1, отличающаяся тем, что зазоры между внутренней поверхностью армирующих трубок и наружной поверхностью металлических стержней и фиксаторов заполнены термостойким материалом. Источники информации, принятые во вняманив при экспертизе . 1. Патент Японии 50-4456,кл. 11 В 083, 1975. 2. Патент Японии № 1735, кл. 11 А 220,3, 1968.
