(5) УСТРОЙСТВО УПРАВЛЕНИЯ ПРИВОДОМ НАЖИМНЫХ ВИНТОВ КЛЕТИ ПРОКАТНОГО СТАНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Устройство импульсного регулирования положения нажимных винтов | 1980 |
|
SU942836A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1990 |
|
SU1704873A1 |
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| Устройство автоматического управления реверсивным станом горячей прокатки | 1982 |
|
SU1084093A1 |
| Устройство для измерения межклетевого натяжения проката | 1985 |
|
SU1247114A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
1
Изобретение относится к прокатному производству и может быть использовано в системах автоматического управления прокатными станами.
Известно устройство автоматического управления приводом нажимных винтов, предназначенное для осуществления регулирования толщины полосы Cl J.
Это устройство не содержит элементов, ограничивающих предельные нагруз-ц ки по усилию прокатки и току главного привода клети.
Усилия прокатки и токи главных приводов клетей непрерывных широкополосных прокатных станов определяются pe-jj жимом обжатий, температурой и твердостью прокатываемой полосы, уровнем межклетевых натяжений и выбираются таким образом, чтобы равномерно загрузить клети по току и допустимому 2о усилию прокатки.
Однако из-за различного рода отклонений от нормального технологического режима прокатки (прокатка захоложенной полосы в случае горячей прокатки, неправильное распределение обжатий при начальной .настройке,-неправильная настройка регуляторов толщины и т. д.) могут возникать перегрузки отдельных клетей по току главного привода и усилию прокатки. Превышение усилием прокатки предельно допустимого значения приводит к поломке рабочих валков, а достижение током главного привода значение тока отсечки приводит к размыканию регулятора скорости главного привода и как следствие к аварии из-за невозможности поддержания заданного натяжения полось и величины петли.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для регулирования толщины полосы, в котором перегрузки, связанные с работой регулятора толщины, частично ограничиваются. Это устройство содержит датчики усилия прокатки и положения нажимных винтов, задатчики номинальных значений усилий прокатки и положения нажимных BHHTtoB, первый и второй блоки сравнения, первые входы которых соединены с выходами датчиков, усилия прокатки и положения нажимных винтов, а вторые входы соответственно с задат чиками усилия прокатки и положения на жимных винтов, блок -фильтра эксцентри ситета опорных валков, вход которого соединен с выходом первого блока срав нения, блок регулятора степени компен сации разнотолщинности, вход которого соединен с выходом блока эксцентриситета опорных валков, блок ограничения вход которого соединен с выходом блока регулятора степени компенсации раз нотолщинности, датчик наличия металла, вход которого соединен с выходом датчика усилия прокатки, первый ключ, управляющий вход которого соединен с выходом датчика наличия металла, айнформационный вход с выходом блока ограничения изменения давления, сумматор, первый вход которого соединен с выходом второго блока сравнения, а второй вход соединен с выходом первого ключа, блок защиты от чрезмерного усилия в клети, содержащий задатмик предельно допустимого значения усилия прокатки и компаратор, первый вход которого соединен с выходом датчика уси лия прокатки, а второй вход соединен с выходом задатчика предельно допустимого значения усилия прокатки, второй ключ, управляющий вход которого соединен с выходом первого компаратора, а информационный вход соединен с выходом сумматора, привод нажимных винтов, вход которого соединен с выходом второго ключа. Устройство работает следующим образом. При появлении возмущения в клети изменяется давление металла на валки,, измеряемое датчиком усилия прокатки. Сигнал изменения усилия прокатки проходит через блок фильтра эксцентриситета опорных валков, блок регулятора степени комг пенсации разнотолщинности, блок ограничения, первый ключ и появляется на выходе сумматора. Под действием этого сигнала включаются двигатели нажимного устройства, которые перемещают нажимные винты в сторону уменьшения разнотолщинности, вызванной изменением усйлия прокатки. Перемещение нажимных 55
винтов происходит до тех пор, пока на выходе сумматора сигнал не стане звиым нулю. При этом блок ограничения
ка сравнения, а второй вход соединен с выходом ключа, привод нажимного механизма, вход которого соединен с выо(-раничивает перемещение нажимных винтов в процессе регулирования толщины, если изменение усилия прокатки превышает установленные пределы С2 J В случае превышения величины усилия прокатки заданного максимального значения срабатывает компаратор в блоке защиты от чрезмерного усилия и осуществляет отключение регулятора толщины от системы управления электроприводом нажимных винтов посредством закрывания второго ключа. Таким образом, в данном устройстве ограничивается перемещение нажимных винтов в случае, если изменение усилия прокатки или его отклонение от задания превысят заданные величины в процессе регулирования толщины полосы.; Однако, если перегрузка клети связана не с движен1 ем нажимных винтов В процессе регулирования толщины, а с неудачной начальной настройкой, прокаткой захоложенной полосы, чрезмерным темпом ускорения и т. д,, устрой-г ство не защищает клеть от аварии. Кроме того, в данном устройстве отсутствуют элементы контроля тока главного привода. Цель изобретения - снижение аварийных простоев стана за счет предупреждения перегрузок прокатной клети по усилию прокатки и току главного привода. Поставленная цель достигается тем, что устройство, содержащее датчики усилия прокатки и положения нажимных винтов, задатчики номинального усилия прокатки и положения нажимных винтов, первый и второй блоки сравнения, первые входы которых соединены с выходами датчиков усилия прокатки и положения нажимных винтов, задатчик предельно допустимого значения усилия прокатки, первый компаратор, первый вход которого соединен с выходом датчика усилия прокатки, а второй вход соединен с выходом задатчика предельно допустимого значения усилия прокатки, блок ограничения, вход которого соединен с выходом первого блока сравнения. датчик наличия металла, ключ, управляющии вход которого соединен с выходом датчика наличия металла, а информационный вход соединен с выходом блока ограничения, сумматор, первый вход соединен с выходом второго блоходом сумматора, дополнительно снабжено датчиком тока главного привода, задатчиком предельно допустимого значения тока главного привода, вторым
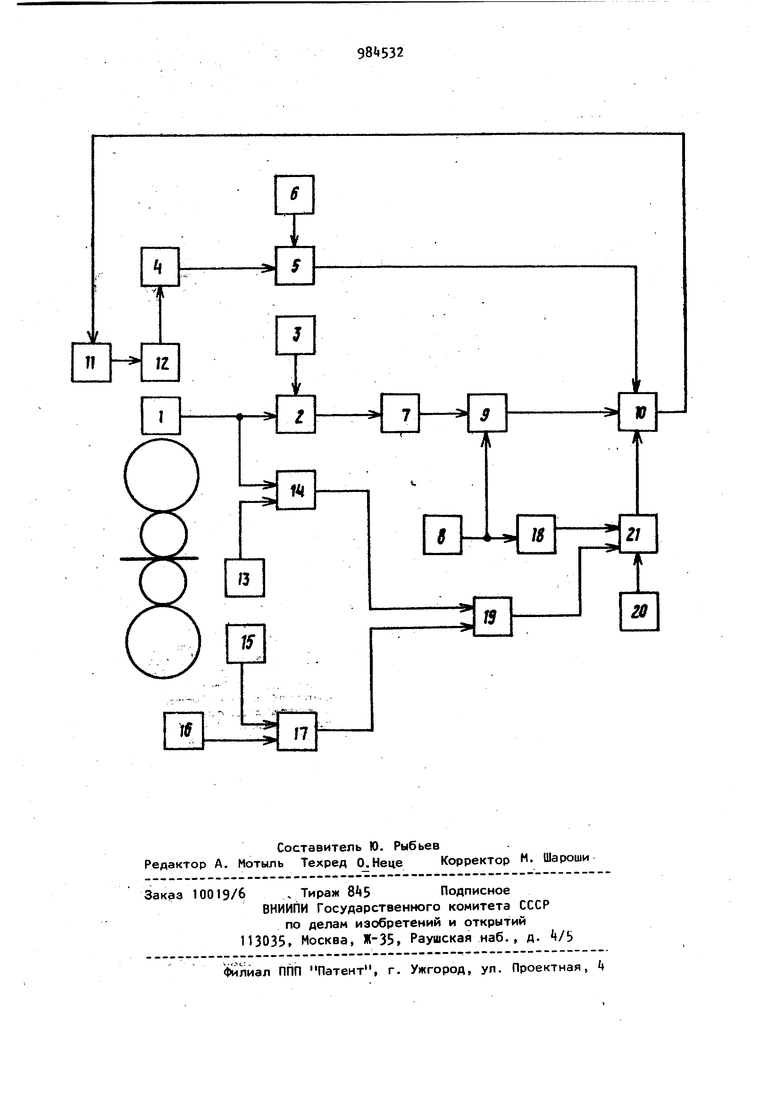
компаратором, первый вход которого со-5 дом второго блока 5 сравнения, блок 7 единен с выходом датчика тока главного привода, а второй вход с выходом задатчика предельно допустимого значения тока главного привода, эталонным источником тока, инвертором, логи 0 ческим сумматором, первый, вход которого соединен с выходом первого компаратора, а второй вход соединен с выходом второго компаратора, интегратором управляющий вход которого соединен с выходом логического сумматора, вход соединен с выходом эталонного источни ка, а сбросовый вход соединен с выходом инвертора, вход которого соединен с датчиком наличия металла, а выход интегратора соединен с дополнительным входом сумматора. Введение в устройство датчика тока главного привода, задатчика .предельно допустимого значения тока главного привода и второго компаратора позволяет получить сигнал о превышении максимал но допустимой величины тока главного привода. Введение логического сумматора, ин тегратора и эталонного источника позволяет при превышений предельно допустимых величин усилия прокатки и тока главного привода осуществить подъем нажимных винтов до тех пор, пока усилие прокатки и/или ток главного привода не станут меньше предельно допустимых величин. Введение инвертора, соединенного с датчиком наличия металла и сбросовым входом интегратора, позволяет при выходе полосы из клети сбросить интег ратор в ноль и при этом установить нажимные винты в исходное положение. Таким образом, введение новых и связей позволяет предупредитьперегрузку клети по усилию прокатки и току главного привода и тем самым снизить аварийные простои стана. На чертеже приведена блок-схема устройства. Устройство содержит датчик 1 усилия прокатки, первый блок 2 сравнения первый вход которого соединен с выходом датчика 1 усилия прокатки, задатчик 3 номинального усилия прокатки, соединенный с вторым входом первого блока 2 сравнения, датчик i положения нажимных винтов, второй блок 5 сравне
98А532
йия, первый вход которого соединен с выходом датчика 4 положения нажимных винтов, задатчик 6 положения нажимных винтов, который соединен с вторым вхоограничения, вход которого соединен с выходом первого блока 2 сравнения, датчик 8 наличия металла, ключ 9, управляющий вход которого соединен с выходом датчика 8 наличия металла, а информационный вход соединен с выходом блока 7 ограничения, сумматор 10 первыи вход которого соединен с выходом ключа 9, а второй вход соединен с выходом второго блока 5 сравнения, привод t1 нажимного механизма 12, ; вход которого соединен с выходом сумматора 10, задатчик 13 предельно допустимого усилия прокатки, первый компаратор Н, первый вход которого соединен с выходом датчика 1 усилия прокатки, а второй вход соединен с выходом задатчика 13 допустимого усилия прокатки, датчик 15 тока главного привода, задатчик 16 предельно допустимого значения тока главного привода, второй компаратор 17, первый.вход которого соединен с выходом датчика 15 тока главного привода, а второй вход с задатчиком 16 тока главного привода, инвертор 18, вход которого соединен с выходом датчика 8 наличия металла, логический сумматор 19, первый вход которого соединен с выходом первого ксмпаратора И, а второй вход с выходом второго компаратора 17, эталонный источник 20 напряжения, интегратор 21, вход которого соединен с выходом эталонного источника 20, сбросовый вход интегратора 21 соединен с выходом инвертора 18, а управляющий ВХОД с выходом логического сумматора Устройство работает следующим образом. При входе металла в клеть сигнал с выхода датчика 8 наличия металла, открывает ключ 9 и через инвертор 18 снимает сигнал со сбросового входа интегратора 21, подготавливая его к работе. При изменении усилия прокатки сигнал с выхода датчика 1 усилия прокатки через элемент 2сравнения, блок 7 ограничения и сумматор 10 поступает на вход привода 11 нажимных винтов 12, вызывая перемещение нажимных винтов в сторону уменьшения раз-i нотолщинности полоЛ, вызванной изменением усилия прокатки. Перемещение нажимных винтов продолжается до тех .
пор, пока сигнал на выходе сумматора 10 не станет равным нулю благодаря отрицательной обратной связи, поступающей от датчика t положения нажимных винтов через элeмeнt 5 сравнения, В слумае, если сигнал усилия прокатки или тока главного привода превысят максимально допустимые величины, задаваемые соответственно задатчиками 13 и 16, на выходах компараторов Н или 17 появляется сигнал логической М, который через логический сумматор 19 переводит интегратор 21 в режим интегрирования. Благодаря тому, что вход интегратора 21 подключен к эталонному источнику 20, на выходе интегратора 21 появляется сигнал, вызывающий подъем нажимных винтов до тех пор, пока усилие прокатки и/или ток главного привода не; станет меньше предельно допустимой величины и компараторы И (17) не отключатся. При отключении компараторов 14 и 17 интегратор 21 переводится в режим хранения и движение нажимных винтов прекращает ся. При выходе полосы из клети пропадает сигнал на выходе датчика 8 наличия металла, отключается ключ 9 и через инвертор 18 интегратор 21 сбрасывается в ноль. При этом нажимные винты устанавливаются в исходное положение, определяемое задатчиком 3.
Таким образом, в предлагаемом устройстве предупреждается перегрузка клети по усилию прокатки и току главного привода. Экономическая эффективность от применения предлагаемого устройства составит не менее §0 тыс. руб в год на одном прокатном стане.
Формула изобретения
Устройство управления приводом нажимных винтов клети стана .горячей прокатки, содержащее датчики усилия прокатки и положения нажимных винтов, задатчики номинального усилия прокатки и положения нажимных винтов, первый и второй блоки сравнения, первые sxoды которых соединены с выходами датчиков усилия прокатки и положения нажимных винтов, задатмик предельно допустимого значения усилия прокатки.
первый..компаратор, первый вход которого соединен с выходом датчика усилия прокатки, а второй вход соединен с выходом задатчика предельно допустимого значения усилия прокатки, блок ограничения, вход которого соединен с выходом первого блока сравнения, датчик наличия металла, ключ, управляющий вход которого соединен с выходом датчика наличия металла, а информационный вход соединен с выходом блока ограничения, сумматор, первый вход которого соединен с выходом второго блока сравнения, а второй вход соединен с выходом ключа, привод нажимного механизма, вход которого соединен с выходом сумматора, отличающ ее с я тем, что, с целью снижения аварийных простоев стана за счет предупреждения перегрузок прокатной клети по усилию прокатки и току главного привода, оно дополнительно снабжено датчиком тока главного привода, задатчиком предельно допустимого значения тока главного привода, вторым компаратором, первый вход которого соединен с выходом датчика тока главного привода, а второй вход с выходом задатчика предельно допустимого значения тока главного привода, эталонным источником напряжения, инвертором, логическим сумматором, первый вход которого соединен с выходом первого компаратора, а второй вход соединен с выходом второго компаратора, интегратором управляющий вход которого соединен с выходом логического сумматора, вход соединен с выходом эталонного источника, а сбросовый вход соединен с выходом инвертора, вход которого соединен с датчиком наличия металла, а выход интегратора соединен с дополнительным входом сумматора.
Источники информации, принятые во внимание при экспертизе
