(54) СВЕРЛИЛЬНЫЙ СТАНОК Изобретение относится к области измерительных и контрольных устройст в сверлильных станках, в частности к приспособлениям, сигнализирующим о повреждении инструмента в процессе сверления и может быть использовано в машиностроении, например при сверлении сопловых отверстий в корпусах распылителей форсунок дизельных двигателей. Известно пневматическое устройст. во для контроля целостности режущего инструмента,содержащее сопла для подачи воздуха под давлением на инструмент, и датчики давления Ij , Однако металлическая стружка изна шивает пневматические сопла и снижает долговечность такой конструкции. Это устройство требует создания пнев мосистелы и приводит к удорожанию станка. При необходимости контроля сверл малого (менее 1 мм) диаметра или коротких, применение конструкции затруднено.. известен также сверлильный станок содержащий устройство подачи инструмента и датчик окончания сверления, подключенный к устройству через бло управления. Наличие датчика и блока управления позволяет контролировать окончание подачи сверла р2. Недостатком известного станка является то, что, в случае поломки сверла устройство подачи сверла продолжает подачу до заранее определенного выключателем положения. В результате снижается производительность станка и появляется брак в расположении просверливаемых отверстий, их геометрии, или вообще отверстия не просверливаются. Цель изобретения - повышение про изводительности и уменьшение брака в случае отсутствия сверления из-за поломки сверла. Указанная цель достигается тем, что станок снабжен датчиком начала сверления и блоком контроля времени сверления, причем выход датчика начала сверления подключен к одному из входов блока контроля времени сверления, другой вход которого соединен с выходом датчика .окончания сверления, а выход блока контроля времени сверления подключен к блоку . управления. I На чертеже представлена схема oi-vществления способа.
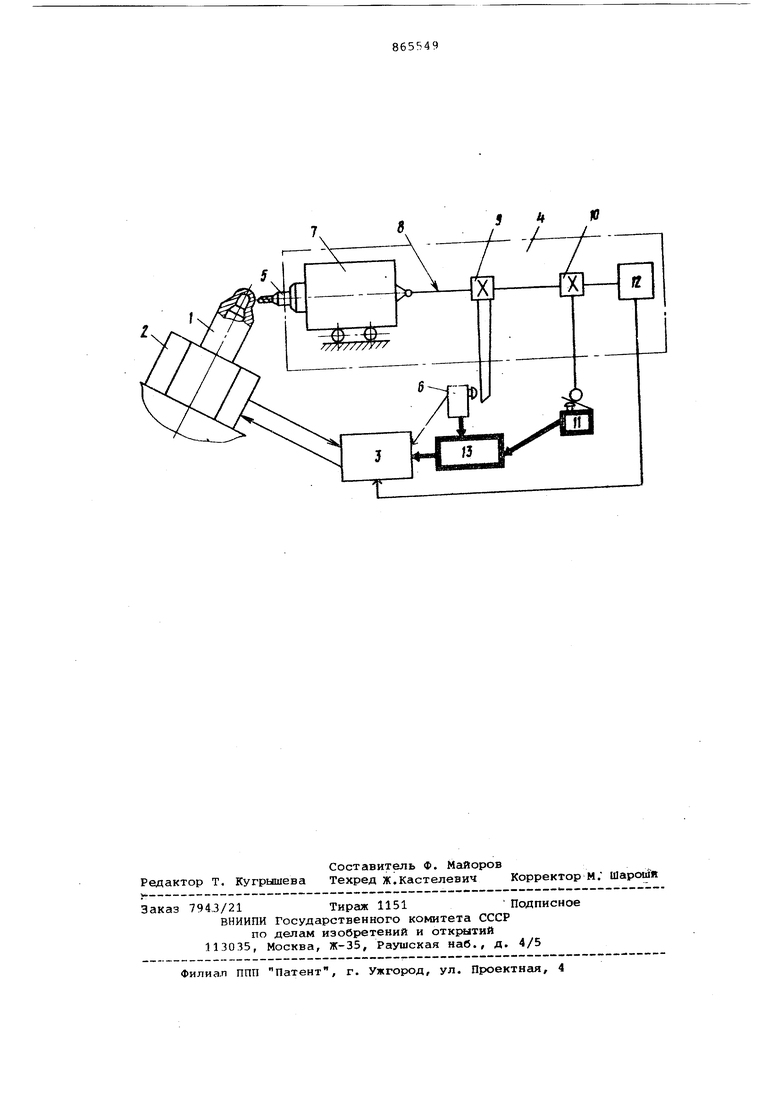
Обрабатываемая деталь 1 установлена в механизме 2 поворота и фиксации Блок 3 управления связан с механизмом 2 и с устройством 4 подачи сверла 5 через датчик 6 окончания сверления. Устройство подачи состоит из шптщеля 7, в котором закреплен инструмент 5, соединительной тяги 8, на которой закреплены флажки 9 и 10, датчиков 6 и 11 соответственно окончания и начала сверления, и устройства 12, обеспечивающего привод.
Блок 13 контроля времени сверления связан с блоком 3 управления и имеет задатчик двух выдержек времени. Первая выдержка времени равна времени прохождения шпинделя сташса от одного датчика до другого при отсутствии сверления, а вторая настроена на время сверления по экономической стойкости инструмента.
Станок работает следующим образом После установки детали 1 в механизме 2 поворота и фиксации производят запуск станка. Блок 3 управления включает механизм 4 подачи сверла 5. Сверло проходит к обрабатываемой поверхности, срабатывает датчик 11 начала сверления. При этом,запускается блок 13 контроля времени сверления. Если сверление отсутствует из-за слома сверла, то время прохождения шпинделя от одного датчика до другого равно времени свободного хода, заданному в блоке контроля времени, при этом блок выдает сигнал в устройство подачи на возврат шпинделя в исходное состояние и включает сигнализацию.
При изношенном сверле сверление длится дольше времени, заданного в блоке контроля времени сверления по экономической стойкости, что также по истечении выдержки времени к отводу шпинделя в исходное состояние и включению сигнализации.
При нормальном состоянии сверла время сверления лежит между двумя заданными в блоке контроля времени сверления выдержками времени и отвод шпинделя происходит после срабатывания датчика 6, который в э.том случае непосредственно воздействует на блок 3 управления.
В результате выноса контролирующих элементов из зоны резания обеспечивается надежность и долговечность устройств в эксплуатации, а также уменьшение количества брака после сверления. Применение контроля времени сверления по экономической стойкости инструмента позволяет сократить время сверления и повышает производительность станка.
Формула изобретения
Сверлильный станок, содержгидий устройство подачи инструмента и датчик окончании сверления, подключенный к устройству подачи через блок управления, отличающийся тем, что, с целью повышения производительности, он снабжен датчиком начала сверления и блоком контроля времени сверления, причем выход датчика начала сверления подключен к одному из входов блока контроля времени сверления, другой вход которого соединен с выходом датчика окончания сверления , а выход ока контроля времени
сверления подключен к блоку управления.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 528150, кл. В 23 В 49/00, 1973.
2. Патент Великобритании 1186415, кл. В 3 С, опублик. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сверления печатных плат | 1979 |
|
SU841798A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
| УСТРОЙСТВО К МНОГОШПИНДЕЛЬНОМУ СВЕРЛИЛЬНОМУ СТАНКУ ДЛЯ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВЕРЛЕНИЯ | 1991 |
|
RU2085340C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 1992 |
|
RU2045603C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЦИКЛОМ СТУПЕНЧАТОЙ ПОДАЧИ НА СТАНКАХ ГЛУБОКОГОСВЕРЛЕНИЯ | 1971 |
|
SU429927A1 |
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |
| Устройство для сверления отверстий на концах лесоматериалов | 1989 |
|
SU1648764A1 |
| СПОСОБ СВЕРЛЕНИЯ СКВОЗНОГО ОТВЕРСТИЯ | 1990 |
|
RU2023544C1 |