(54) СПОСОБ ФРЕЗЕРОВАНИЯ СФЕРИЧЕСКИХ УГЛУБЛЕНИЙ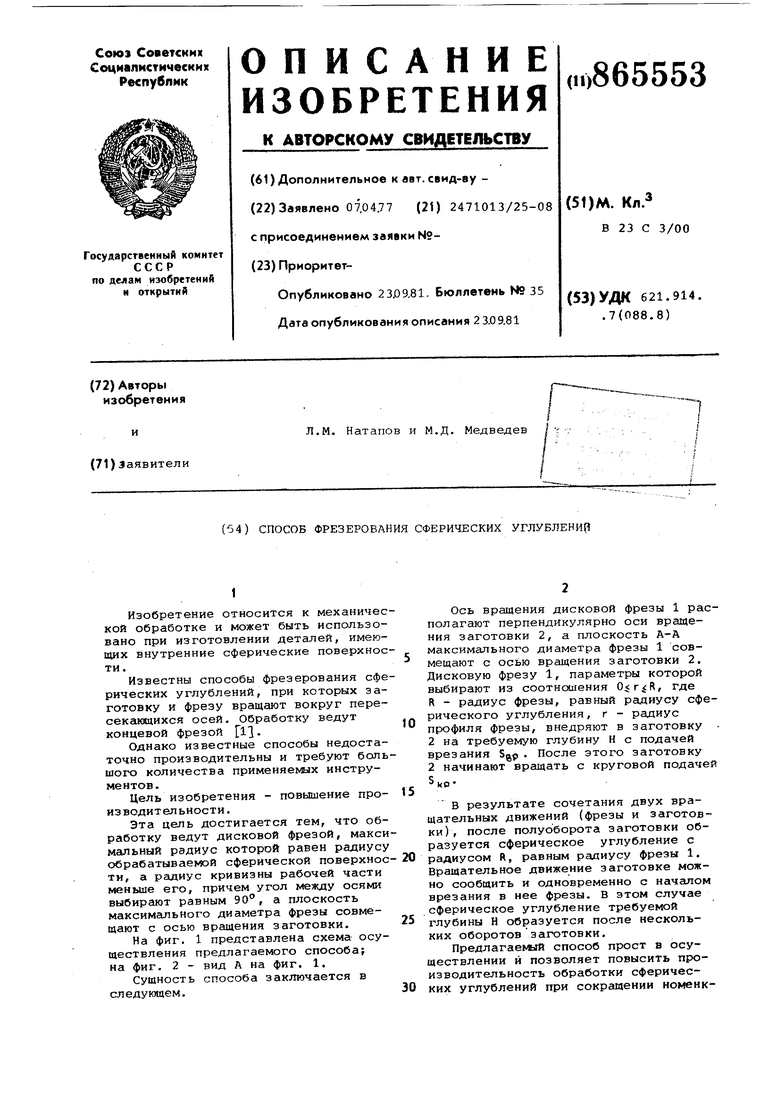
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1995 |
|
RU2089352C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| СПОСОБ ОБРАБОТКИ ГЛУХИХ ОТВЕРСТИЙ | 2021 |
|
RU2764057C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1991 |
|
RU2014966C1 |
| Способ врезания фрезы | 1987 |
|
SU1437162A1 |
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2317876C2 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2368467C2 |
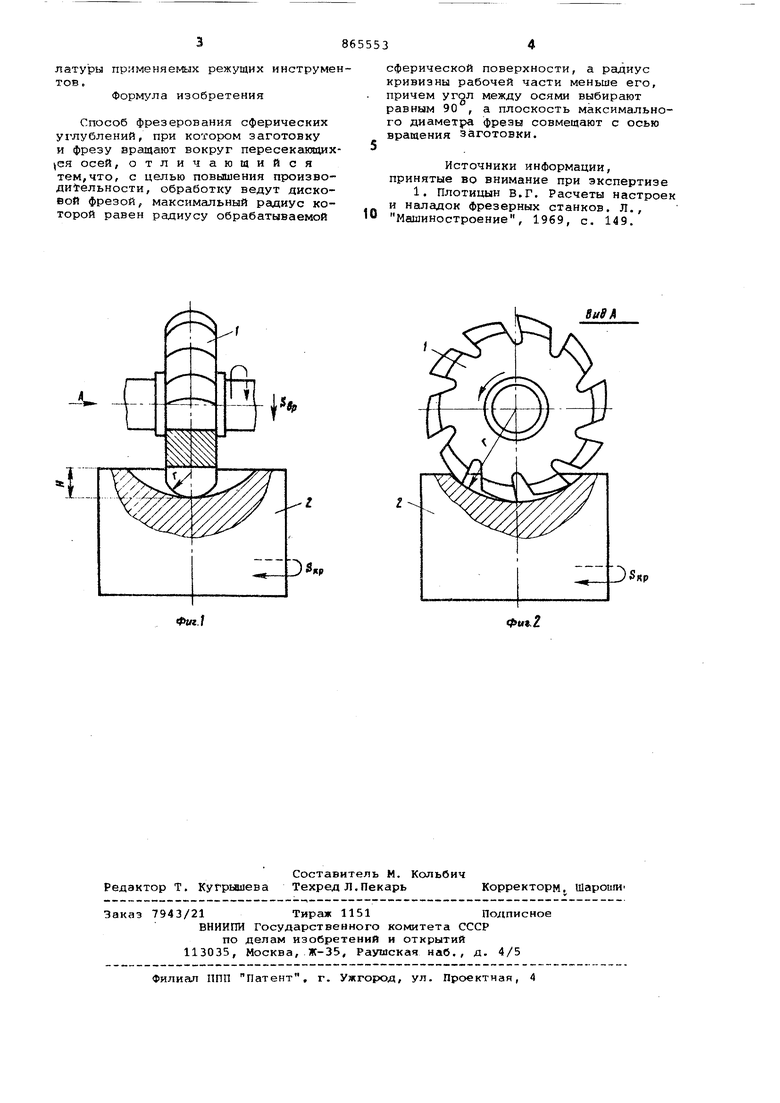
Изобретение относится к механичес кой обработке и может быть использовано при изготовлении деталей, имеющих внутренние сферические поверхнос ти. Известны способы фрезерования сфе рических углублений, при которых заготовку и фрезу вращают вокруг пересекающихся осей. Обработку ведут концевой фрезой fl. Однако известные способы недостаточно производительны и требуют боль шого количества применяемых инструментов. Цель изобретения - повышение производительности. Эта цель достигается тем, что обработку ведут дисковой фрезой, макси мальный радиус которой равен радиусу обрабатываемой сферической поверхнос ти, а радиус кривизны рабочей части меньше его, причем угол между осями выбирают равным 90, а плоскость максимального диаметра фрезы совмещают с осью вращения заготовки. На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг. 2 - вид А на фиг. 1. Сущность способа заключается в следующем. Ось вращения дисковой фрезы 1 располагают перпендикулярно оси вращения заготовки 2, а плоскость А-А максимального диаметра фрезы 1 совмещают с осью вращения заготовки 2. Дисковую фрезу 1, параметры которой выбирают из соотношения , где R - радиус фрезы, равный радиусу сферического углубления, г - радиус профиля фрезы, внедряют в заготовку 2 на требуемую глубину Н с подачей врезания Sgp. После этого заготовку 2 начинают вращать с круговой подачей в результате сочетания двух вращательных движений (фрезы и заготовки) , после полуоборота заготовки образуется сферическое углубление с радиусом R, равным радиусу фрезы 1. Вращательное движение заготовке можно сообщить и одновременно с началом врезания в нее фрезы. В этом случае сферическое углубление требуемой глубины Н образуется после нескольких оборотов заготовки. Предлагаеквлй способ прост в осуществлении и позволяет повысить производительность обработки сферических углублений при сокращении номенклатурьз прнменяег мх режущих инструментов.
Формула изобретения
Способ фрезерования сферических углублений, при котором заготовку и фрезу вращают вокруг пересеканвдих(СЯ осей, отличаюмийся тем,что, с целью повышения производительности, обработку ведут дисковой фрезой, максимальный радиус которой равен радиусу обрабатываемой
сферической поверхности, а радиус кривизны рабочей части меньше его, причем угол между осями выбирают равным 90 , а плоскость максимального диаметра фрезы совмещают с осью вращения заготовки.
Источники информации, принятые во внимание при экспертизе
SuSA
