(54) АДАПТИВНАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ РЕЗАНИЯ
I
Изобретение относится к области машиностроения и предназначено для определения и поддержания оптимальной скорости резания в процессе обработки.
По основному авт. св. № 666045 известны системы управления процессами резания, которые состоят из датчиков термоэдс и скорости резания, включенных на вход измерителя оптимальных режимов, блока управления режимами, соединенного с измерителем, генератора ступенчатого напряжения, сравнивающего устройства, коммутатора, усилителя разностного сигнала, исполнительного устройства 1.
Недостатком таких адаптивных систем управления является невозможность осуществлять контроль износа инструмента в процессе обработки.
Цель изобретения - повышение коэффициента использования инструмента.
Поставленная цель достигается тем, что в систему введено устройство измерения износа инструмента, индикатор текущего износа, компаратор, сигнализатор предельного износа инструмента, задатчик предельного износа инструмента, причем выход измерителя износа соединен с индикатором
текущего значения износа и с одним входом компаратора, другой вход компаратора соединен с выходом задатчика предельного износа, а выход компаратора соединен с блоком управления режимами и сигнали- затором предельного износа.
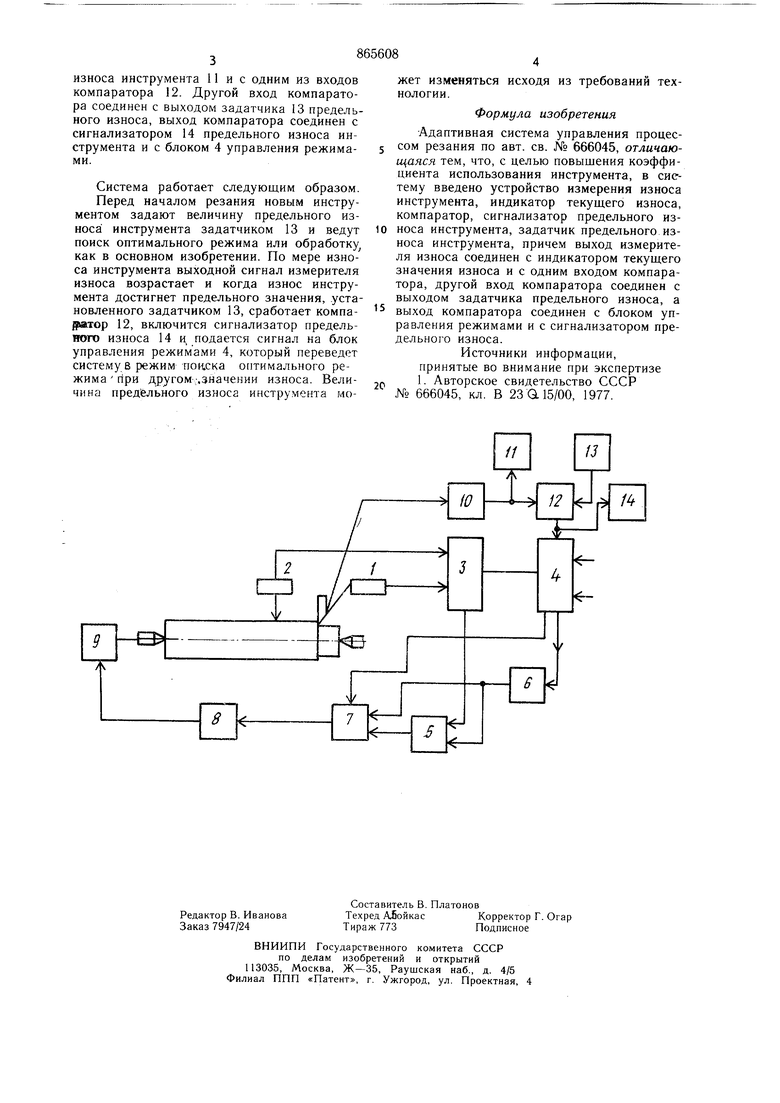
На чертеже изображена блок-схема предлагаемой системы.
Система состоит из датчика 1 термоэдс и датчика 2 скорости резания, включенных на вход измерителя 3 оптимальной скорого сти резания, выход которого соединен с блоком 4 управления режимами. Другой выход измерителя оптимальной скорости подключен к одному из входов сравнивающего устройства 5. Выход блока 4 управления режимами соединен с управляющим входом 15 генератора 6 ступенчатого напряжения и с управляющим входом коммутатора 7. Выход генератора 6 ступенчатого напряжения подключен к одному из входов сравнивающего устройства 5 и к одному из входов коммутатора. Выход коммутатора 7 соеди20 йен со входом усилителя 8, выход которого нагружен на исполнительный механизм 9. Выход устройства измерения износа инструмента 10 соединен с индикатором текущего износа инструмента 11 и с одним из входов компаратора 12. Другой вход компаратора соединен с выходом задатчика 13 предельного износа, выход компаратора соединен с сигнализатором 14 предельного износа инструмента и с блоком 4 управления режимами. Система работает следующим образом. Перед началом резания новым инструментом задают величину предельного износа инструмента задатчиком 13 и ведут поиск оптимального режима или обработку как в основном изобретении. По мере износа инструмента выходной сигнал измерителя износа возрастает и когда износ инструмента достигнет предельного значения, уста новленного задатчиком 13, сработает компаj TOp 12, включится сигнализатор предельного износа 14 и подается сигнал на блок управления режимами 4, который переведет систему В режим поаска оптимального режима при другомч-.значении износа. Величина предельного износа инструмента может изменяться исходя из требований технологии. Формула изобретения Адаптивная система управления процессом резания по авт. св. № 666045, отличающаяся тем, что, с целью повышения коэффициента использования инструмента, в систему введено устройство измерения износа инструмента, индикатор текущего износа, компаратор, сигнализатор предельного износа инструмента, задатчик предельного износа инструмента, причем выход измерителя износа соединен с индикатором текущего значения износа и с одним входом компаратора, другой вход компаратора соединен с выходом задатчика предельного износа, а выход компаратора соединен с блоком управления режимами и с сигнализатором предельного износа. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 666045, кл. В 23 а 15/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения износа режущего инструмента | 1977 |
|
SU697262A1 |
| Система адаптивного управления процессом резания | 1981 |
|
SU1009717A1 |
| АДАПТИВНАЯ СИСТЕМА РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТРОЛЯ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 1990 |
|
RU2042168C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2025253C1 |
| Адаптивная система управления | 1979 |
|
SU841914A1 |
| Способ регулирования режимов резания | 1977 |
|
SU618258A1 |
| Устройство для определения степени затупления режущего инструмента | 1987 |
|
SU1481633A1 |
| Система прогнозирования состояния режущих инструментов | 1984 |
|
SU1734958A1 |
| Устройство для контроля износа режущего инструмента | 1973 |
|
SU476134A1 |
