D Изобретение относится к машшностроению и предназначено для определения и поддержания оптимального режима резания. . Известна адаптивная система управ ления процессом резания, содержащая датчики силы резаниям, включенные на вход блока адаптивного управления, соединенного с регуляторси«1й подачи и скорости резания, систему числового, программного управления, соединен 1ую в свою очередь с исполнительными механизмами.подачи, глубины, скорости резания и с блоком адаптивного управления l . Эта система /юзволяет регулировать величину предельной подачи и .скорости резания так, чтобы.мощность и сила резания не пре вышали допустимых значений, чем обес печивается повышение производительности, и уменьшение себестоимости обработки. , . , .Недостаток этой системы состоит 49 том, .что предельные величины силы резания и предельной подачи должны вычисляться аналитически на основе большого количества априорных данных вводимых в систему. В процессе обработки априорные данные изменяются, что вносит .погрешность в вычисления. Кроме .того, характеристики обрабатываемЬсти .материалов задаются далеко не оптимальными, что снижает эффективность .обработки. Цель .изобретения - обеспечение стыковки системы ЧПУ.с.адаптивной системой управления процессом резания, обеспечивающей обработку на оптйм мальном режиме. . Поставленная цель достигается тем,-что в систему адаптивного управления процессом резания, СОСТОЯЩУЮ из системы числового программного уп равления, соедимемной с исполнительн ми механизмами, измерителя оптимальности .режимов, датчиков температуры и .скорости резания, введены запомина ющёе устройство, фильтр, сумматор; при этом выходы датчика скорости и фильтра соединены со входом йзмерифе ля оптимёшьности, вЫход,датчика температуры .соединен со входом фильтра, управляю14ий вход измерителя оптималь ности - с-юистемой ЧПУ, вход фильтра с инверсным входом сумматора и с информационным входом запоминшсяцего устройства,управляющий вход которого соединен с выходом измерителя оптимальности, выход запоминающего устройства - с другим входом суммато ра, другой вход запоминающего устройства соединен с инверсным входом сум матора/другой вход которого соединен с выходом канала изменения скорости системы ЧПУ, выход сумматора соединен со ВХО4ОМ преобразователя, вклю.ченного в .цепь привода главного движения станка. На чертеже приведена блок-схема описываемой системы. Система состоит из датчика 1 температуры резания, фильтра 2, датчика 3 скорости резания, включенных на вход измерителя.4 оптимальности режимов, выход которого соединен с управляющим входом запоминающего устройства 5. Выход измерителя 4 оптимальности режима соединен с системой числового программного управления б, управляющий ,выход которой по скорости резания соединен с одним входом сумматора7, другой вход которого соединен с выходом запоминакяцего устройства 5, инверсный вход сумматора .соединен с.выходом фильтра 2, выход сумматора соединен со входом преобразователя 8, выход которого соединен с исполните.льным механизмом 9. Система работает следующим Образом. Вводят .программу обработки детали для получения заданных конфигураций и размеров. В программе задают закон изменения скорости вращения шпинделя, величину подачи и глубину резания. . После установки величины подачи и глубины резания в процессе обработки измеритель 4 оптимальности измеряет оптимальность процесса резания. Если.процесс.Обработки неоптимален, то с выходов измерителя запоми-. ншсядее устройство 5 и в систему числового программного управления б будут .подаваться.сигналы, разрешающие запись информации в запоминающ ем устройстве 5.и.разрешающие переход к следующему шагу.программы изменения скорости вращ.ения шпинделя. Как только измеритель оптимальности режима зафиксирует оптимальность режима рбработки,на систему ЧПУ б подается сигнал с измерителя оптимальности режима,запрещающий дальнейшее изменение .скорости резания по плюгуТ рамме,.и прекращается подача записыBatoitero сигнала .в запоминающее устройство 5/ которое фиксирует последнее значение.сигнала термоэдс, соответствующего оптимальному режиму. Таким образом, на вход сумматора 7 Ьудут подаваться сигналы: с програмЬлы от .системы ЧПУ б и р зностный сигнал между текущим и зафиксированным в запоминающем устройстве 5 сигналом тормоэдс. В этом режиме тем- пература резания будет поддерживаться постоянной, соответствующей оптимальному режиму. При изменении величины подачи или глубины резания, изменится величина термоэдс с выхода термопары. В результате на выходе сумматора 7 появится разностный сигнал, который через преобразователь 8 воздействует на исполнительный механизм 9, изменяющий скорость враще3 10097174
ния шпинделя. При увеличении темпе-личится тем увеличитсяскора ту(ш в зоне резания cиrнaлJ| с рость вращения ипинделя. выж}да сумматора уменьшится, тем са-Таким образом 1температура в зоне мым уменьшит вращения шпин-резания будет-па||ще{хкиваться опти деля. При уменьшении температу|ры вмальной, что повышает производительзоне резания сигнал с сумматора уве-5 ность и качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для программного управления станком | 1978 |
|
SU708309A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКЕ | 2010 |
|
RU2432233C2 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА НА СТАНКЕ С ЧПУ | 1991 |
|
RU2030981C1 |
| Адаптивная система управления процессом резания | 1978 |
|
SU865608A2 |
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Адаптивная система управления | 1979 |
|
SU841914A1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
СИСОЖМА АДАПТИВНОГО УПРАВЛЕНИЯ ПРОЦКССОМ РЬЗАНИЯ f включающая систему числового программного управления (ЧПУ), соединенную с исполнительными .механизмами,. измеритель оптимальности режимов, датчики тюлпературы и скорости резания о т л ича ю щ а я.с.я тем, с целью обеспечения стыковки системы адаптивного управления с системой ЧПУ, в нее введены запоминаклцее устройство, фильтр, с.умматрр, при этом выходы датчика скорости и фильтра соединены, с входом измерителя оптимадьности, выход датчика темпераууры соединен с.входом фильтра, уп равлякхций вход измерителя оптималь ности соединен с системой ЧПУ, выход фильтра соединен с входом сумматора . и с информационньа14 входом запоминающего устройства, управляющий вход которого соединен с выходом измерителя оптимальности, вьосод запоминающего устройства соединен с другим входом сумматора, другой вход Зс1по шнающего устройства соединен с инверсным входомсумматора,другой вход которого соединен с выходом кансша изменения скорости системы ЧПУ, выход сум0} матора соединен с входом, преобразователя, включенного в цепь привода главного движения станка.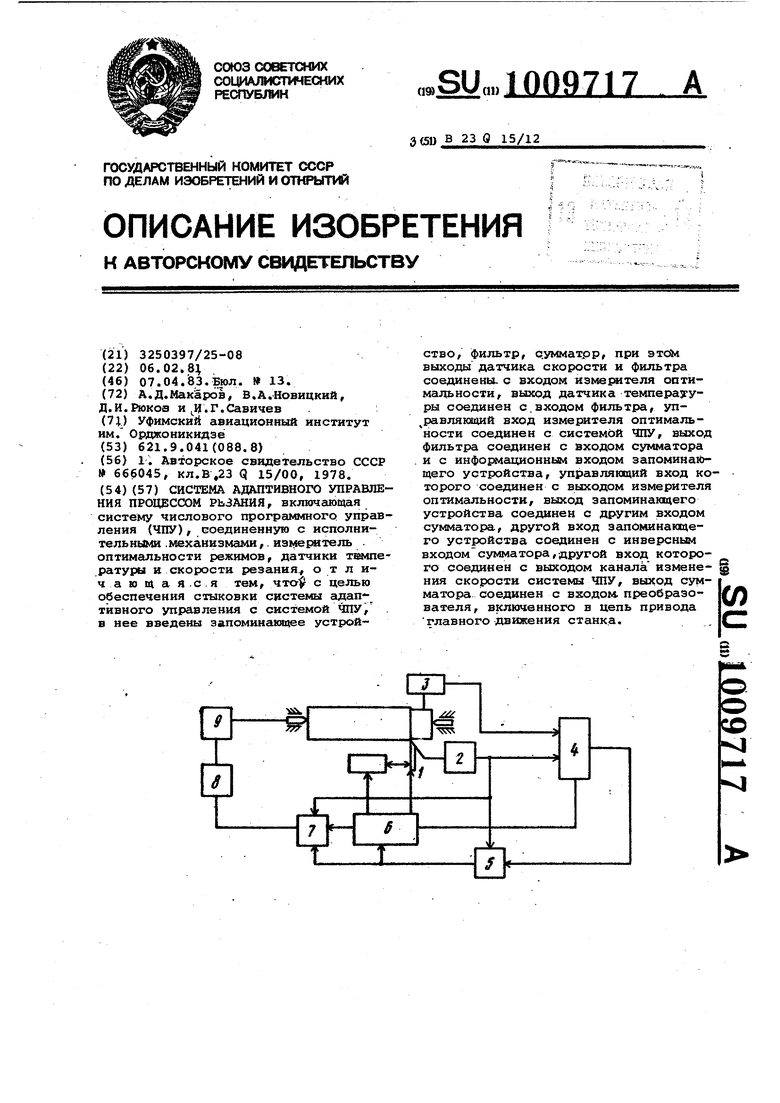
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Адаптивная система управления процессом резания | 1977 |
|
SU666045A1 |
