(54) АГРЕГАТНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный автоматизированный станок | 1991 |
|
SU1815151A1 |
| Фрезерный станок | 1976 |
|
SU656747A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Агрегатный станок | 1984 |
|
SU1181849A1 |
| Автоматическая линия для механической обработки деталей | 1980 |
|
SU904998A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
Изобретение относится к области станкостроения, в частности к многооперационным агрегатным станкам для обработки корпусных деталей типа головки цилиндров и предназначено для выполнения таких операций, как сверление, фрезерование и другие.
Известен агрегатный станок, содержащий силовой стол с приспособлением для закрепления детали, шпиндельные бабки и силовые головки, причем две из шпиндельных бабок выполнены фрезерными и установлены друг против друга по обе стороны от силового стола. На данном станке обработку детали ведется последовательно, сначала две фрезерные бабки обрабатывают боковые поверхности д етали, затем горизонтальный стол с деталью наезжает на силовую головку, которая осуш,ествляет обработку торцовой поверхности 1.
Однако последовательная работа шпиндельных бабок и силовой головки уменьшает производительность станка, что является основным недостатком известной конструкции.
Цель изобретения - увеличение производительности.
Поставленная цель достигается тем, что по крайней мере, одна силовая головка установлена на силовом столе.
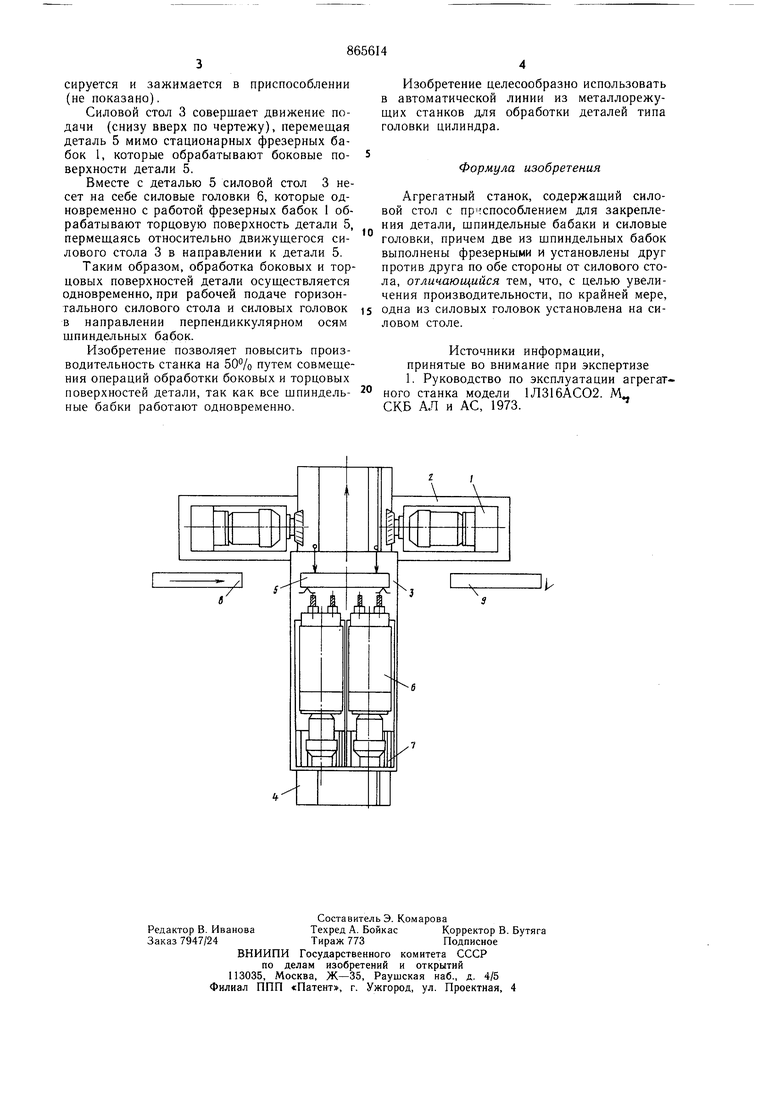
На чертеже представлен общий вид станка в плане.
Агрегатный станок содержит шпиндельные бабки, две из которых, например фрезерные бабаки 1, смонтированы на станине 2 и расположены по обеим сторонам горизонтального силового стола 3 выполненного с возможностью перемещения по направляющим 4 в направлении, перпендикулярном осям фрезерных бабок 1. На силовом столе 3 расположено приспособление для закрепления детали 5 и две силовые головки 6, например револьверные головки перемещф щиеся по направляющим 7, выполненнымна 15 платформе силового стола 3.
Детали 5 на станок с позиции 8 и далее на позицию 9 линии, в которой установлен станок, перемещаются щаговым транспортером (не показан).
Станок работает следующим образом.
Обрабатываемая деталь 5 с позиции 8
поступает на силовой стол 3 станка, где фиксируется и зажимается в приспособлении (не показано).
Силовой стол 3 совершает движение подачи (снизу вверх по чертежу), перемещая деталь 5 мимо стационарных фрезерных бабок 1, которые обрабатывают боковые поверхности детали 5.
Вместе с деталью 5 силовой стол 3 несет на себе силовые головки 6, которые одновременно с работой фрезерных бабок 1 обрабатывают торцовую поверхность детали 5, пермещаясь относительно движущегося силового стола 3 в направлении к детали 5.
Таким образом, обработка боковых и торцовых поверхностей детали осуществляется одновременно, при рабочей подаче горизонтального силового стола и силовых головок в направлении перпендиккулярном осям шпиндельных бабок.
Изобретение позволяет повысить производительность станка на 50% путем совмещения операций обработки боковых и торцовых поверхностей детали, так как все шпиндельные бабки работают одновременно.
Изобретение целесообразно использовать в автоматической линии из металлорежущих станков для обработки деталей типа головки цилиндра.
Формула изобретения
Агрегатный станок, содержащий силовой стол с приспособлением для закрепления детали, шпиндельные бабаки и силовые головки, причем две из шпиндельных бабок выполнены фрезерными и установлены друг против друга по обе стороны от силового стола, отличающийся тем, что, с целью увеличения производительности, по крайней мере, одна из силовых головок установлена на силовом столе.
Источники информации, принятые во внимание при экспертизе 1. Руководство по эксплуатации агрегатного станка модели 1Л316АСО2. М„ СКВ АЛ и АС, 1973.
