(54) СТАНОК ДЛЯ ШЛИФОВАНИЯ И НОЛНРОВАНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Изобретение относится к области абразивной обработки и может быть использовано в оптических станках для тонкого алмазного шлифования и скоростного полирования заготовок очковых линз.
Известны станки для шлифования и полирования оптических деталей, содержаш,ие врандающиеся шпиндель инструмента и шпиндель изделия, установленный на качающемся балансире, связанном с механизмом возвратно-поступательного перемещения и механизмом поворота 1.
Однако на этих станках возможно обрабатывать заготовки очковых линз, радиус которых изменяется в пределах 50 мм.
В настоя1Цее время в связи с увеличением диаметра очковых линз, диапазон радиусов их поверхностей значительно расши- is рился, а именно, с R 40 мм до R 172мм. Для осуществления обработки линз в таком диапазоне по существующей схеме станков потребуется перемещение шпинделей инструмента или изделия на 132 мм, что соответственно вызовет с одной стороны увеличение габаритов станка, а с другой отрицательно повлияет на жесткость конструкции станка, а следовательно, и на производительность, так как при работе с большим вылетом 11 пинделя изделия нельзя будет применять оптимальные режимы обработки.
Цель изобретения - расширение диапазона радиусов обрабатываемых заготовок линз при использовании оптимальных технологических режимов обработки.
Указанная цель достигается тем, что головка шпинделя изделия установлена на балансире с возможностью поворота ее вокруг оси, параллельной оси качания балансира.
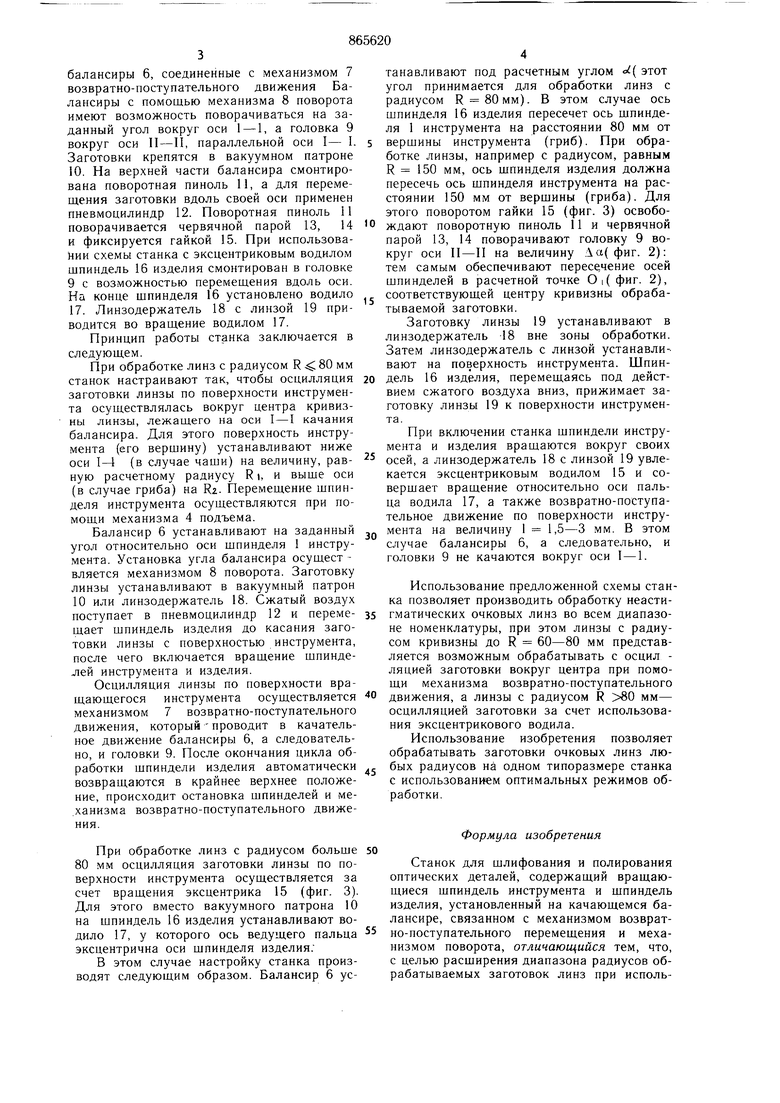
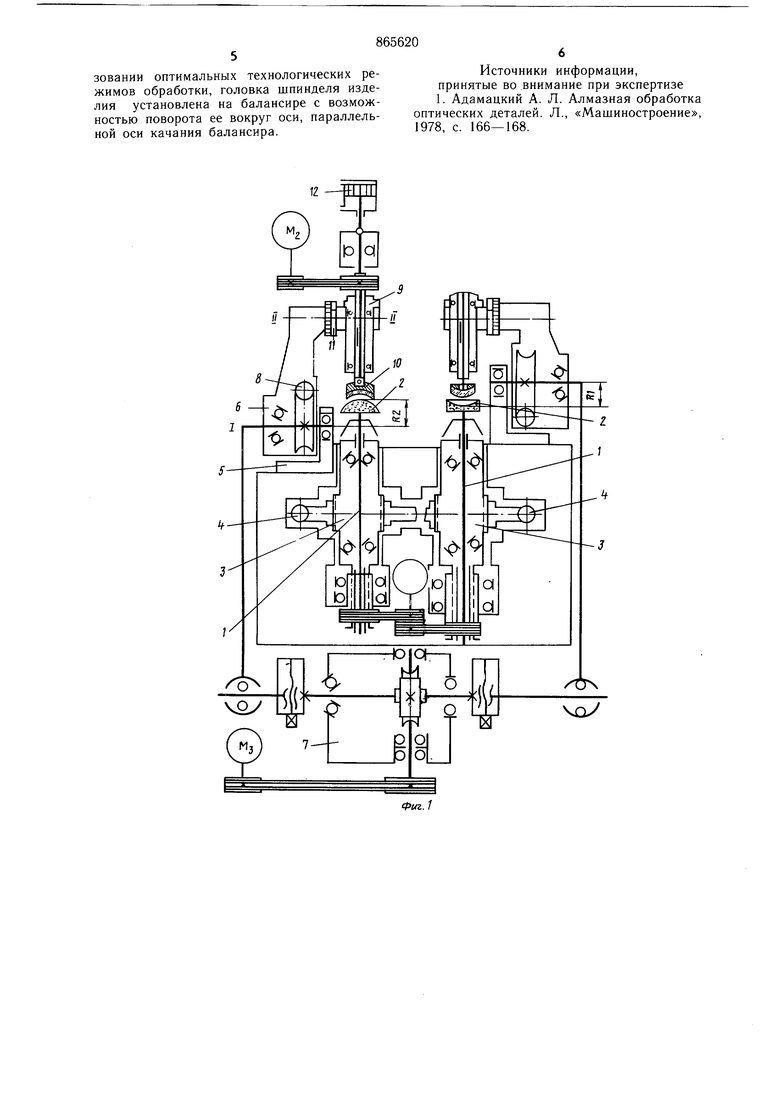
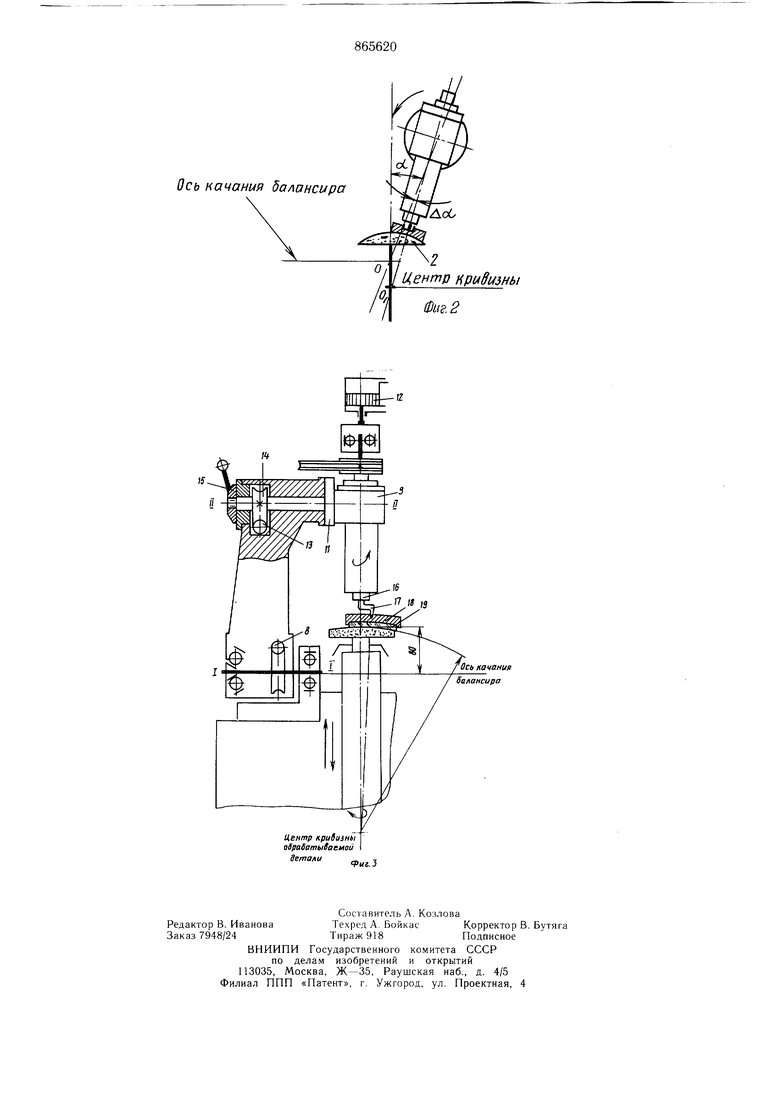
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - схема обработки для случая, когда центр кривизны линзы находится ниже оси качания балансира; на фиг. 3 - схема обработки с эксцентриковым водилом и механизм поворота шпиндельной головки.
Шпиндели 1 инструмента, на которых установлены инструменты 2 (гриб, чашка), смонтированы в пинолях 3, которые имеют возможность перемещаться вдоль своей оси посредством механизма 4 подъема.
В кронщтейнах 5, жестко закрепленных на верхней части станины, смонтированы балансиры 6, соединенные с механизмом 7 возвратно-поступательного движения Балансиры с помощью механизма 8 поворота имеют возможность поворачиваться на заданный угол вокруг оси 1 - 1, а головка 9 вокруг оси И-И, параллельной оси I- I. Заготовки крепятся в вакуумном патроне 10. На верхней части балансира смонтирована поворотная пиноль 11, а для перемещения заготовки вдоль своей оси применен пневмоцилиндр 12. Поворотная пиноль 11 поворачивается червячной парой 13, 14 и фиксируется гайкой 15. При использоваНии схемы станка с эксцентриковым водилом шпиндель 16 изделия смонтирован в головке 9 с возможностью перемешения вдоль оси. На конце шпинделя 16 установлено водило 17. Линзодержатель 18 с линзой 19 приводится во вращение водилом 17. Принцип работы станка заключается в следующем. При обработке линз с радиусом R 80 мм станок настраивают так, чтобы осцилляция заготовки линзы по поверхности инструмента осуществлялась вокруг центра кривизны линзы, лежащего на оси I - I качания балансира. Для этого поверхность инструмента (его вершину) устанавливают ниже оси 1-4 (в случае чаши) на величину, равную расчетному радиусу R ь и выше оси (в случае гриба) на Ri. Перемещение шпинделя инструмента осуществляются при помощи механизма 4 подъема. Балансир 6 устанавливают на заданный угол относительно оси шпинделя 1 инструмента. Установка угла балансира осущест вляется механизмом 8 поворота. Заготовку линзы устанавливают в вакуумный патрон 10 или Линзодержатель 18. Сжатый воздух поступает в пневмоцилиндр 12 и перемепдает шпиндель изделия до касания заготовки линзы с поверхностью инструмента, после чего включается вращение щпинделей инструмента и изделия. Осцилляция линзы по поверхности вращающегося инструмента осуществляется механизмом 7 возвратно-поступательного движения, который - проводит в качательное движение балансиры 6, а следовательно, и головки 9. После окончания цикла обработки шпиндели изделия автоматически возвращаются в крайнее верхнее положение, происходит остановка щпинделей и механизма возвратно-поступательного движения. При обработке линз с радиусом больше 50 80 мм осцилляция заготовки линзы по поверхности инструмента осуществляется за счет вращения эксцентрика 15 (фиг. 3). Для этого вместо вакуумного патрона 10 на шпиндель 16 изделия устанавливают водило 17, у которого ось ведущего пальца 55 эксцентрична оси щпинделя изделия. В этом случае настройку станка производят следующим образом. Балансир 6 устанавливают под расчетным углом ( этот угол принимается для обработки линз с радиусом R 80мм). В этом случае ось шпинделя 16 изделия пересечет ось шпинделя 1 инструмента на расстоянии 80 мм от вершины инструмента (гриб). При обработке линзы, например с радиусом, равным R 150 мм, ось шпинделя изделия должна пересечь ось шпинделя инструмента на расстоянии 150 мм от вершины (гриба). Для этого поворотом гайки 15 (фиг. 3) освобождают поворотную пиноль 11 и червячной парой 13, 14 поворачивают головку 9 вокруг оси II-И на величину Ла(фиг. 2): тем самым обеспечивают пересечение осей шпинделей в расчетной точке Oi( фиг. 2), соответствующей центру кривизны обрабатываемой заготовки. Заготовку линзы 19 устанавливают в Линзодержатель 18 вне зоны обработки. Затем Линзодержатель с линзой устанавливают на поверхность инструмента. Шпиндель 16 изделия, перемещаясь под деиствием сжатого воздуха вниз, прижимает заготовку линзы 19 к поверхности инструмента. При включении станка шпиндели инструмента и изделия врашаются вокруг своих осей, а Линзодержатель 18 с линзой 19 увлекается эксцентриковым водилом 15 и совершает вращение относительно оси пальца водила 17, а также возвратно-поступательное движение по поверхности инструмента на величину 1 1,5-3 мм. В этом случае балансиры 6, а следовательно, и головки 9 не качаются вокруг оси I-1. Использование предложенной схемы станка позволяет производить обработку неастигматических очковых линз во всем диапазоне номенклатуры, при этом линзы с радиусом кривизны до R 60-80 мм представляется возможным обрабатывать с осцил ляцией заготовки вокруг центра при помощи механизма возвратно-поступательного движения, а линзы с радиусом R 80 мм- осцилляцией заготовки за счет использования эксцентрикового водила, Использование изобретения позволяет обрабатывать заготовки очковых линз любых радиусов на одном типоразмере станка с использованием оптимальных режимов обработки. Формула изобретения Станок для шлифования и полирования оптических деталей, содержащий вращающиеся шпиндель инструмента и шпиндель изделия, установленный на качающемся балансире, связанном с механизмом возвратно-поступательного перемещения и механизмом поворота, отличающийся тем, что, с целью расширения диапазона радиусов обрабатываемых заготовок линз при использовании оптимальных технологических режимов обработки, головка шпинделя изделия установлена на балансире с возмож „осиГворогГеГ окрТг осГ параллельНОЙ оси качания балансира. Источники информации, принятые во внимание при экспертизе 1. Адамацкий А. Л. Алмазная обработка Л, .Машиностроение,, 1978, с. 166-168.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки оптических деталей | 1978 |
|
SU730544A1 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |
| Станок для обработки очковых линз | 1989 |
|
SU1722789A1 |
| Станок для фрезерования торовых поверхностей линз | 1985 |
|
SU1247187A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Механизм подачи станка для шлифования оптических деталей | 1982 |
|
SU1085775A1 |
| Станок для шлифования и полирования оптических деталей | 1985 |
|
SU1284794A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
Ось качания балансира
