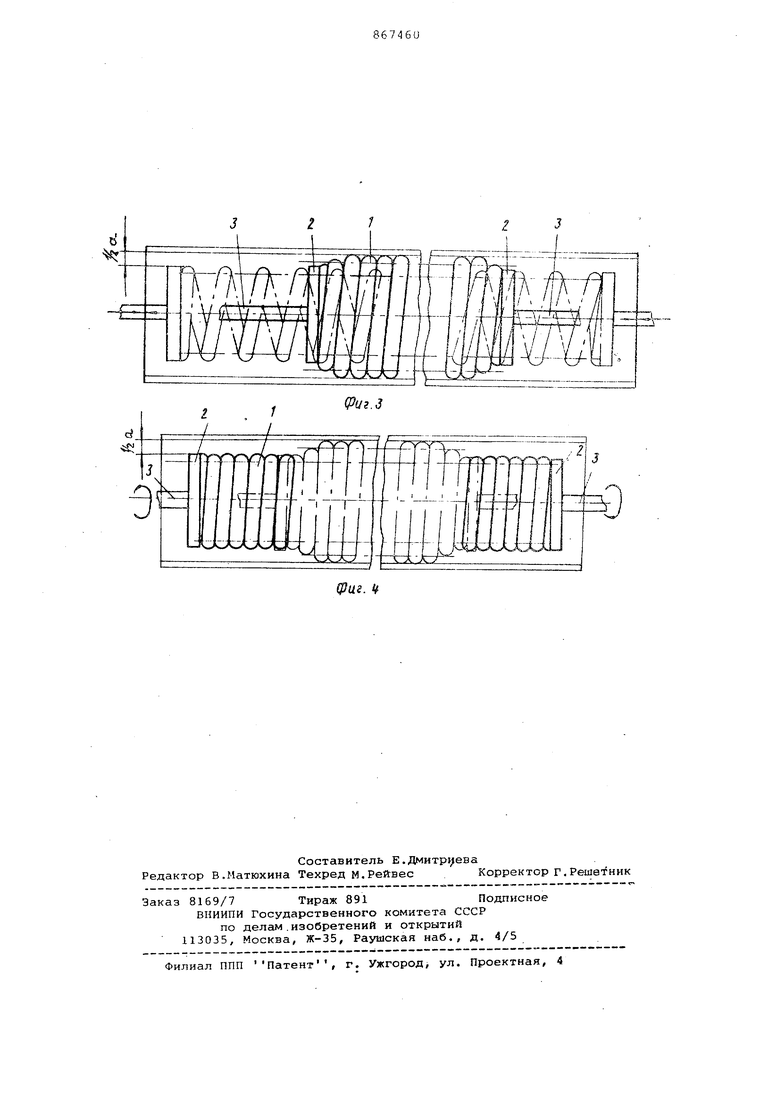
Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству. Известна оправка для гибки труб, вьшолненная в виде спирали с наружным диаметром в свободном состоянии равным внутреннему диаметру трубы с механизмом изменения наружного ра спирали .1) . Недостатком данной оправки являет ся то, что наружный диаметр при уда лении ее из трубы изменяется неравномерно, затрудняет извлечение край них витков спирали из трубы. Известна оправка для гибки труб, выполненная в виде спирали с наружным диаметром в свободном состоянии не более внутреннего диаметра трубы, с механизмом изменения наружного диаметра спирали,- содержащем шай бы, расположенные на концах спирали 2. Однако для изменения диаметра оправки шайбы жестко прикрепляются к трубе, из-за этого нарушается поверхность трубы, кроме того, затруд нен вывод оправки из трубы после окончания гибки. Цель изобретения - повышение качества гибки и облегчение вывода оправки из трубы. Указанная цель достигается тем, что в оправке для гибки труб, выполненной в виде спирали с наружным диаметром в свободном состоянии не более внутреннего диаметра трубы с механизмом изменения наружного диаметра спирали, механизм изменения наружного диаметра спирали выполнен в виде приводных тяг соединенных с шайбами, а шайбы жестко закреплены на концах спирали. При этом в спирали, выполненной в виде пружины сжатия с наружным диаметром в свободном состоянии, меньшим внутреннего дигииетра трубы, витки отстоят друг от друга на шаг навивки t , определяемый из соотношенияt V2D.a где t - шаг навивки; D - внутренний диаметр трубы; а - разность между внутренним диаметром трубы и наружным диаметром спирали. На фиг.1 изображена оправка, закрепленная в трубе; на фиг.2 - опанка в виде спирали сжатия с тягаи, установленными телескопически а фиг.З - то же, в виде спирали астяжения с наружным диаметром: в свободном состоянии, равным внутреннему диаметру трубы; на фиг,4 - то же, в виде спирали растяжения с наружным диаметром в свободном состоянии, меньшим внутреннего диаметра трубы и вращающимися.тягами.
Оправка состоит из спирали 1, на концах которой закреплены шайбы 2, соединённые с гибкими тягами 3, Спираль 1 навивается из жесткой стальной проволоки. Сечение проволоки может быть любой формы г круглой, прямоугольной и т.д. Длина спирали соответствует длине трубы или участку изгиба. Шайбы 2 с тягами 3 предназначены для передачи усилия сжатия, растяжения или вращения на спираль при перемещении и фиксации оправки внутри трубы. Тяги 3 изготавливаются из проволоки или троса, ,
Перед гибкой оправку вводят в трубу. Затем диаметр ее увеличивают до велиЧит ы внутреннего диаметра трубы и фиксируют в ней. Известны способом производится гибка трубы. После гибки диаметр оправки уменьшают и вынимают ее из трубы.
Диаметр оправки может изменяться либо с помощью перемещения тяг вдоль от трубы (фиг.2 и 3), либо с помощью вращени-я тяг (фиг. 4)
Оправка проста в применении и исполнении. Изменение наружного диаметра оправки обеспечивает удобство заведе 1ия и извлечения ее из трубы, что повышает производительность
гибки и увеличивает долговечность оправки.
Формула изобретения
1,Оправка для гибки труб, выполненная в виде спирали с наружным ди-аметром в свободном состоянии не более внутреннего диаметра трубы,с механизмом изменения наружного диаметра спирали, содержа1 1ем шайбы, расположенные на концах спирали, отличающаяся тем, что, с целью повышения качества гибки и облегчения вывода оправки из трубы, механизм изменения наружного диаметра спирали выполнен в виде приводных тяг, соединенных с шайбами,
а шайбы жестко закреплены на концах спирали,
2.Оправка поп,1, отличающаяся тем, что в спирали, выполненной в виде пружины сжатия с наружным диаметром в свободном состоянии, меньшим внутреннего диаметра трубы, витки отстоят друг от
5 друга на шаг навивки t, пределяемый из соотношения
t V2Da . f
где t - шаг навивки;
D - внутренний диаметр трубы; Q а - разность между внутренним диаметром трубы и наружным диаметром спирали в свободном состоянии.
Источники информации, 5 принятыево внимание при экспертизе
1.Патент США W 2984284, кл. 72-466, 16,05.61,
2.Патент СЙА № 2041428, кл. 72-466, 19,05,36,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| Вентиляционный гибкий трубопровод | 1982 |
|
SU1033762A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Устройство для развальцовки изогну-ТыХ ТРуб | 1979 |
|
SU814519A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |