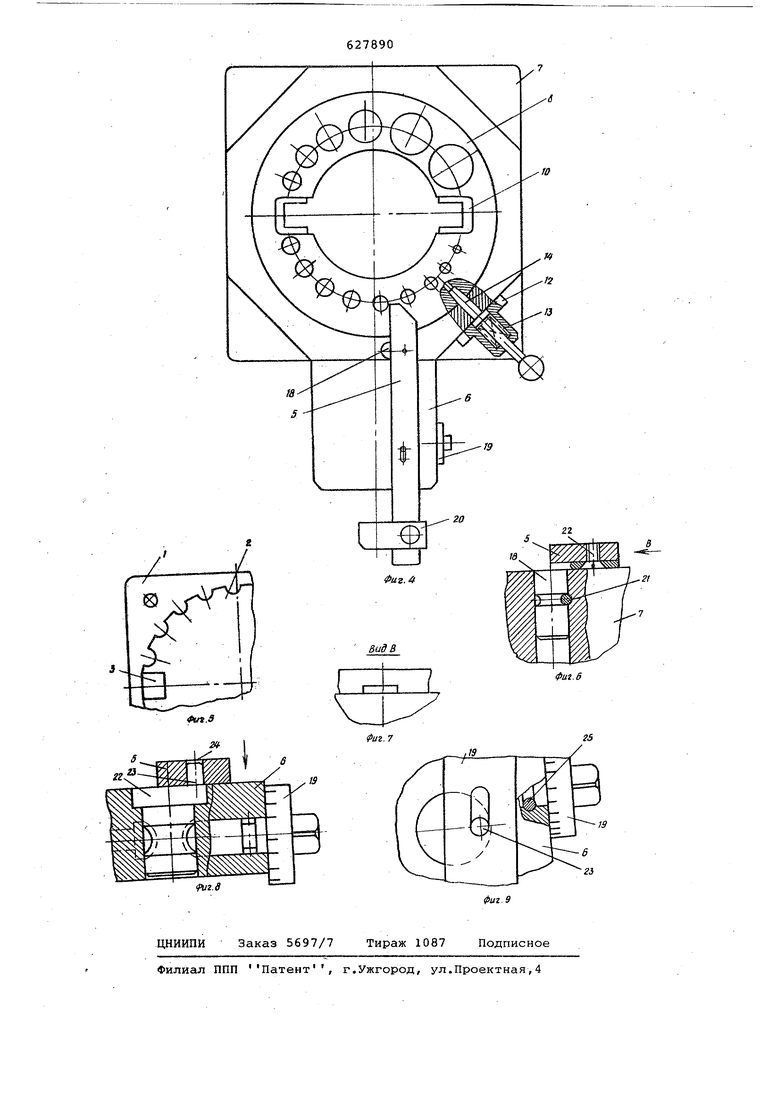
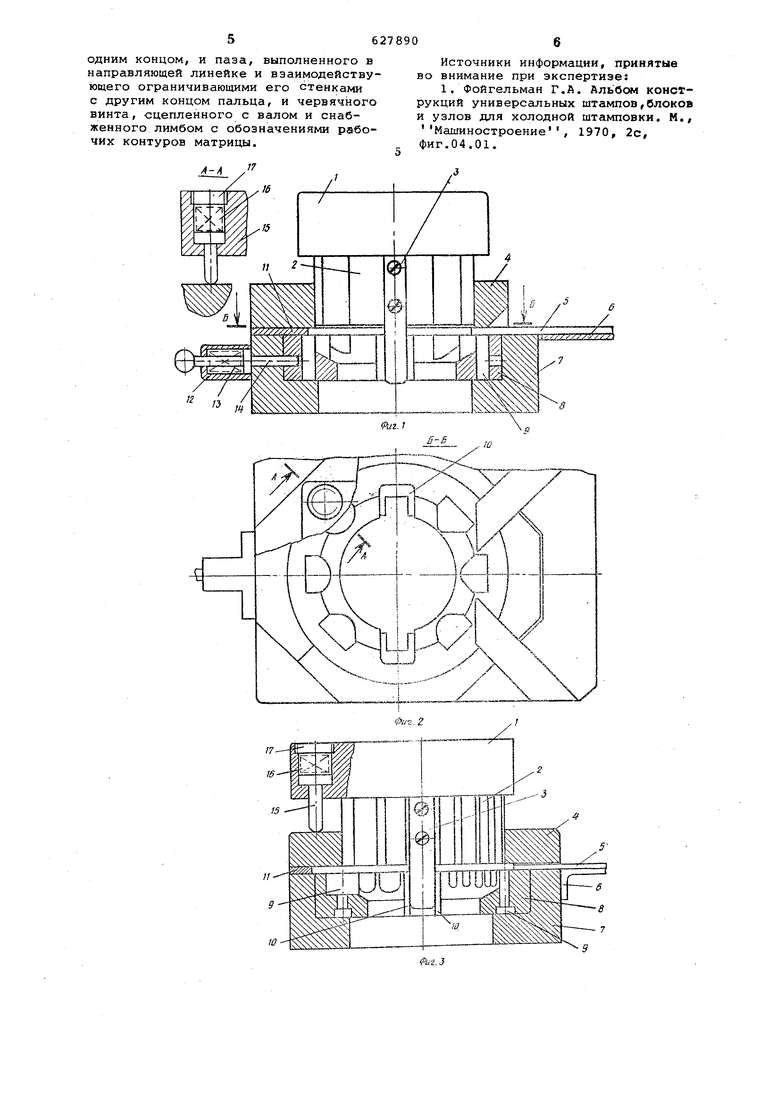
резе;на фиг,9 - узел поворота направ ляющей линейки, вид сверху Штамп содержит верхнюю плиту 1, к которой прикреплен пуансон 2 с направляющими планками 3. Пуансон 2 вх дит в направляющую плиту 4, под ко-торой расположены две или одна напра ляющие линейки 5 и кронштейн б, прикрепленные к нижней плите 7. в гнезде нижней плиты 7 размещена поворотная матрица 8, снабженная секциями 9, ве1яыйнь KOTOpiax скруглены дугами различных радиусов, например ,lO,i2 и 16 мм, и двумя вставками 10, в которые входят направляющие планки 3. Между направляющей плитой 4 и нижней плитой 7 находится прокладка Ир создающая зазор для размещения заготов1 и. К нижней плите 7 прикреплена колодка 12 с пружиной 13 и фиксирующим пальцем 14, конец которого входит в отверстия матрицы 8, расположенные на ее боковой наружной поверхности. В верхней плите i размещены толкатели 15, поджатые рузкинами 16 с помощью резьбовых пробок 17, удерживающие пуансон 2 в верхнем положении, несколько выше нижнеД плоскости направляющей плиты 4, , Штамп с одной направляющей линейкой, изображенный на фиг„ 3-9, снабжен также осью поворота 18 направляющей линейки 5, размещенной вместе с червячным винтом 19 на кронштейне б„ На конце направляющей линейки 5 сидит каретка 20, предназначенная для фиксации конца обрезаемой заготовки на определенную длину. Ось 18 крепится в отверстии нижней плиты 7 с помощью штифта 21, а с-линейкой 5 соединяется винтом 22. В механизмповорота направляющей линейки 5 на заданный угол помимо червячного винта 19 входит вал 22 с вертикальной осью, несущий эксцентри но закрепленный палец 23, взаимодей ствуюадай со стенками паза 24, выпол ненного в направляющей линейке 5. Вал 22 может быть повернут на 18 с помощью червячного винта 19, кото рый удерживается в кронштейне б шти том 25 Червячный винт 19 снабжен лимбом с делениями, на которых обоз начены номера рабочих контуров матрицы 8. Эти камеры должны соответст вовать, позициям, на которые установ лена . матрица, для обрезки по заданному радиусу. . , Штамп {как с .одной, так и с двум направляющими линейками) работает следующим образом. Заготовка укладывается на кронштейн 6 и фиксируется направляющими линейкалш 5 фиг.1 и 2) или направл ющей линейкой 5 и кареткой 20 (фиг. 9) . При рабочем ходе пресса ползун опускается на верхнюю плиту 1, и пуансон 2 обрезает угол у заготовки, а затем под действием пружин 16 поднимается, отход падает на конусную поверхность матрицы 8 и проваливается сквозь отверстие в нижней плите 7, после чего заготовку устанавливают в другую позицию, и процесс повторяется. Для переналадки штампов на обрезку по дуге другого радиуса отводят палец 14 и поворачивают пуансон вместе с матрицей в положение, при котором соответствующий рабочий контур матрицы оказывается между направляющими линейками 5 (фиг,1-2) или приближается к одной направляющей линейке 5 (фиг.3-9),после чего в штампе палец 14 вновь фиксирует положение матрицы. На этом процесс переналадкишта 1па, данного на фиг,2 и 1, заканчивается, а в штампе на. фиг.3-9 вращают червячный винт 19 до тех пор, пока деление лимба на шкале, соответствующее рабоче1 у контуру матрицы не встанет против отметки на кронштейне б (фиг,4), что обозначает правильную установку рабочей поверхности линейки 5 касательно к рабочему контуру матрицы 8. Экономический зффект, создаваемый данным штампом, заключается в улучшении качества деталей, что обеспечивается лучшими условиями сопряжения его рабочих частей и стабильной точностью установки поворотной матрицы и направляющей линейки, а также значительным сокращением затрат времени на переналадку штампа, что в условиях мелкосерийного производства имеет большое значение. Формула изобретения 1.Универсальный штамп для обрезки углов по радиусу, содержащий поворотные вокруг вертикальной оси пуансон и матрицу с .несколькими рабочими контурами, узел относительного направления пуансона и матрицы и, по меньшей мере, одну направляющую листовой материал линейку, о т ,л ичающийся тем, что, с целью упрощения переналадки штампа, пуансон подпружинен относительно матрицы. 2.Штамп по П.1, отлича юЩ и и с я тем, что направляющая линейка снабжена механизмом ее углового перемещения, 3.Штамп по п,2, отличающийся тем, что, с целью повышения точности установки направляющей линейки, механизм ее углового перемещения выполнен в виде пальца, эксцентрично установленного на вертикальном валу и закрепленного на нем
одним концом, и паза, выполненного в направляющей линейке и взаимодействующего ограничивающими его стенками с другим концом пальца, и червячного винта, сцепленного с валом и снабженного лимбом с обозначениями рабочих контуров матрицы.
/)-/)
ю
Источники информации, принятые во внимание при экспертизе;
1. Фойгельман Г.А. Альбом конструкций универсальных штампов,блоков и узлов для холодной штамповки. М., Машиностроение, 1970, 2с, фиг.04.01.

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для обрезки листовых деталей по радиусу | 1987 |
|
SU1565562A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп универсальный для обрезки | 1981 |
|
SU967615A1 |
| Штамп для обрезки полых деталей по высоте | 1986 |
|
SU1344528A1 |
| Штамп для вырезки углов в полках углового проката | 1979 |
|
SU867474A1 |
| Штамп для отрезки заготовок из углового проката | 1979 |
|
SU1005986A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| УНИВЕРСАЛЬНЫЙ ШТАЛ1П ДЛЯ ОБРЕЗКИ КОНТУРА ДЕТАЛЕЙ ПО ЭЛЕМЕНТАМ | 1973 |
|
SU371000A1 |