1
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении.
Известен универсальный штамп для вырезки пазов в листовом и профильном материале, содержаш,ий пуансон с рабочей частью прямоугольного сечения и частью, взаимодействующей с -противоотжимом матрицы, и средства направления пуансона относительно матрицы, размещенные на боковых поверхностях взаимодействующей с противообжимом части пуансона и соответствующих поверхностях матрицы и выполненные в виде, по меньшей мере, одной пары выступов и впадин на каждой из упомянутых боковых поверхностях.
В известном штампе направляющие выступы выполнены на пуансоне, что не позволяет перемещать деталь параллельно боковым поверхностям пуансона за направляющие выступы или производить только ступенчатую вырезку.
В предлагаемом штампе для расширения номенклатуры обрабатываемых деталей направляющие выступы выполнен1 1 иа матрице, а впадины - на пуансоне.
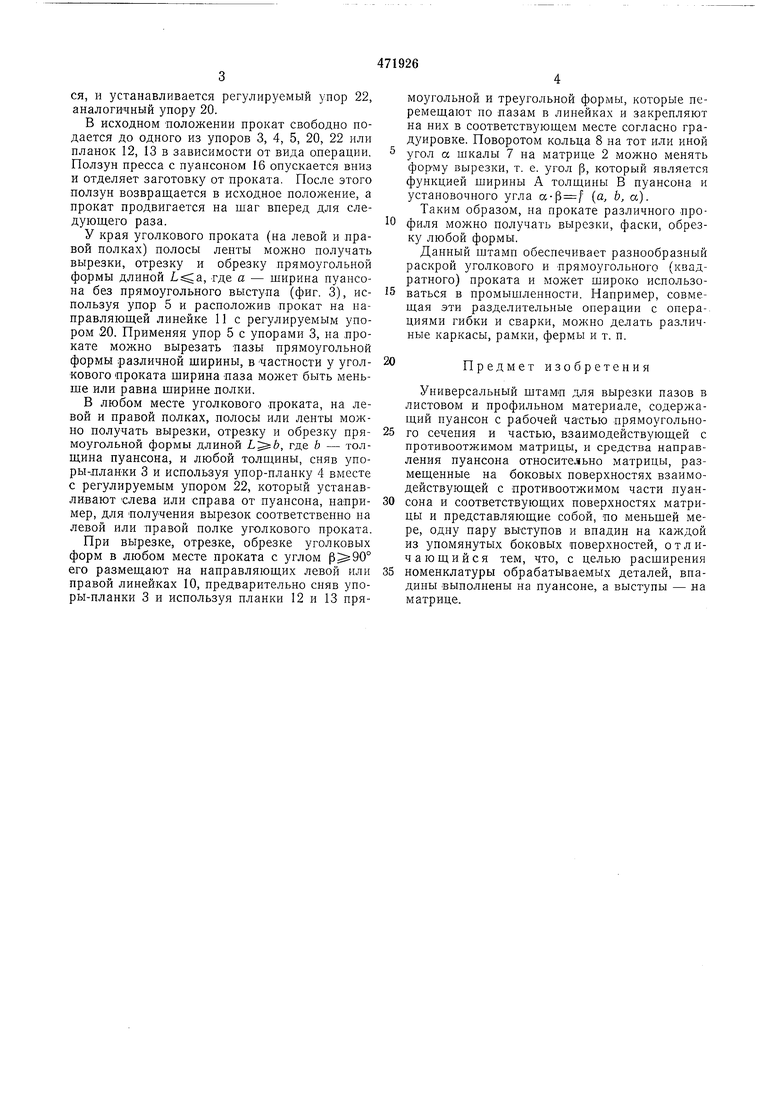
На фиг. 1 изображен описываемый штамп, продольный разрез; иа фиг. 2 - то же, вид сверху; на фиг. 3 - то же, иоиеречный разрез; на фиг. 4 - разрезы по А-А, Б--Б и
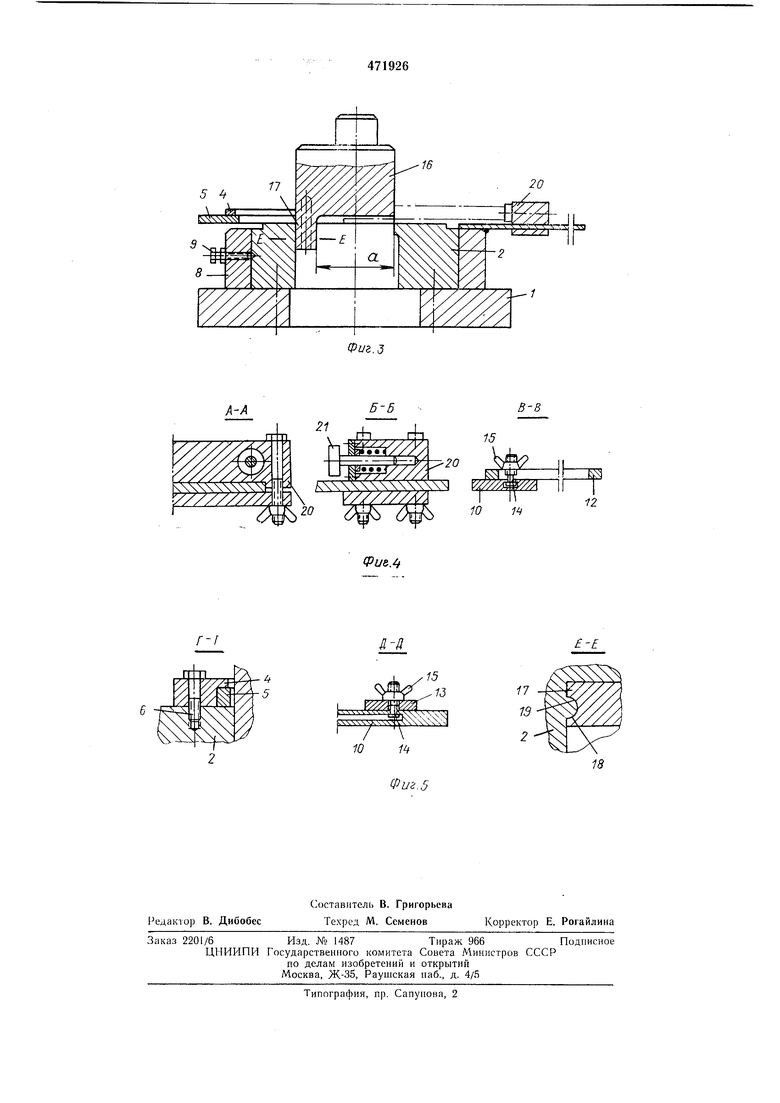
В-В на фиг. 2; на фиг. 5 - разрезы сечения по Г-Г, Д-Д на фиг. 2 и Е-Е на фиг. 3.
К нижней плите 1 штампа крепится матрица 2 с размещенными на ней регулируемыми
планками-упорами 3-5, фиксируемыми болтами 6. Матрицу 2 со шкалой 7, проградуировапную от О до 180°, обхватывает поворотное кольцо 8, которое фиксируется на матрице 2 тремя болтами 9. К поворотному кольцу 8
приварены направляющие линейки 10, 11 (градуированные в мм), на которых размещены регулируемые планки прямоугольной 12 и треугольной 13 формы, перемещаемые по пазам и фиксируемые болтами 14 с гайками-барашками 15. В ползуне пресса закрепляется прямоугольной (квадратной) формы или со скошенной режущей кромкой пуансон 16. Для предотвращения смещения в матрице 2 в двух направлениях пуансон 16 имеет прямоугольные выступы 17 и полуцилиндрическую выемку 18, а в матрице 2 - полуцилиндрическне выступы 19.
Для отрезки или обрезки проката под прямым углом на направляющей линейке 11 закреплен регулируемый упор 20 с пружинным амортизатором 21.
Для вырезки, отрезки, обрезки и разрезки иолосы под прямым углом применяют отрезной пуансон 16 с наклонной режущей кромкой. В этом случае уноры-планки 3 сиимаются, и устанавливается регулируемый упор 22, аналогичный упору 20.
В исходном положении прокат свободно подается до одного из упоров 3, 4, 5, 20, 22 или планок 12, 13 в зависимости от вида операции. Ползун пресса с пуапсоном 16 опускается вниз и отделяет заготовку от проката. После этого ползун возвращается в исходное положение, а прокат продвигается на шаг вперед для следующего раза.
У края уголкового проката (на левой и правой полках) полосы ленты можно получать вырезки, отрезку и обрезку прямоугольной формы длиной , где а - ширина пуансона без прямоугольного выступа (фиг. 3), используя упор 5 и расположив прокат на направляющей линейке 11 с регулируемым упором .20. Применяя упор 5 с упорами 3, на прокате можно вырезать пазы прямоугольной формы различной ширины, в -частности у уголкового проката ширина паза может быть меньше или равна ширине лолки.
В любом месте уголкового проката, на левой и правой полках, полосы или ленты можно получать вырезки, отрезку и обрезку прямоугольной формы длиной , где b - толщина пуансона, и любой толщины, сняв упоры-планки 3 и используя упор-планку 4 вместе с регулируемым упором 22, который устанавливают слева или справа от пуансона, например, для получения вырезок соответственно на левой или правой полке уголкового проката.
При вырезке, отрезке, обрезке уголковых форм в любом месте проката с углом его размещают на направляющих левой или правой линейках 10, предварительно сняв упоры-планки 3 и используя планки 12 и 13 прямоугольной и треугольной формы, которые перемещают по пазам в линейках и закрепляют на них в соответствующем месте согласно градЗировке. Поворотом кольца 8 на тот или иной
угол а шкалы 7 на матрице 2 можно менять
форму вырезки, т. е. угол р, который является
функцией ширины А толщины В пуансона и
установочного угла (а, Ь, а.
Таким образом, на прокате различного профиля можно получать вырезки, фаски, обрезку любой формы.
Данный штамп обеспечивает разнообразный раскрой уголкового и прямоугольного (квадратного) проката и может широко использоваться в промышленности. Например, совме-щая эти разделительные операции с опера-, циями гибки и сварки, можно делать различные каркасы, рамки, фермы и т. п.
Предмет изобретения
Универсальный штамп для вырезки пазов в листовом и профильном материале, содержащий пуансон с рабочей ча-стью прямоугольного сечения и частью, взаимодействующей с противоотжимом матрицы, и средства направления пуансона относительно матрицы, размещенные на боковых поверхностях взаимодействующей с противоотжимом части пуансона и соответствующих поверхностях матрицы и представляющие собой, по меньшей мере, одну иару выступов и впадин на каждой из упомянутых боковых поверхностей, отличающийся тем, что, с целью расширения
номенклатуры обрабатываемых деталей, впадипы -выполнены на пуансоне, а выступы - на матрице.
22
.
LL IT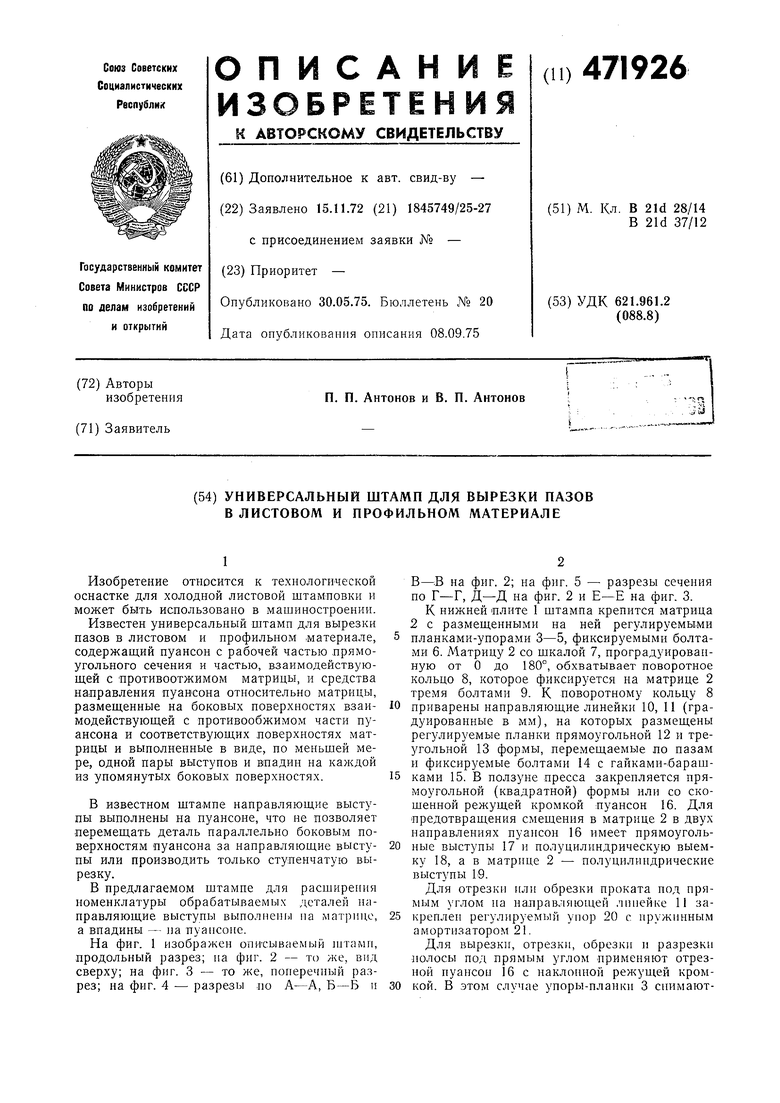
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырезки углов в полках углового проката | 1979 |
|
SU867474A1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп для отрезки заготовок из углового проката | 1979 |
|
SU1005986A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для резки профильного проката | 1988 |
|
SU1648649A1 |
| Штамп для гибки | 1979 |
|
SU880563A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |

Фиг. 1
5
А-А
20
12
10 /
