if
18 Ю 23 11
СП
СО
00
л Фиг. 7
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении элементов конструкций из углового проката.
Известен штамп для отрезки заготовок из углового проката, содержащий нижнюю плиту с матрицей и подпружиненный нижним прижимом, верхнюю плиту с установленным на ней сменным пуансоном и подпружиненным верхним прижимом, направляющие колонки и втулки ti Недостатком известного штампа является то/ что для переналадки его требуется значительное время.
Цель изобретения - сокращение времени на переналадку штампа.
Поставленная цель достигается тем, что штамп для отрезки заготовок из углового проката, содержащий нижнюю плиту с матрицей и подпру жикенным нижним прижимом, верхнюю плиту с установленным на ней сменным пуансоном и подпружиненным верхним прижимом, направляющие колонки и втулки, снабжен закрепленной на нижней плите стойкой с резьбовым отверстием и винтом, установленным в указанном резьбовом отверстии-, при этом матрица выполнена состоящей из трех секций, средняя из которых установлена с возможностью перемещения вдоль нижней плиты и связана с винтом, а две другие секции жестко закреплены на
35 нижней плите.
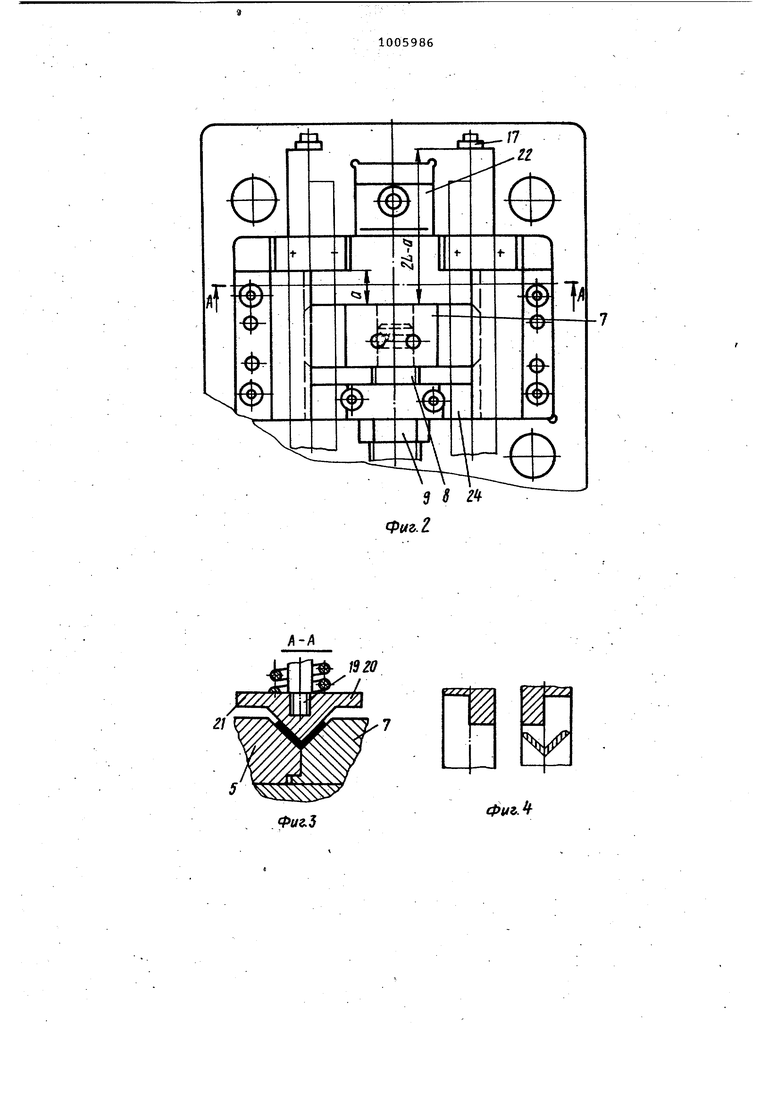
На фиг. 1 изображен штамп, общий вид в pa3pe3ej на фиг. 2 - то же, вид СНИЗУ} на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - обрезка
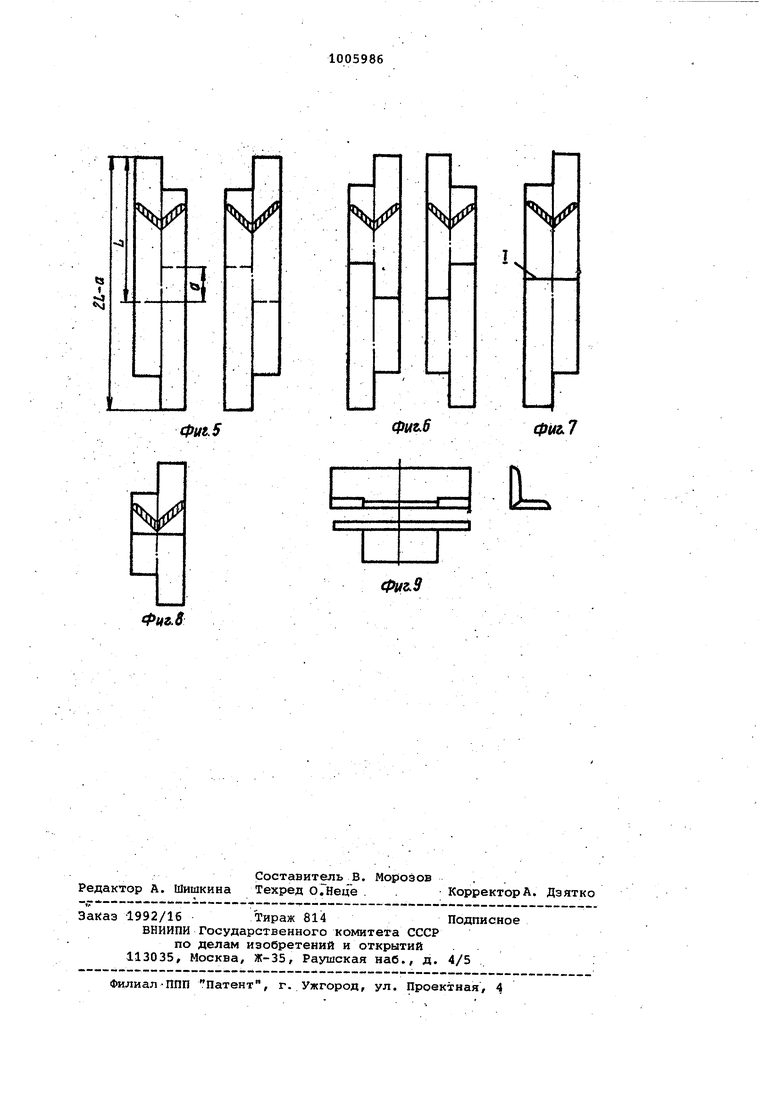
40 конца полосы на фиг. 3 - заготовка на две детали с уступами на обоих концах; на фиг. 6 - разрезка заготовки на две детали с уступами на обоих концах; на фиг. 7 - разрезка заготовки на две одинаковых детали
45 с уступом на одном конце; на фиг. 8 разрезка заготовки на две симметричные детали (левая и правая); на фиг. 9 - деталь после штампа с уступами на обоих концах.
50
Штамп содержит нижнюю плиту 1, оединенную с верхней.плитой 2 напавляющими колонками 3 и вту.11ками 4, На нижней плите установлены непод 55
ижные секции 5 и 6 матрицы и подвиж
ная секция 7, которая регулируется винтом 8 с контргайкой 9.
С нижней плитой винтом 10 связан нижний прижим 11. В верхней части штампа имеется пуансонодержатель 12 сменные пуансоны 13 с различной величиной уступа а. Пуансоны закрепляются в пуансонодержателе с помощью заплечиков и прижимной планки 14 с винтами 15. Пуансонодержатель закреплен винтами 16. Регулируемый упор 17 выполнен в виде самостоятельного узла (показан условно). Прижим 11 поджимается снизу пружиной 18.
С верхней плитой посредством винтов 19 и пружин 20 связан верхний прижим 21. На нижней плите закреплен противоотжим 22, взаимодействующий с противоотжимом пуансона 2 и стойка 24.,
Подготовка штампа к работе заключается в установлении см.енного пуансона 13 с требуемой величиной, уступа а, установке подвижной секции 7 с зазором резания и установке упора 17 на величину заготовки, равной двум деталям 2L, где L - длина детали.
Штамп работает следующим образом.
Первоначально обрезается конец полосы (фиг. 4). Полоса подается до упора 17. При опускании верхней плиты 2 прижим 21 прижимает полосу к сециям матрицы, а прижим 11 поджимает полосу уголка снизу. Прп движении пуансона 13 происходит разделение полосы уголка на заготовки с уступом с двух сторон (фиг. 5),
Для резки на детали с уступами с двух концов, заготовку из правого ручья устанавливают в левый, а из левого - в правый ручей, производится рабочий ход штампа и получается четыре детали с уступами на обоих концах (фиг. 6). .
Для получения односторонних одинаковых деталей (фиг. 7) заготовку разрезают по линии I на две детали под прямым углом к полосе уголка. Для итого необходимо установить пуансон 13 без уступа, а подвижную секцию 7 установить к пуансону с зазором резания.,
Предлагаемый. штамп для о грезки заготовок из углового проката позволяет сократить время на переналадку по сравнению с известным устройством.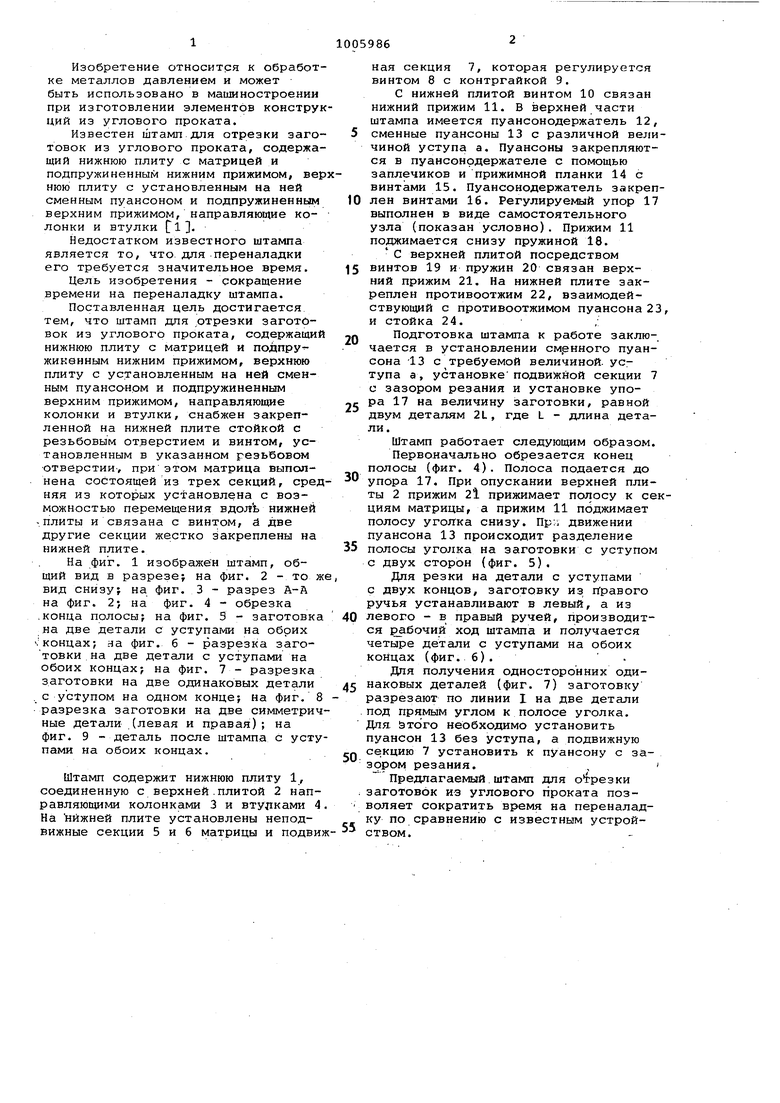
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Универсальный штамп для вырезки пазов | 1987 |
|
SU1512696A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп для резки профильного проката | 1988 |
|
SU1648649A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СКОБООБРАЗНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2047406C1 |
ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВОК ИЗ УГЛОВОГО ПРОКАТА, содержащий нижшою плиту с матрицей и подпру:жинениым нижним прижимом, верхнюю СПЛИТУ с установленным на ней смен/ ... ;;д-;..„,.. ным пуансоном и подпружиненным верхним прижимом, направляющие колонки и втулки, отличающийся тем, что, с целью сокращения времени на переналадку, он снабжен закрепленной на нижней плите стойкой с резьбовым отверстием и винтом установленным в указанном резьбовом отверстии, при этом матрица выполнена состоящей из трех секций, средняя из которых установлена с возможностью перемещения вдоль нижней Илиты и связана с винтом, а две другие жестко закреплены на нижней плите.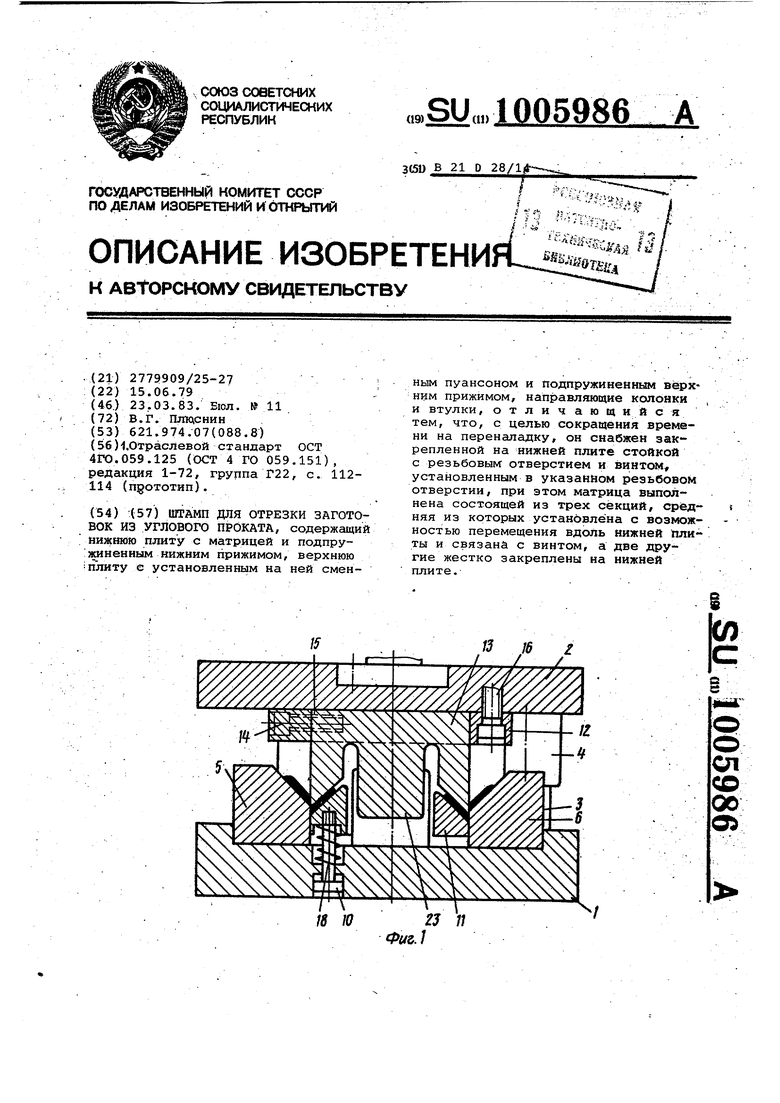
Фиг. 5
epttz.
Фи1.5
Фиъ.6
Фиг.7
Фиъ.9
