1
Изобретение относится к механическому оборудованию обработки металлов давлением и может быть использовано в заготовительных цехах маши-ностроительных предприятий.
Известна автоматическая линия раскроя листового материала на прямоугольные заготовки, содержащая установленные последовательно листоперекладчик, приводной подающий рольганг/ дисковые ножницы, приводной промежуточный рольганг, сталкиватель концевых отходов, гильотинные ножницы и приводной рольганг с упорами 1J.
Недостатком известной линии является то, что имеют место частые сбои подачи команды на очередной рез на гильотинных ножницах из-за отсутствия достаточного гарантированного интервала между уже отрезанной удаляющейся заготовкой и поступающей на рез, подходящей к упору, очередной заготовкой. К недостаткам относится также и то, что сталкиватель концевых отходов с гильотинных ножниц выполнен в виде шиберного толкателя и величина хода его ограничивает возможность удаления отходов, длина которых больше вели-чины его хода. ,
Все это снижает надежность работы линии раскроя листового материала.
Цель изобретения - повышение jiaдежности работы линии.
Указанная цель достигается тем, что в автоматической линии, раскроя листового материала за прямоугольные заготовки, содержащей установленные последовательно листоперекладчик,
10 приводной подающий рольганг, дисковые ножницы, приводной промежуточный рольганг, сталкиватель концевых отходов, гильотинные ножницы и приводной рольганг с упорами, ножницы снаб15жены выполненным с кольцевыми проточками приводным тянущим с механизмом его отключения и затормаживания, выполненным в виде смонтированного на одной с ним оси и кинематически
20 связанного с приводом подающего рольганга приводного диска и установленного с возможностью взаимодействия с лриводным диском и тянущим роликом прижимного обрезиненного ро25лика с механизмом его качания в виде приводного двуплечего рычага, сводное плечо которого снабжено тормозной колодкой, установленной с возможностью взаимодействия с тянущим
30 роликом, а сталкиватель концевых
отходов выполнен в виде шарнирно закрепленного на станине гильотинных ножниц приводного рычага, снабженного установленными на его конце Г-образными толкателями, размещенными npcfTHB кольцевых проточек тянущего ролика.
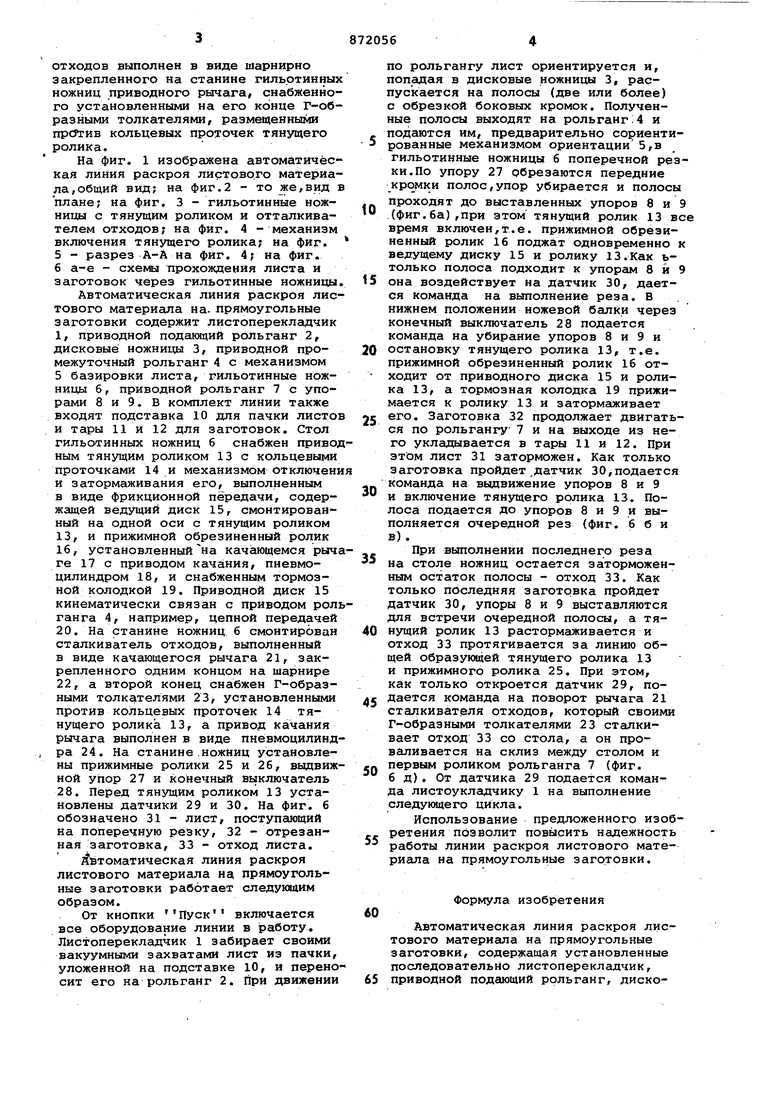
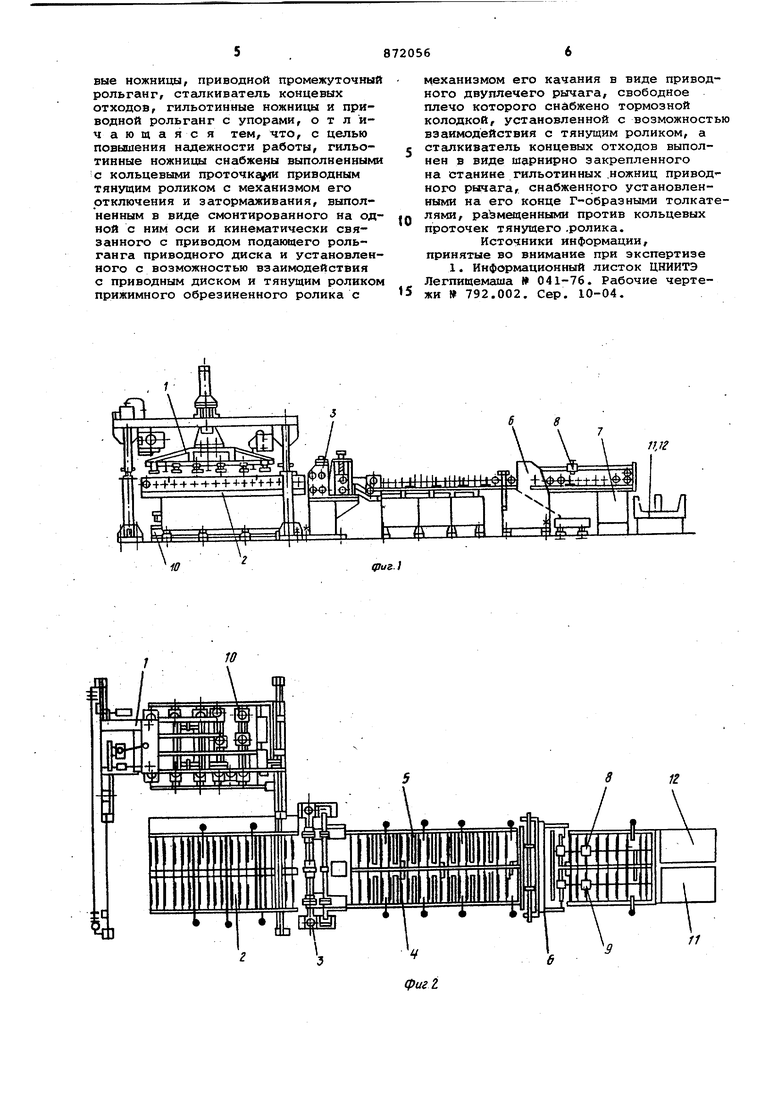
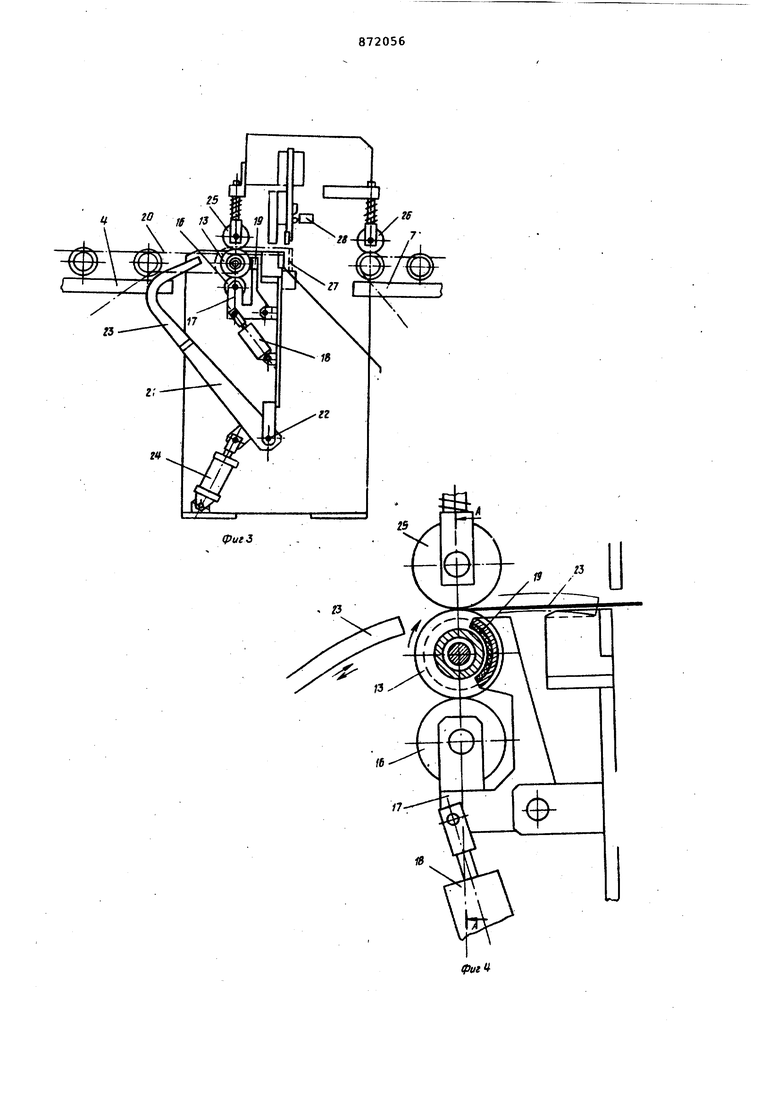
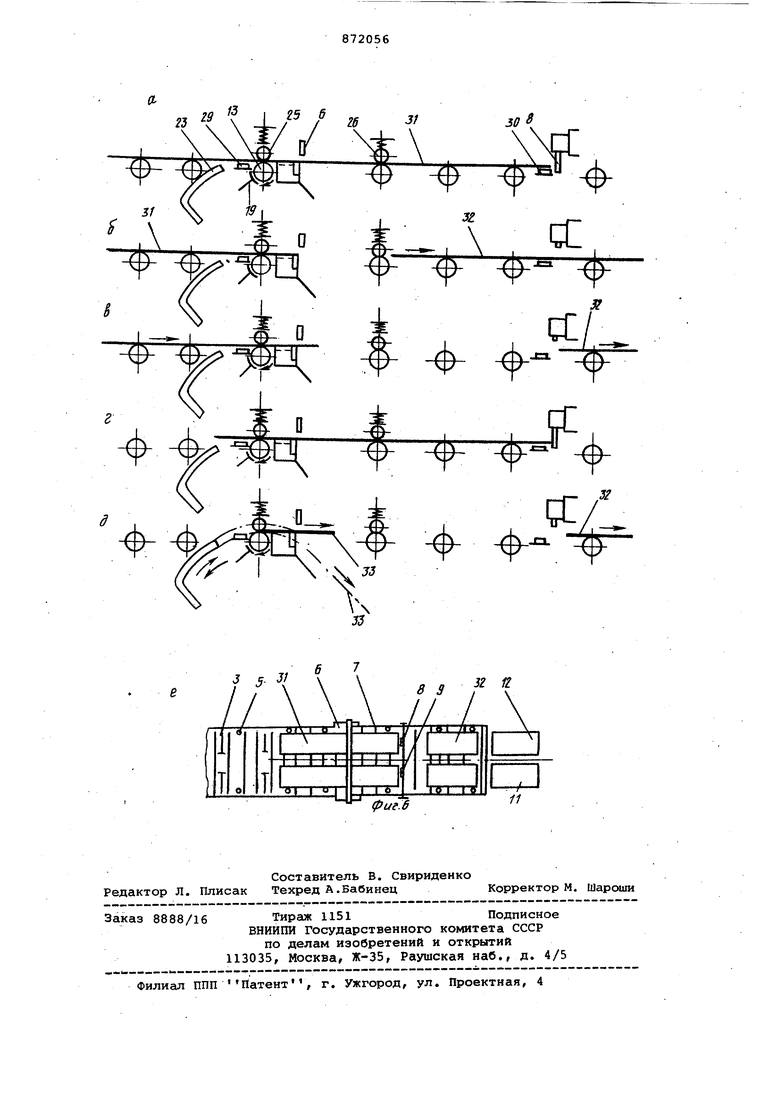
На фиг. 1 изображена автоматическая линия раскроя лидтового материала, общий вид; на фиг.2 - то же,вид в плане; на фиг. 3 - гильотинные ножницы с тянущим роликом и отталкивателем отходов; на фиг. 4 - механизм включения тянущего ролика; на фиг.
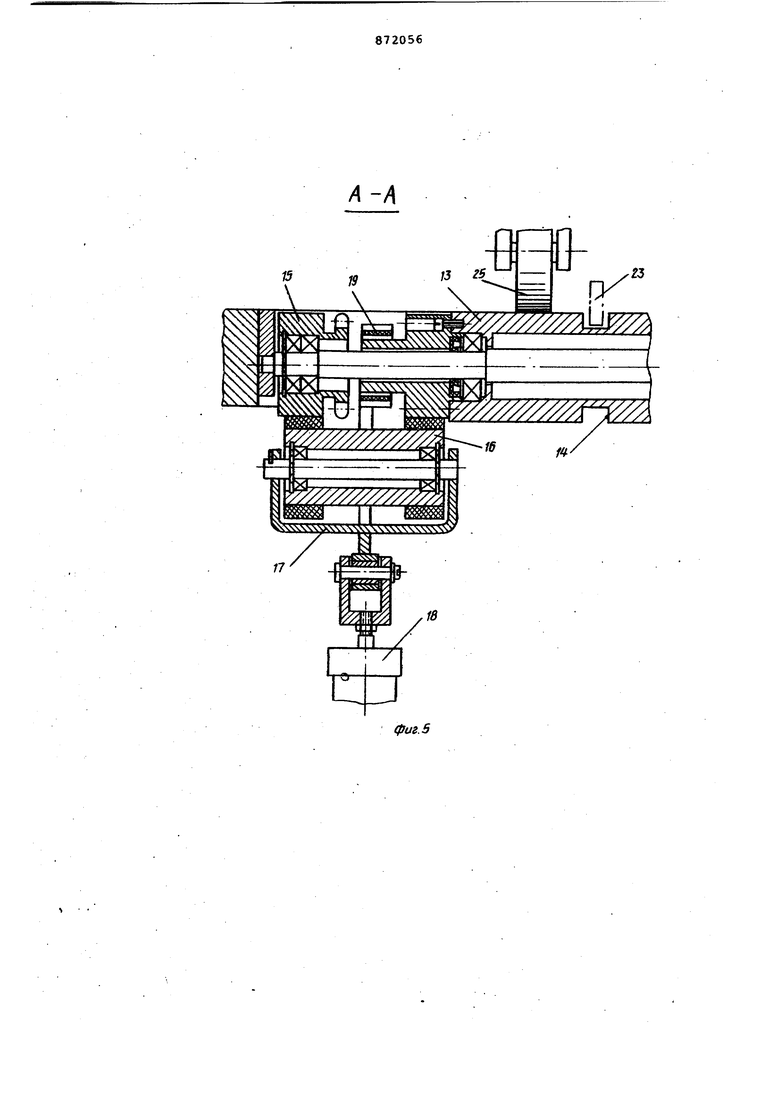
5- разрез А-А на фиг. 4; на фиг.
6а-е - схемы прохождения листа и заготовок через гильотинные ножницы
Автоматическая линия раскроя листового материала на. прямоугольные заготовки содержит листоперекладчик 1, приводной подающий рольганг 2, дисковые ножницы 3, приводной промежуточный рольганг 4 с механизмом 5 базировки листа, гильотинные ножницы б, приводной роЛьганг 7 с упорами 8 и 9. В комплект линии также входят подставка 10 для пачки листо и тары 11 и 12 для заготовок. Стол гильотинных ножниц 6 снабжен приводным тянущим роликом 13 с кольцевыми проточками 14 и механизмом отключени и затормаживания его, выполненным в виде фрикционной передачи, содержащей ведущий диск 15, смонтированный на одной оси с тянущим роликом 13, и прижимной обрезиненный ролик 16, установленныйна качающемся рычге 17 с приводом качания, пневмоцилиндром 18, и снабженным тормозной колодкой 19. Приводной диск 15 кинематически связан с приводом ролганга 4, например, цепной передачей 20. На станине ножниц, б смонтирован сталкиватель отходов, выполненный в виде качающегося рычага 21, закрепленного одним концом на шарнире 22, а второй конец снабжен Г-образными толкателями 23, установленными против кольцевых проточек 14 тянущего ролика 13, а привод качания рычага выполнен в виде пневмоцилиндра 24. На станине ножниц установлены прижимные ролики 25 и 26, выдвижной упор 27 и конечный выключатель 28. Перед тянущим роликом 13 установлены датчики 29 и 30. На фиг. 6 обозначено 31 - лист, поступающий на поперечную резку, 32 - отрезанная заготовка, 33 - отход листа.
гСйтоматическая линия раскроя листового материала на прямоугольные заготовки работает следукнцим образом.
От кнопки Пуск включается все оборудование линии в 1работу, Листоперекладчик 1 забирает своими вакуумными захватами лист из пачки, уложенной на подставке 10, и переносит его на рольганг 2. При движении
по рольгангу лист ориентируется и, попадая в дисковые ножницы 3, распускается на полосы (две или более) с обрезкой боковых кромок. Полученные полосы выходят на рольганг.4 и подаются им, предварительно сориентированные механизмом ориентации5,в гильотинные ножницы 6 поперечной реки. По упору 27 обрезаются передние кромки полос,упор убирается и полос проходят до выставленных упоров 8 и (фиг.6а),ПРИ этом тянущий ролик 13 в время включен,т.е. прижимной обрезиненный ролик 16 поджат одновременно ведущему диску 15 и ролику 13.Как ьтолько полоса подходит к упорам 8 и она воздействует на датчик 30, дается команда на выполнение реза. В нижнем положении ножевой балки через конечный выключатель 28 подается команда на убирание упоров 8 и 9 и остановку тянущего ролика 13, т.е. прижимной обрезиненный ролик 16 отходит от приводного диска 15 и ролика 13, а тормозная колодка 19 прижимается к ролику 13 и затормаживает его. Заготовка 32 продолжает двигаться по рольгангу 7 и на выходе из него укладывается в тары 11 и 12. При этом лист 31 заторможен. Как только заготовка пройдет датчик 30,подается команда на выдвижение упоров 8 и 9 и включение тянущего ролика 13. Полоса подается до упоров 8 и 9 и выполняется очередной рез (фиг. 6 б и в).
При выполнении последнего реза на столе ножниц остается за торможенным остаток полосы - отход 33. Как только последняя заготовка пройдет датчик 30, упоры 8 и 9 выставляются для встречи очередной полосы, а тянущий ролик 13 растормаживается и отход 33 протягивается за линию общей образующей тянущего ролика 13 и прижимного ролика 25. При этом, как только откроется датчик 29, подается команда на поворот рычага 21 сталкивателя отходов, который своими Г-образными толкателями 23 сталкивает отход 33 со стола, а он проваливается на склиз между столом и первым роликом рольганга 7 (фиг. 6 д). От датчика 29 подается команда листоукладчику 1 на выполнение следующего цикла.
Использование предложенного изобретения позволит повысить надежность работы линии раскроя листового материала на прямоугольные заготовки.
Формула изобретения
Автоматическая линия раскроя листового материала на прямоугольные заготовки, содержащая установленные последовательно листоперекладчик, приводной подающий рольганг, дисковые ножницы, приводной промежуточный рольганг, сталкиватель концевых отходов, гильотинные ножницы и приводной рольганг с упорами, отличающаяся тем, что, с целью повышения надежности работы, гильотинные ножницы снабжены выполненными с кольцевыми проточкэдт приводным тянущим роликом с механизмом его отключения и затормаживания, выполненным в виде смонтированного на одной с ним оси и кинематически связанного с приводом подающего рольганга приводного диска и установленного с возможностью взаимодействия с приводным диском и тянущим роликом прижимного обрезиненного ролика с
механизмом его качания в виде приводного двуплечего рычага, свободное плечо которого снабжено тормозной колодкой, установленной с возможностью взаимодействия с тянущим роликом, а сталкиватель концевых отходов выполнен в виде шарнирно закрепленного на станине гильотинных .ножниц приводного рычага, снабженного установленными на его конце Г-образными толкателями, размещенными против кольцевых
o проточек тянущего .ролика.
Источники информации, принятые во внимание при экспертизе
1. Информационный листок ЦНИИТЭ Легпищемаша 041-76. Рабочие черте5жи 792.002. Сер. 10-04.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Автоматическая линия раскроя листового материала | 1986 |
|
SU1400800A1 |
| Линия для раскроя листового проката | 1980 |
|
SU1085708A2 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| Установка для раскроя листового материала | 1984 |
|
SU1146146A1 |
| Автоматическая линия раскроя листового материала | 1985 |
|
SU1278122A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
-HllllLllllUlU.O
ф fb Ж
15
/l-/
a
б 7
/ 5 l
Т
