1
Изобретение относится к механизации заготовительных работ, в частности к установка.м для резки листовога материала, и может быть использовано в заготовительных участках на любых заводах, производящих переработку листового проката толщиной 0,5-30 мм.
Известна установка для подачи листов, например, к гильотинным ножницам, содержащая рольганг с приводными роликами и устройство для задачи листа, установленное с передней стороны ножниц на рольганге перпендикулярно плоскости реза 1).
Однако в данной установке механизм подачи листа из-за постоянной жесткой свя-зи с листом в процессе перемещения не обеспечивает при перекосе уложенного на рольганг листа, установки его параллельно линии реза и соответственно перпендикулярность сторон отрезанных заготовок, что снижает производительность установки.
Цель изобретения - повыщение производительности.
Поставленная цель достигается тем, что в установке для подачи листов, например, к гильотинным ножницам, содержащей рольганг с приводными роликами и устройство
для.задачи листа, установленное с передней стороны ножниц на рольганге перпендикулярно плоскости реза, устройство для задачи листа выполнено в виде рамы, шарнирно установленной одним своим концом на ста5 нине ножниц с возможностью качательного движения и привода качания рамы, щарнир, связывающий раму с ножницами, выполнен регулируемым по высоте и подпружинен в горизонтальном направлении, пер,Q пендикулярном линии реза, при этом рама
снабжена двумя приводными каретками, одна из которых установлена с возможностью вертикального перемещения и снабжена регулируемым упором, расположенным со стороны второй каретки, а ролики
15 рольганга выполнены в виде набора щайб и расположенных между ними постоянных магнитов, установленных полюсами к плоскостям шайб.
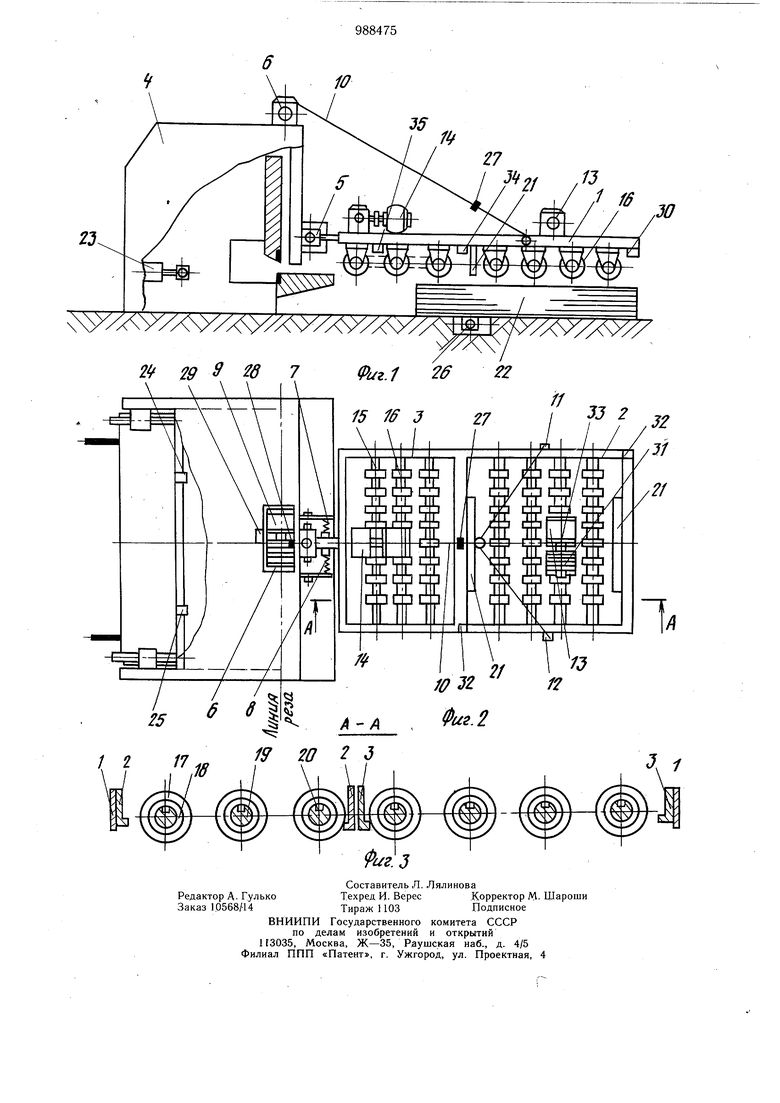
На фиг. 1 схематично изображена установка, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2.
Установка Быченко для подачи листов содержит раму 1, на которой установлены подвижная 2 и ведущая 3 каретки. Рама 1
закреплена на станине гильотинных ножниц 4 посредством шарнира 5 и имеет привод качания б выше линии реза, шарнир 5 снабжен пружинами 7 и 8, а привод качания 6 состоит из привода 9, закрепленного на гильотинных ножницах 4, и через гибкую связь 10 соединенного с рамой 1 в точках 11 и 12.
Подвижная каретка 2 снабжена реверсивным приводом 13, а ведушая - приводом 14. закрепленными на раме 1.
Каретки 2 и 3 выполнены в виде рольганга 15 с роликами 16, набранными из шайб 17, между которым расположены постоянные магниты 18, закрепленные на валу 19 рольганга 15 шпонкой 20.
Каретка 2 снабжена регулируемым упором 21, обеспечивающим зазор между листом, уложенным в пакет 22, и магнитными роликами 16 рольганга 15 для подъема и захвата только одного листа из пакета при обработке тонколистового материала.
На гильотилных ножницах 4 смонтирован регулируемый задний упор 23, определяющий положение листа при резке. На упоре 23 установлены позиционные выключатели 24 и 25, взаимодействуиэщие с приводом 14 ведущей каретки 3 и одновременно выдающие команду на привод ножниц 4.
Под пакетом 22 установлен выключатель 26, взаимодействующий с приводом 9, который поднимает раму 1 в вертикальное положение.
На гибкой связи 10 закреплены огра-. ничители 27 и 28, взаимодействующие с выключателем 29, привода качания 6 для ограничения подъема рамы 1 в вертикальное положение и управления приводом 13 каретки 2 соответственно.
На подвижной каретке 2 закреплен выключатель 30, который совместно с приводом 13 каретки 2 посредством гибкой связи 31 обеспечивает захват листов из пакета 22 при кажом последующем подъеме на любой его высоте.
Каретка 2 снабжена двумя телескопическими направляющими 32, закрепленными на раме 1.
На приводе 13 каретки 2 установлен выключатель 33, ограничивающий подъем каретки 2 и взаимодействующий с приводом 14 ведущей каретки.3.
На раме 1 установлен выключатель 34, управляющий приводом 13 каретки 2, для обеспечения непрерывной подачи листов из пакета 22 в зону порезки, а также выключатель 35, который совместно с выключателем 26 управляет приводом 8 подъема рамы 1 после порезки всех листов из пакета 22.
Установка Быченко для подачи листов работает следующим образом.
В исходном положении рама 1 гаходится в вертикальном положении. Пакет 22 укладывают перед гильотинными ножницами
4, при этом выключатель 26 должен быть зажат. Установка готова к работе в автома тическом режиме.
Включают привод 9. Рама 1 начинает опускаться. При . достижении ею горизонтального положения ограничитель 28 гибкой связи 10 воздействует на выключатель 29 привода качания 6, который отключает привод 9. После этого подается команда на привод 13, при срабатываниикоторого подвижная каретка 2 начинает опускаться на
пакет 22.
Достигнув верхнего листа, магнитные ролики 16 рольганга 15 каретки 2 производят захват листа, при этом привод 13 отключается выключателем 30. Каретка 2 с листом подготовлена к подъему. Реверсирование привода 13 осуществляется выключателем 30, при котором производится подъем листа до уровня рабочего стола ножниц 4. Ограничение подъема каретки 2 с листом осуществляется выключателем 33. После
подъема листа и отключения привода 13 магнитные ролики 16 ведущей каретки 3 производят захват листа для дальнейшей его подачи в зону резания.
Подача листа в зону резания осушестJ вляется приводом 14 ведущей каретки 3, команду на его перемещение выдает выключатель 33 после подъема листа кареткой 2.
Получив питание, привод 14 вращает магнитные ролики 16 ведущей каретки 3, которые подают лист в зону резания до упора 23, одновременно с ними свободно вращаются ведомые ролики 16 каретки 2, удерживая при этом лист на весу.
При движении лист воздействует на выключатель 34, выдающий команду на
5 привод 13 каретки 2 для обеспечения не, прывной подачи листа из пакета 22 в зону порезки, а также на выключатель 35, который совместно с выключателем 26 подает команду на привод 9 подъема рамы 1 после порезки всех листов из пакета 22.
0 Базирование листа осуществляется по упору 23, на котором закреплены два разнесенных выключателя 24 и 25, при нажатии которых подается команда на остановку привода 14 ведущей каретки 3 и одновременно на привод гильотинных ножниц 4. Производится рез. Выключатели 24 и 25 переключаются и подают команду на привод l4, который подает лист до упора 23. Последовательное чередование этого цикла осуществляетс5 до полной порезки листа.
0 По мере вь1работки листа выключатель 34 поддет команду на привод 13 подвижной каретки 2, который одновременно с работой каретки 3 производит опускание каретки 2, захватывающей последующий лист магнитными роликами, подъем каретки с лис5 том и передачу листа на ведущие ролики каретки 3, т. е. в процессе порезки осуществляется непрерывная подача листа из пакета 22 до .полной его выработки.
После поднятия последнего листа и его порезки выключатели 26 и 35 подают команду на привод 9 для подъема рамы 1. Цикл работы установки закончен. При последующей загрузке пакета листов цикл порезки повторяется.
Ввиду шарнирного соединения рамы с гильотиной возможна порезка листов по разметке под заданным углом без дополнительных приспособлений на установку.
Шарниры 5 и привод качания 6 находится на вертикальной оси, перпендикулярной линии реза, и за счет шарнирного их соединения в точках подвеса обеспечивают поворот рамы в горизонтальной плоскости относительно линии реза.
Для ориентации рамы параллельно линии реза шарнир 5 снабжен двумя пружинами 7 и 8, установленными в горизонтальной плоскости от Оси, перпендикулярной линии реза.
Резка по разметке под заданным углом осуществляется следующим образом.
Ведущая каретка 3 перемещает лист параллельно линии реза до скоприкосновения одного из углов листа с регулируемым задним упором 23.
.Привод 14 ведущей каретки 3 продолжает работать до тех лор, пока кромка листа не прижмется к упору 23 и не сработают выключатели 24. и 25, которые отключают привод 14 и выдают команду на порезку листа.:
При этом, когда лист уперся углом в задний упор, начинается пробуксовка магнитных роликов ведущей каретки 3 по листу.
Ввиду того, что ось вращения рамы находится перед линией реза, то при вращении роликов, когда один угол листа находится на упоре, создается вращающий момент относительно точки подвеса рамы в сторону упора.
, При этом происходит совмещение кромки листа с плоскостью заднего упора .и его поджим.,
При последующих резах ориентация листа по разметке под заданным углом повторяется.
Для обеспечения подачи листа различной толщины параллельно .плоскости стола гильотины щарнир 5 рамы 1 выполняется регулируемым.
Установка Быченко позволяет осуществлять переработку листового материала в рулоне. Для этого рулон устанавливается на козлы над приямком возле гильотинных ножниц..
Лист подается на ведущую иподвижную каретки, которые своими магнитными роликами захватывают лист. В дальнейшем работа в автоматическом цикле производится таким же образом, как и порезке листов из пакета до полной выработки рулона. .
Если ширина листа рулона .небольшая, возможно производить порезку нескольких рулонов одновременно.
Применение установки Быченко обеспечивает захват и подачу листового проката в рулонах и пакетах паралльно линии реза; автоматическое переключение и цикл ра-. боты, повышает производительность труда по сравнению с базовым объектом, в качестве которого выбран прототип.
Формула изобретения
Установка для подачи листов, например, к гильотинным ножницам, содержащая рольганг с приводными роликами и устройство
5 для задачи листа, установленное с передней стороны ножниц на рольганге перпендикулярно плоскости реза, отличающаяся тем, что, с. целью повышения пр,ризводи. тельности, устройство для задачи листа выполлено в виде рамы, шарнирно установленной одним своим концом на станине нож.ниц с возможностью качательного движе ния и привода качания рамы, шарнир, связывающий рамы с ножницами, выполнен регулируемым по высоте и подпружинен в
5 горизонтальном направлении, перпендикулярном линии реза, при этом рана снабжена двумя приводными каретками, одна из которых установлена с возможностью вертикального перемещения и снабжена регулируемым упором, расположенным со сто0 роны второй каретки, а ролики рольганга выполнены в виде набора шайб и располо-. женных между ними постоянных магнитов, установленных полюсами к плоскости шайб.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 634872, кл. В 23 D 33/02, 1977 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство для перемещения и укладки материала | 1984 |
|
SU1146148A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Установка для подачи листового материала | 1980 |
|
SU1011346A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| АВТОМАТ ДЛЯ РЕЗКИ РУЛОННОЙ БУМАГИ И СПОСОБ НАСТРОЙКИ ЕГО МЕХАНИЗМА РЕЗАНИЯ | 2000 |
|
RU2160669C1 |
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |