(54) ГОРЕЛКА ДЛЯ ЛУГОВОЙ СВАРКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1981 |
|
SU1007874A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1118502A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1097464A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1975 |
|
SU558766A1 |
| Горелка для сварки плавящимся электродом в среде защитных газов | 1981 |
|
SU977123A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в защитных газах | 1987 |
|
SU1461599A1 |

Изобретение относится к сварочному производству, в частности к электрической сварке в среде защитных газов, и может быть применено во всех отраслях промышленности.
Известна горелка с отсосом аэрозоля, в которой сварочные провода расположены вне отсасывающего тракта, присоединенного к насадке, расположенной поверх сварочной горелки 1.
Недостатком ее лвляется чрезмерно большой вес горелки с отсосом аэрозоля и неудобство в работе для сварщика, особенно при сварке в труднодоступных местах.
Известна- горелка идя газоэлектрической сварки с отсосом аэрозоля, содержащая изогнутую трубку }1ля подачи сварочной проволоки и защитного газа, сварочные провода, присоединенные к отогнутому концу трубки, токоподводящий мундштук, ввернутый в свободный конец трубки, сопло для подвода защитного газа, концентрично охватывающее мундштук, цилиндрическую отсасывающую насадку, расположенную соосно соплу поверх него, а также отсась вающий шланг, внутри которого
расположены упомянутая трубка и сварочные провода, связанный одним концом с насадкой, а другим с побудителем тяги 21.
Недостатком известной горелки является сложность конструкции и вследствие этого недостаточная ее надежность и долговечность, а также невозможность изменения расстояния от торца отсасывающей насадки до свариваемых деталей в зависимости от параметров сварки, что ухудшает отсасывание сварочного аэрюзо10ля на отдельных режимах.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является горелка для дуговой сварки плавящим15ся электродом в защитных газах с отсосом аэрозоля из зоны сварки, содержащая изогнутую трубку для подачи плавящегося электрода и защитного газа, на конце которой установлен мундштук, а также сопло для подачи
20 защитного газа, охватывающее мундштук и насадку для отсоса аэрозоля из зоны сварки, охватывающую сопло и установленную с возможностью перемещения относительно сопля 3J.
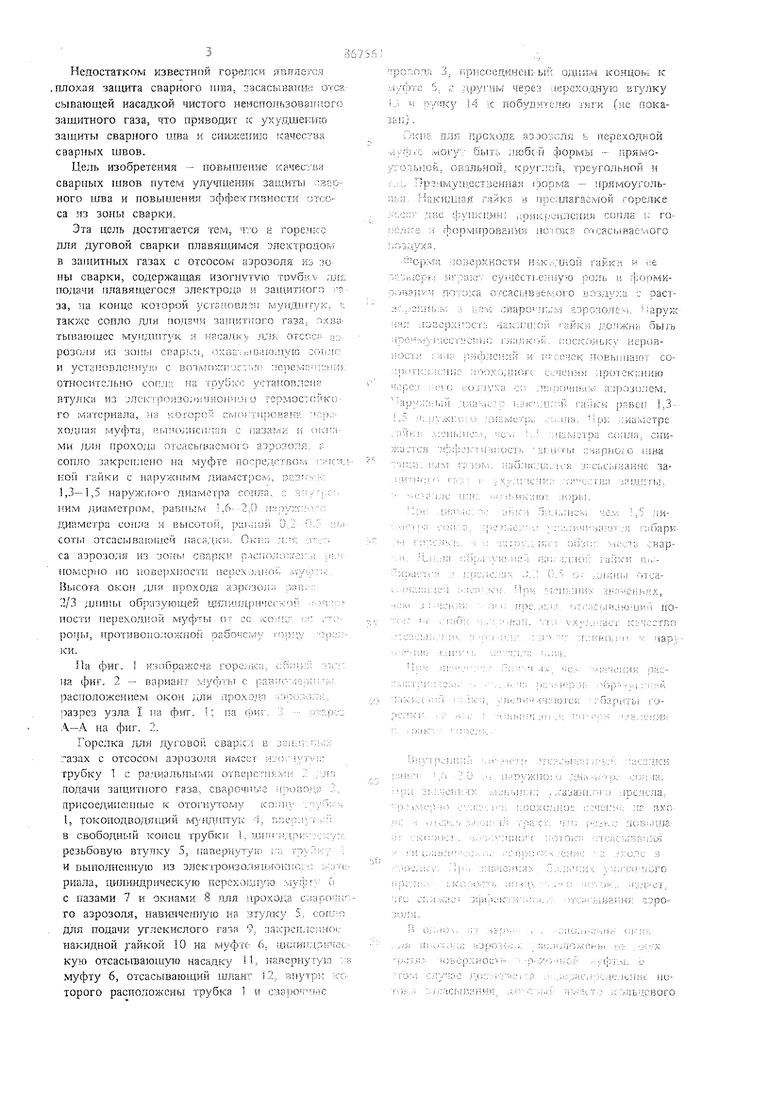
Недостатком известной горелки явпнется .плохая защита сварного шва. аасаспиганив ovca сываюцдей насадкой чистого ненсг ог ъзован шго защитного газа, что привод}-;т к ухудшекию защиты свартюго uma и снижению тгачества сварных швов.
Цель изобретения - повышение качесУ.иа швов путем улучшений защить) :;заонего шва и повышения эффективности отсоса мз зоны сварки.
Эта цель достигается тем, что Е ;rope:i;co зля дуговой сварки плавяасимся злектроцом: в защитных газах с отсосом аэрозоля кз :го нь сварки, содержащая ИЗОГНУТУЮ трубку run: подачи алавяшегося электрода и защитного )-5 33, на конце которой устэновп; ; мундигтук, :. также сопло для подачи запи тиого газа, nxisa
ТЬИМ1 ОШее МуИДТИТуК я НЯсаДКЛ отсос у;; рОЗОЛЯ из зоны СЕарГСП, ОХВ::-:1В,иО;ПУ 0 COlilO
и устаиовлеинук) с вотмсп/гиис-;:,:; :(-ре5/;;:;1:;; гм относите;1ьио сог;:к; на - ру6:со устаноплои;; втулка из лс1С-гронзо;1ИП - оняи1 о гсрглостсйк;;го материала, на когоро : сногтиг овакк :к;р,/ходиая муфта, ш.птолисигая с гизаг/ ;--. н КПлми jiJTii прохода OTcaCbiBaCMOiO аэрозоля f сопло закреллсно яа муфте посредством :;чсм, кой гайки с наружкьгм диаметром, , ;/ l,,5 наружного диаметра сопла, с .::
ним 1 иамеТр()М, ра) .6- 2Д) ггирЛ;:::-:--;
диаиле ра и высотой, 0,2 . :М)| соты отсасывающей 1 асндк;1, Окп:; л:--; ;v.-. са аэрозоля из золь свапкк рлсгю/гпхиг ,: :;. (Гоксрио по поверхности liCpexэщ о;- :-..,: Высота ОКО1 для прохода аэрсгзол;- о:;т;; ;; 2/3 д;1инь образующей тштил/ащчсской : -г-::-иости иереходион муфл.т о ас i; .:
pOIbl, з рОТИВО11О::ОЖНОК шбочсму rnp;;Y Дк;:;1СИ.
Па фиг. 1 изображена rOpCJiKn, cfivn;;;;: .;,:;
на фиг. 2 - вариант муфты с рав гСМО:):;::-; 1эасиоложением окон для арохода (;:,о;л-., разрез узла I а фет. f; Фн1. ; -- ;;::::;рс-: А-А на фиг. 2.
Горелка для дуговой сварки в ааи:;;. ;,;;( газах с отсосом ,-,-.,:-,-..;,:трубку 1 с ра;гаа г. i i подачи заЕщггиого г L t
па лля прохода аз;)оз(;ля Е переходной 2 :vioryv DbiTi- люб{-й форм - прямоной. овальной, Kpyi;;ofi, треугольной и 1: е1-1муг1 естзенная (рорма - нрямоугольИавгиллая гакка в посллагасмой горелке
ОИ ПМИс раст. apv/K на бьиъ iiepoBприсоединенные к отогнутому
t, ТОКОПОДВОДЯиШЙ Л-ГЛЛЩИГГуК -1, n;;epjy-i ::
в свободный конец трубки I, дит-и/гри;-;-:;;-/::; резьбовую втулку 5. иавернутую ;;;; тр-Дм-;;- 1 и выполиенную из злектроизо;(я 1И01;иС::; :.-;г1Ч: риала, цилиндрическую иерехо1хиую муфг;- U с пазами 7 и окнами 8 для 11рохода го аэрозоля, HasHj-meiniyic на втулку 5, сок-п для подачи углекислого газа 9, за:срсилс 1ное накидной }айкой 10 на муфте: 6. щ- типдпмлгскую отсасывающую насадку И, навернутую : муфту 6, отсасывающий шланг 12, впутрг; (-д:торого расположены трубка 1 и сзврочлае
ис5ОГС
становится преимущественным в зоне максимального вьщеления аэрозоля.
Пример. Горелку с отсосом аэрозоля испытывают при сварке в углекислом газе при следующем режиме: сварочный ток 400450 А, напряжение сварки 34-36 В, скорость подачи электродной проволоки диаметром 2 мм марки Св-08Г2С составляет 380 м/ч, Скорость сварки при выполнении углового щва катетом 8 мм составляет 20-25 м/ч и при выполнении стыкового шва на металле толщиной 12 мм составляет IS-22 м/ч.
Эффективность отсоса аэрозоля на данном режиме сварки угловых и стыковых соединений показана в табл. 1.
Данные таблиц показывают, что эффективность отсасывания аэрозоля достигает до 95%,
Примечание. Первые Щ1фры числителей в графах 3, 4 и 7 соответствуют сварке в угол, вторые цифры - сварке в стык.
57,8...60,0
23,3...27,3
675616
механические свойства и химсостав металла щва практически не отличается от таковых при сварке без отсоса аэрозоля. Пор, щлаковых включений и других дефектов в шве не обнаружено.
Экономический эффект от применения горелки с отсосом аэрозоля достюается сокращением на 80-90% объема общеоблтеннон ,Q вентилящш и составляет до 4500 р. к один сварочный пост в год.
Механические свойства металла шва и сварного соединения представлены в табл. 2.
15
Химический состав металла шва при сварке с отсосом и без него представлен в табл. 3.
Таблица 1
Таблица 2
6,1...7,9
.,0
774 4,9
Есть0,10 1,190,40 0,020 0.020 0,014О,
Нет0,,150,36 -0,014 0,020 0.0120,08 0,0014
Примечание. Предельно допустимпл концентрахдая окислов марганца тмк 0.05 мг/м. Ф о р м у л а . и 3 о б р е т е и и я 1. Горелка для дуговой сварки плавяньчмся электродом в защити.Х газах с отсосом аэрозоля ю зоны сварки, содержащая изогнутую .трубку для подачи плавящегося электро/ia м за щитного газа, на конце которой установлен мундштук, а также сопло для подачи загиитно го газа, охватывающее мундштук и наса/ису для отсоса аэрозоля из зоны сварки, охватытающую сопло и установленную с возможкосяыс перемещения относительно сопла, о г л к i аю щ а я с я тем, что, с целью повышения качества сварных IUBOB путем улучигения заи1,и Tbt сварного 1ив; и noBbirLieHnH згрфсктивности отсоса из зоны сварки, на трубке ()злеля втулка из электроизоляционного гермостоккс с материала, на которой смонтирована иорсход нал муфта, вьпюлненная с пазами и окнакл для прохода отсасываемого аэрозоля, п согглс закреплено на му4)те иосрсдстпом накидлой ,гайки с кару) диаметропл, ранным i,,-- ,;i 11яружного диаметра сопла, с гзиутрсниим jiiiaMCTpOM- равным 1,3 2,0 наружного (щамет ра сопла, v, высотой, рапной 0,2-0,5 отсасывающей иасадки 2. Горелкэ по IL 1 о i л л п а ю щ ал с я тел:и -гго окна цлл ел coca азро:и)ля из jQnbj сварк расположены рааиомерио но понеэх п}сти переходной муфть 1 sopeuKK ;то .l-2,, о т т и ч и w ш ; з: с к Tefvi, что высота окон л.ля прохода йэрозоля равнй 2/3 образугтдей цилиндрической поверхкости переходкой муфты от Lt; конца со CrOjJOHI.I, ПрОТИЕОПОЛГ)ЖНОН пмйо-ему TOpiiy горелки. Исгоч ;ики И1форматши. ((рпиятые во внимай -ic при ткспертизе Г 1атент Шзошп М , кл, R 2 К 5/16, 10.08,75. 2. Ьтеит CnfA N 39f0860, кл 21У SJC, r) 3,Свил,етелы:-тво о :ол1;,зиос-г i Ч)рапими К 226445S, к;;. В .:3 К . I).|02:S
