Изобретение относится к материалам для сварки плавлением низколегирован}{ых сталей и мс;кет быть использовано в судостроительной npONuo ленности и энергетическом машиностроении. В настоящее время дл5 энергетиче ких установок пртоданяются низколеги рованные теплоустойчивыа стали с регла.ментированными прочностными свойствакт и содержанием вредных пр месей, Б частностр сталь марки 15ХЗН1МФ, . Известен флюс для автоматической сварки теплоустойчивых сталей 1 / имеющий состаз, вес.%: СзО 15-35 МаО10-30 МпО 5-30 Использование этого флюса с соде жанием Si0 более 20% к МпО более 10% приводит к интенсивному развити кремне- и маргаяцевосстанойительных процессов и увеличению содержания ккс-порода в металле шва, что повьвла ет хрупкость металла и снижает сопр тивляемость его зарождению и развитию трещин, а также снижает сопротивляемость металла шва развитию отпускного и теплового охрупчивания при повышенных температурах эксплуатации конструкций. Указанный ф.пюс с содержанием S i 0, , бJJ.иэким к нижнемч пределу, имеет сильный основной характер, что способствует значительному насыщению металла шва водородом и снижению сопротивляемости сварных соединений образованию холодных трещин в процессе изготовления конструкций. Необходимо было разработать кислый сварочный флюс .для автоматической сварки низколегированной стали, обеспечивающий хорошие технологические свойства при сварке, повышенную пластичность и вязкость металла шва в исходном состо.чнии и низкое содержание в нем во.цорода, а также обеспечивающего требуеьые служебные характеристики - прочность, сопротивляемость отпускному, тепловом и радиационному охрупчизанию. Для осуществления указанных требований флюс лол.жен иметь максимально ограниченное содержание МпО, СаО, S i O.-j, А 1 . , дополнительно следует ввести в его состав Т i OQ и исключить МдО. Двуокись титана обеспечит (при ограниченном
содержании основных окислов) повышенную кислотность флюса и увеличит степень перехода титана из проволоки в шов, что будет способствовать повыюению прочности и пластичности м:еталла lasa.
Наиболее близким к предлагаемому по составу компонентов является флюс марки АН-2 5 Г2, содержащий,, веа,% Кремнезем 6-9 Двуокись титана 35-40 Окись кальция 12-15 Окись магния 2-4 Фтористый кальций 33-40 Глинозем2
Закись марганца 0,5 Окись железа 1,0 Флюс марки АН-25 применяется, в основном, для возбуждения электрошлакового процесса, он является хоpoujHM проводником электрического тока даже в твердом состоянии. Опробывание его для автоматической сварки проволокой под слоем флюса показало, что сварочная дуга горит неустойчиво потоьчу, что флюс в расплаленном состоянии обладает еще более лучшей электропроводностью и электродуговой процесс чередуется с элекрошлаковым. В результате нарушается нормальное формирование шва. Сварной шов выглядит бугристым и неровным по ширине, что является неприемлемым. Причем флюса плавится много, шлаковая корка получается толстая, а большой расход флюса экономически невыгоден. Кроме того, опробование флюса при сварке кольцевых стыков обечаек показало, что расплавленный шлак, обладая повышенной жидкотекучестью, не держится на шее и вытекает струей из зоны дуги.
Цель изобретения - разработка флюса для автоматической сварки низколегированной теплоустойчивой стали 15ХЗН1МЙ, обеспечивающего в сочетании с проволокой св-08ХГН ТА хорошие технологические свойства пр сварке (устойчивое горение дуги, хорошее формирование шва, легкую отделимость шлаковой корки и т.д.), повышенную пластичность и вязкость металла шва в исходном состоянии, а также обеспечивающего требуемые служебные характеристики: прочность сопротивляемость отпускному,тепловому и радиационному охрупчиванию.
Поставленная цель достигается тем, что компоненты флюса взяты в следующем соотношении, вес.% Кремнезем( S i Orj) 7-12 Двуокись Титана (TiO/j/28-35 Окись кальция (СаО) 9-18 Закись марганца (МпО)0,1-5,0 Глинозем (,) 9-18
Фтористый КсШЬЦИЙ
(СаР)25-40
Окись железа {РелО О 0,1-1,5
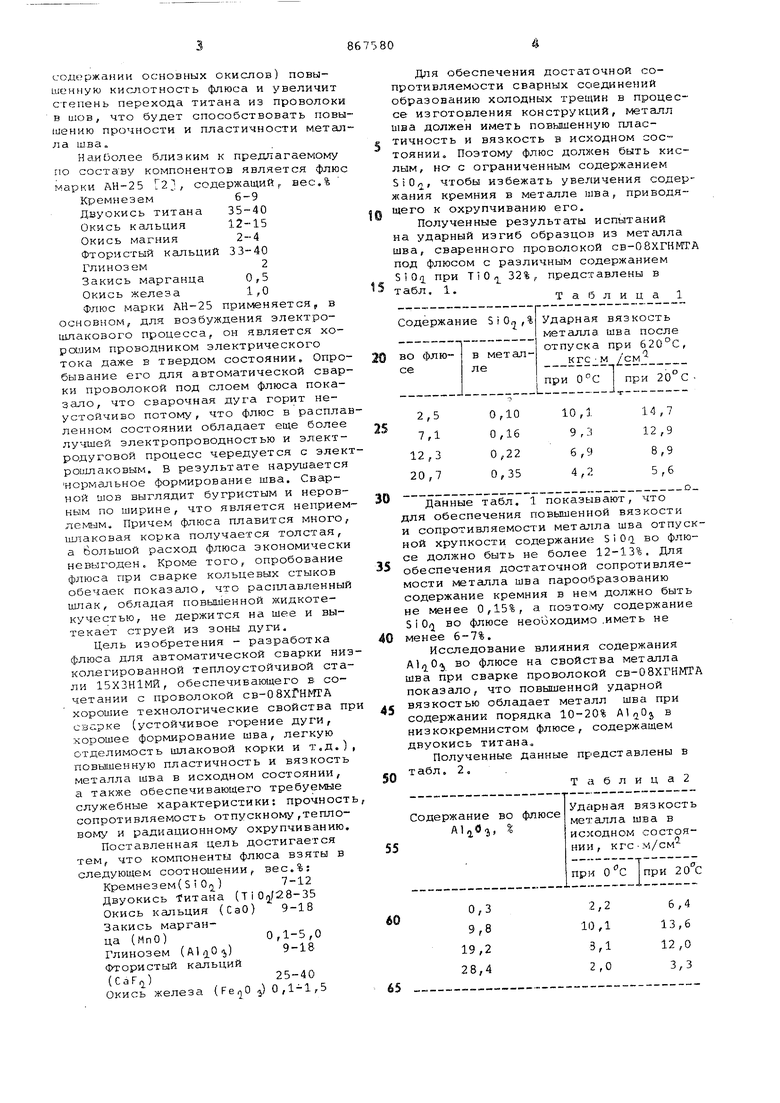
Для обеспечения достаточной сопротивляемости сварных соединений образованию холодных трещин в процессе изготовления конструкций, металл шва должен иметь повышенную пластичность и вязкость в исходном состоянии. Поэтому флюс должен быть кислым, но- с ограниченным содержанием Si 0,1, чтобы избежать увеличения содержания кремния в металле шва, приводящего к охрупчиванию его.
Полученные результаты испытаний на ударный изгиб образцов из металла шва, сваренного проволокой св-08ХГНМТА под флюсом с различным содержанием SiOr при TiO 32%, представлены в
табл. 1.
Та ID лица 1
Содержание SiOn ,% Ударная вязкость
Данные табл, 1 показывают, что для обеспечения повышенной вязкости и сопротивляемости металла шва отпусной хрупкости содержание SiOfi во флюсе должно быть не более 12-13%, Для обеспечения достаточной сопротивляемости метешла шва парообразованию содержание кремния в нем должно быть не менее 0,15%, а поэтому содержание S i 0,j во флюсе неоиходимо .иметь не менее 6-7%.
Исследование влияния содержания Al/jiO во флюсе на свойства металла шва при сварке проволокой св-08ХГНМТ показало, что повышенной ударной вязкостью обладает металл шва при содержании порядка 10-20% AlijOj в низкокремнистом флюсе, содержащем двуокись титана,,
Полученные Данные представлены в т абл. 2 ..
Таблица2
Ударная вязкость
флюсе металла шва в исходном состоянии, кгс-м/см В целях снижения температуры плавления флюса и устранения повышенной жидкотекучести расплавленного шлака, а также в целях ограничения выгорания марганца, хрома и титана, содержащихся в сварочной проволоке, концентрацию двуокиси титана во флюсе следует уменьшить, но так, чтобы
обеспечить хорошие технологические свойства и повышенную кислотность флюса.
Результаты исследования технологических свойств флюса при сварке проволокой св-ОВХГНМТА под низкокремнистным флюсом (при СаО 13% и МдО 0%) с различным содержанием двуокиси титана представлены в табл. 3.
Таблица 3



| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки | 1976 |
|
SU676408A1 |
| Плавленый флюс для автоматической сварки | 1980 |
|
SU921736A1 |
| Состав сварочной проволоки | 1985 |
|
SU1284763A1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Способ изготовления марганцевых плавленных флюсов | 1976 |
|
SU636063A1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Плавленый флюс для сварки и наплавки низколегированных сталей | 1990 |
|
SU1754378A1 |
| Сварочный флюс | 1977 |
|
SU716749A1 |
| Флюс для электродуговой сварки и наплавки | 1989 |
|
SU1606297A1 |
| Состав сварочной проволоки | 1979 |
|
SU859087A1 |
Качество формирования шва Определимость шлаковой корки Плохая,на шве от шваимеется приИз табл. 3 видно, что оптимально содержание двуокиси титана во флюсе будет в количестве 28-35%. Увеличение содержания Т i во флюсе свыше 35% приводит к недопустимому снижению содержания марганца и хрома в металле шва.
Известно, что марганец в металле шва способствует повышению прочности металла, пластичности и вязкости. Поэтому при сварке проволокой св 08ХГНТМА следует ограничить выгорание марганца, содержащегося в сварочной проволоке. Это может быть выполнено либо значительным увеличением содержания во флюсе основных окислов СаО и МдО, либо дополнительным введением во флюс окислов марганца. Значительное увеличение во флюсе СаО и МдО недопустимо, так как повысит способность флюса поглощать и удерживать влагу, что сниз-ит сопротивляемость металла шва образованию пор и холодных трещин водородного характера. Поэтому приемлемым является только дополнительное введение во флюс окислов марганца.
Содержание окислов марганца в плавленных флюсах обычно обеспечивается введением в шихту флюсов марганцевого концентрата электродного, поставляемого по ГОСТ 4418-75 который имеет в своем составе фосфсра до 0,% и является основным поставщиком фосфора в марганцевые плавленые клюсы и в металл швов.
Данные представлены в табл. 4.
Хорошее
Удовлетворительное
Таблица
Содержание во фтпосе
Содержание фосфора (%) в металле ИггО, % шва При сварке проволокой св08ХГНМГА
35
Установлено, что для высокой сопротивляемости радиационному охрупчиванию сталь 15ХЗН1МФ и ее сварные соединения должны иметь ограниченное содержание фосфора - не более 0,02% (табл. 5).
Таблица 5
Д Тк
Содержание фосфора
Л л:;
r-ia в металле, %
55
Примечание:
коэффициент радиационного А охрупчивания ;
смещение критической темпеTKратуры хрупкости при облучении металла потоком нейтронов Ф (нефтр/см ). Хорошая, шов чистый, без пригара JUuii-u-Jf- та5л,:4 к 5 показыБйЮ:: , что .. обеспегченмя низкого содержания чосфора в мс-талле а вьлсокой сопротиБляомости радиац ОНг оку охрупчи ванию не следует прикеи ггъ марх-анцепый концентрат при изготоЕлеяии сварHijio флюсз Наличие во флюсе ОКИСЛОР масггтнца с низкой кокцектрацией фосфорч можгЮ обеспечить путем введекия. D шихту флюся порсчПчОобразыоио метал-лии::скога маргани- ; , содержащего фОСфора ке более О Д; тi (ГОСТ 6008-75), Одкзко при Э1ОМ оозг-лесхно с марганцем металлическим 7;ребуетс;1 тезгько НБО,д :-ггъ н шихту Флюса OKifaifci жедезв ддя окисденк марганца по peaKivw,H ЗМг -; FcQOj, ЗНпО 2 Fe . так лсак примесной кокцентрадик окисоюв x::e noSfi яо фдюсе недостаточно /уся OL :HC;-денит металлического д арганда З1 а-чктсдьная часть его не усвакваетсд распдалом -ц выдадает в -: сздок„ ., дед;оно,, что дри сварке дроводокод CB-OsXrHJlTA достаточно иметь окнслоа мару-анца БО фдюсе не бодее 3 м;,с „-а Д/гд обеспечения код -Чес окисдоз марданиа во флюсе в михту « фдюса следует вводить лгатапдичасккй поро1;п ообразный марганец з кодидестве Ojl лас.% и до 2% Fej.Oj, но так,, чтобы в готовом фдюсе содержание F е,ч Оо, Н8 дре гЕладо 1,.5%. В дротизйоы едудае Сбудет снижатъсд пдастидность с вяз косить MOTaj na i-ma, На отдедямость iiuiaKOSOii корки от ;ида при исподьзовакии фдюс-д систег чп Si3,j OQ -СэО-Са -,д-л S л i.i 3 - i-lgu .есдк..j... ко:.;донеЕггн содержатся г соотнет- стЕик с а аявленкыгл:- г.р,:-:дсдег-гд .i ока:з;::;н«ет зчачитедькое здкдни ; НсО, ЧсллодегЕие этого окисда До сО(Л;авА фдвдса позводдет дoJiyдaть сас-рнде.„ гп;1:т чист1:«е -- без гшигарад /VIKK ст- де;пчется от шзоз дегко. :ле;Ичен:иг; Е С0::тавс флюса А1 о О ; . НпО к Fe/iO, а также уменыпение содержания TiOn и ис1шюченяе иэ состаS3 HciO в комплексе позволяет обеспечить стабильность дугового процесса при сварке под слоем Флюса и исклю чить переход его Е элпктрошлаковый, В ре;1удьтате сварг:ой лов формируете: нормально, как к г олжно сыть при дугояой снарке под споем фпюса,: Ксро-;ка шлака на ujse тюпучается тонкой и рояной, значительно уменьшается расход флюса Иопытааие фJiюca Г редг;а гасмото состава при сварке кодьдевых стьаков обечаек д;-saмriтpo ; 600 ivib-i показало, что сварочнай горит ;:табидьно, дуговой процесс ке -среходит я здектрО гшако::Ый - фор1 а-1рОЕакиа щва хорошев: ijODHMe EMCXJTG и и 4 :ринс , расгдддяденный шдак королю удердчзаотся tS шде, а уастытлия иитэксо ая ксркз небодкинх ралмерог и догко отделяется СХ шва,, нс: шве не остагт;: I- JHПоедяагае;.мй состав сварочно-о фдюоа позводкет додудить ог-ткм-т;-, ...д химический сосдав метадда шэа (табп, 6}.. Д1пя сзьрки ис 1ользуюг фдюс . оодержа& ий , ас,%: Si О,, 93: ТЮ-яЬ,:.;; Kf,D 3 ,C , СоС 15,oj Ai,,6co 14 ; О ; Гг: ДЧ О , S , котСром ооеспэдиваются необхо,г;г- лыс алужебные дсшактеристики - требуемая дрочьость псэдщенная дпасти ткюгь и вязгсость „ исходном с;:остойе1ии и ruj выше ;i пая сопротиэ/яемссть окному ,. тегшозому (табд 7) и радиационному охрупчиванию (А 8, табд, 5), значений указанных характеристик -ле.:&лла шва дриво, к 3: aдитeJ-,нolvly уве1Д5чению кадеЖг-jocTK и глотсресурса -гонструкикй,
Предлагаемый сварочный флюс может быть применен на предприятиях судостроительной промышленности и энергетического машиностроения, где предъявляются повышенные требования к качеству сварных соединений стальных конструкций. Для внедрения предлагаемого сварочного флюса в широкое промышленное использование не требуется каких-либо дополнительных затрат и специальных технологических мер по сравнению- с изготовлением существующих сварочных флюсов.
Предлагаемый сварочный флюс имеет такое соотношение компонентов, которое обеспечивает получение оптимального химического состава металла шва хорошее формирование шва и легкую отделимость шлаковой корки, повышенную пластичность и вязкость металла в исходном состоянии и низкое содержание .водорода, что способствует предотвращению образования холодных трещин в сварных соединениях. Кроме того, не обеспечивает требуемую прочность металла шва и повышенную сопротивляемость против отпускного и радиационного охрупчивания.
Технико-экономический эффект вырааится в повышении качества сварных
Таблица 7
швов и увеличении надежности при эксппуатации сварных конструкций в условиях повышенных температур.
л
Формула изобретения
Плавленый флюс,-, преимущественно для автоматической сварки теплоустойчивых сталей, содержащий кремнезем, двуокись титана, окись кальция, фтористый кальций, глинозем, окись , закись марганца, отличающийся тем, что, с целью повышения качества металла шва, компоненты флюса взяты в следующем соотношении, вес. %:
Кремнезем7-12
Двуокись титана28-35
Окись кальция9-18
Закись марганиа0,1-5,0
Глинозем9-18
Фтористый кальций 25-40 Окись железа0,1-1,5
Источники информации, принятые во внимание при экспертизе
