Изобретение относится к сварке, а именно к устройствам для совмещенид кромок деталей, собираемых под сварку. Известно приспособление для совмещения кромок деталей, собираемых под сварку, преимущественно конических и цилиндрических обечаек, содержаадее снабженный упорами корпус, в котором смонтирован приводной шток со стяжной пластиной с отверстием, соединенный с прижимным башмаком, выполненным в виде соединенных между собой конического и цилиндрического секторов, а также размещенный в пазу цилиндрического сектора фиксирующий пластину болт ГП . Недостатком известного устройства является то, что в нем не обеспечивается надежная фиксация стяжной пластины в прижимном башмаке, так как стяжная пластина фиксируется лишь за счет взаимодействия своего отверстия с цилиндрическим концом фиксирующего болта, а это прималой пластины, когда требуется малая величина зазора между свариваемыми кромками (О,1-1мм), снижает качество сборки изделий под сварку, вследствие того, что при совмещении свариваемых кромок, стяжная пластина подвергается воздействию растягивающего усилия, а это приводит к деформации контура отверстия стяжной пластины, которая из-за этого быстро выходит из строя. Кроме того, .недостатком устройства является и то, что в нем iie обеспечивается надежная ориентация стяжной пластины, так как при совмещении свариваемлх кромок стяжная пластина подвергается воздействию крутящего момента в результате вращения гайки ее винтового привода, а это приводит к быстрому изнашиванию пластины и снижает качество сборки изделий под сварку вследствие того, что стяжная пластина, подвергаясь воздействию крутящего момента, своими боковыми стенками, из-за наличия зазора в направляющих, в свою очередь воздействует на свариваемые кромки, увеличивая тем самым необходимый зазор между шиь1И, что приводит к снижению качества сварного шва. Цель изобретения - повышение качества сборки изделий под сварку пу-. тем обеспечения более надежной фиксации стяжной пластины в прижимном башмаке.
Указанная цель достигается тем, что в приспособлении для совмещения кромок деталей, собираемых под сварку, преимущественно,конических и цилиндрических обечаек, содержаще е снабженный упорами корпус, в котором смонтирован приводной шток со стяжно пластиной с отверстием, соединенной с прижимным башмаком, выполненным в виде соединенных между собой конического и цилиндрического секторов, а также размещенный в пазу цилиндрического сектора фиксирующий пластину болт, указанный болт снабжен шарнирно закрепленной на его конце прижимной пятой с цилиндрическим хвостовиком, взаимодействующим с отверстием стяжной пластины, при этом прижимная пята выполнена с двумя параллельными межд г собой J, а также параллельно продольной оси стяжной пластины срезами и размещена в упомянутом пазу цилиндрического сектора, ширина которого выполнена меньше ширины стяжной пластины.
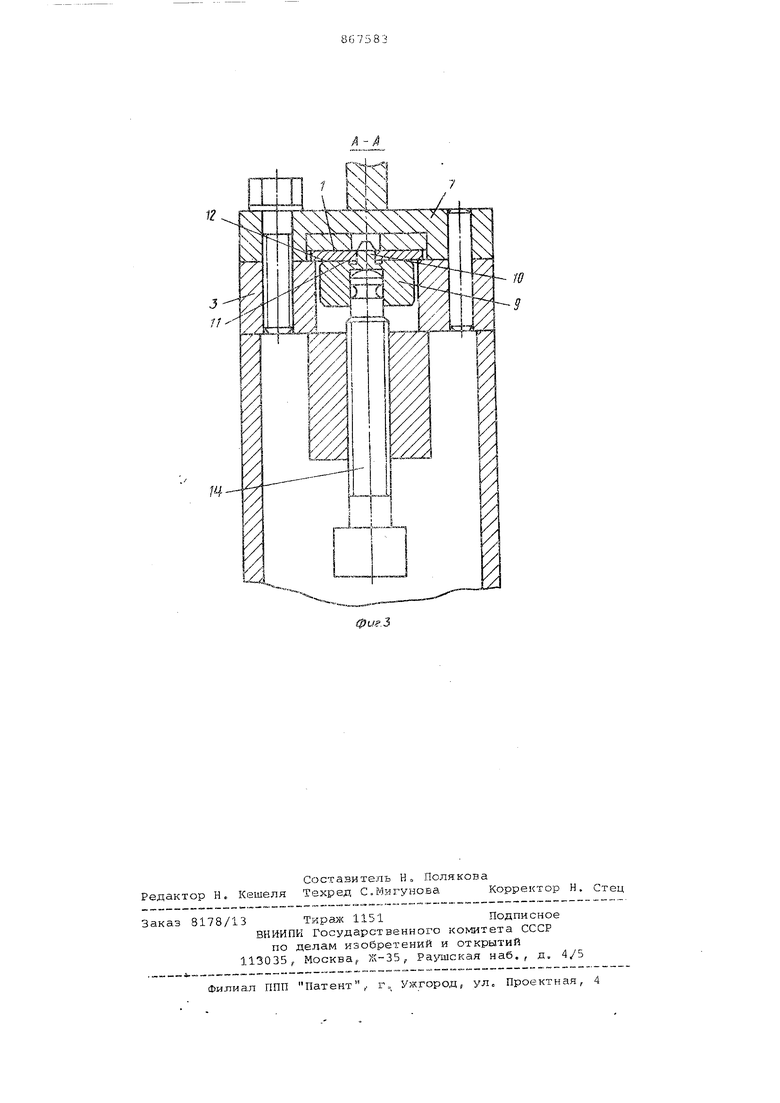
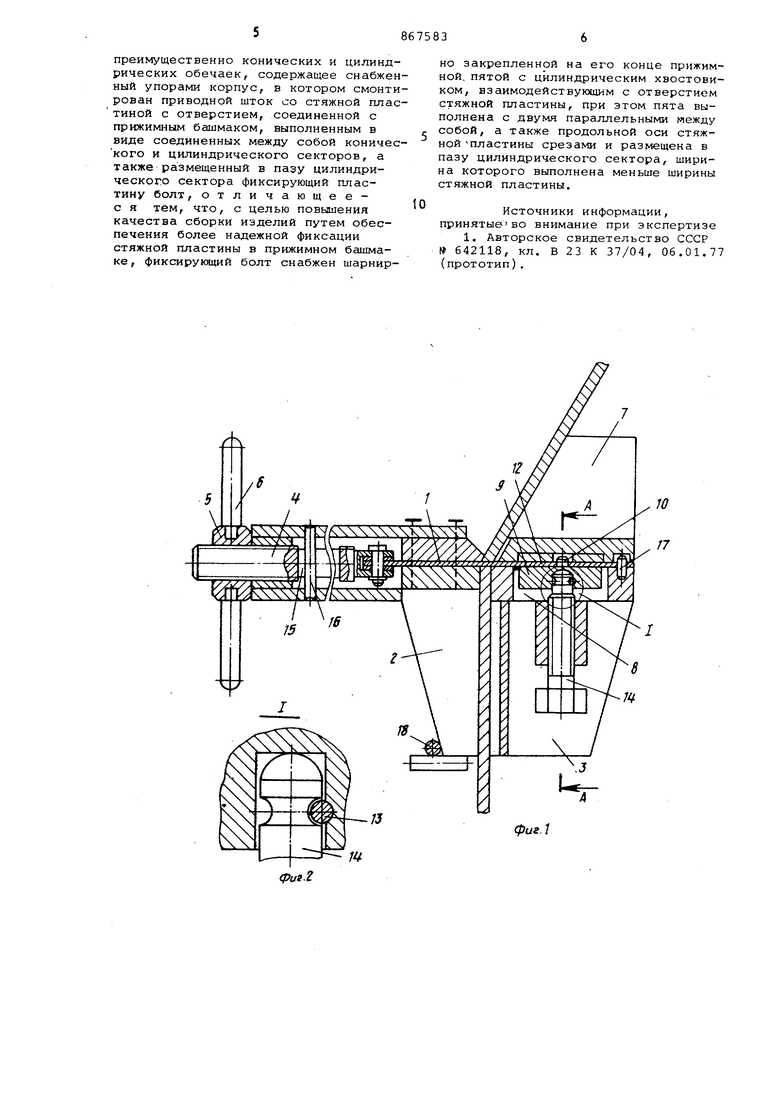
На фиг. 1 показано приспособление, вид сбоку, поперечный разрез на фиг, 2 - узел 1 на фиг.1; на фиго 3 разрез А-А на фиг. 1.
Приспособление состоит из стяжной пластины (ленты) 1, перемещаквдейся в направляющих к.орпуса 2 и прижимного башмака 3 винтом 4 при помощи гайки 5 с рукоятками 6„ Прижимной бсимак 3 состоит из двух частей, обработанных по форме пристыковываемьи элементов„ Одна часть прижимно1го башмака 3 имеет форму цилиндрического сектора, другая часть имеет форму конического сектора 7. В пазу 8 цилиндрической части прижимного башмака 3 перемещается прижимная пята 9, выполненная с цилиндрическим хвостовиком 10, взаимодействукщим с отверстием 11 в стяжной пластине 1, которая контактирует с плоскостью основания 12 хвостовика 10 прижимной пяты 9 f шарнирно соединенной при помощи штифта 13 с фиксируюихим болтом 14 о Винт 4 привода стяжной пластины 1 выполнен с диаметральныг- пазом 15, взаимодействующим с направляюишм штифтом 16, эакрепленныр вкорпусе 2, Прижимная пята 9 с болтами 14 и штифтом 17, закрепленным в цилиндрической части прижимного башмака 3,- обеспечивают нащежную фиксацию стяжной пластины 1, а диаметральный паз 15 винта 4 совместно с направляющим штифтом 16 обеспечивают надежную ориентацию стяжной пластины 1 в направляющих корпуса 2 и прижимного башмака 3, Стальной канат 18 удерживает корпус 2 от разворота при сборке. Винт 4 привода стяжной пластины 1 перемещается в отверстии корпуса 2 и выполнен по ходовой насадке.
Предлагаемое приспоссбление работает следующим образом.
Для стыковки обечайкя с конусом по периметру стыка обеча.йки размещают установочные приспосббления в количестве, зависящем от диаметра. Вручную на обечайку устг1навливают собранные с сектором 7 прижимные башмаки 3 и 2,
В направляющие винтом 4 при помощи гайки 5 с рукоятками 6 вдвигается стяжная пластина 1 до упора в штифт 17. Болтом 14 цилиндрич€ ский хвостовик 10 прижимной пяты 9 вдвигается в отверстие 11 стяжной пластины 1, которая поджимается плоскостью основания 12 хвостовика 10 прижимной пяты 9 и надежно фиксируется в этом положении.
Врёидением рукояток 6 гайки 5 прижимной башмак 3 поджимаевтся з стенке цилиндрической и конической оболочек обеспечивая их центрирование. После прихватки собираемых элементов снимается канат i,8. При помощи болта 14 прижимная пята 9 освобождает стяжную пластину 1 и винтом 4, вращая рукоятки 6 гайки 5, выдвигается из направляющих. Корпуса 2 и прижимные башмаки 3 с секторами 7 затем снимаются и подготавливается сборка под сварку следующих изделий.
Использование предла1 аемого приспособления позволяет за счет надежной фиксации стяжной пластины в прижимном башмаке и ее надежной ориентации в направляющих, что способствует увеличению срока службы последней в 1,5-2 раза, производить качественную сборку изделий под сварку, включая случаи, когда требуется малая величина зазора между свариваемыми кромками (0,1-1 мм, таккак значительно уменьшаются отрицательные факторы воздействия на стяжную пластину, возникающие or крутящего момента и от растягивающего усилия, которые являются следствием вращения гайки винтового привода,, а это способствует повышению производительности труда на 40-50%, IaK как, например, при сборке изде/ ий под сварку, когда требуется малая величина зазора между свариваемыми кромками (0,1-1 мм), сокращается время на устранение дефектов, возникающих в стажной пластине (деформация контура отверстия, ее изгиб и т.д.), и значительно уменьшается количество замен последней при ее выходе из строя, а также.исключается время на устранение дефектов сварного шва (непровары, прожоги и т.д.).
Формула изобретения
Приспособление для совмещения кроЙ5 мок деталей, собираеглах под сварку.
преимущественно конических и цилиндрических обечаек, содержащее снабженный упорами корпус, в котором смонтирован приводной шток со стяжной пластиной с отверстием, соединенной с прижимным башмаком, выполненным в виде соединенных между собой конического и цилиндрического секторов, а также размещенный в пазу цилиндрического сектора фиксирующий пластину болт, отличающеес я тем, что, с целью повышения качества сборки изделий путем обеспечения более надежной фиксации стяжной пластины в прижимном башмаке, фиксирующий болт снабжен шарнирно закрепленной на его конце прижимной, пятой с цилиндрическим хвостовиком, взаимодействующим с отверстием стяжной пластины, при этом пята выполнена с двумя параллельными между собой, а также продольной оси стяжной пластины срезами и размещена в пазу цилиндрического сектора, ширина которого выполнена меньше ширины стяжной пластины.
Источники информации, принятыево внимание при экспертизе
1, Авторское свидетельство СССР № 642118, кл. В 23 К 37/04, 06.01.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для совмещения кромок деталей,собираемых под сварку | 1977 |
|
SU642118A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Устройство для формирования обратной стороны сварного шва | 1979 |
|
SU959975A1 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| Устройство для сборки и формирования обратной стороны кольцевых стыков | 1987 |
|
SU1530386A2 |
| Приспособление для сварки продольных швов обечайки | 1990 |
|
SU1738083A3 |
| Устройство Дагиса для прижима полуколец к цилиндрическим поверхностям | 1990 |
|
SU1815096A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |