Изобретение относится к подготовке проволоки к волочению и может найти применение в метизной промышленности. В настоящее время на стапепроволоч- ных заводах заправку оборванной проволоки в действующих печах в основном производят ручным способом с применением простого инструмента. Известно устройство для заправки проволоки в коротких печах с кипящим сЛоем содержащее заправочную штангу в виде от резка трубы, на переднем конце крепится оборванная проволока, которая проталкивается через нагревательную печь вручную или с помощью механического привода Основными недостатками указанного устройства является невозможность заправ ки проволоки в нагревательной печи большой длины (12-15 м) и cлoжнoctь Механизапии подачи заправочного органа. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является механическое устройство цля заправки проволоки в нагревательной дечи, содержащее замкнутый цепной конвейер, заправочную штангу с зажимами или фиксаторами изделия (проволоки) и привод перемещения, где цепной конвейер снабжен выступами, установленными под углом друг к другу на смежных пластинах конвейера 23. Недостатком этого решения является то, что цепной конвейер постоянно находится в зоне высоких температур, что привоит к быстрому износу его. Цель изобретения - повышение надежности работы конвейера. Указанная цель достигается тем, что 3 механическом устройстве для заправки проволоки в вагреватальнсЛ печи, содержащем замкнутый пепной конвейер, заправочную штангу с приспособлением для фиксации конца проволоки и привод, в футеровке выполнены продольные направляющие каналы, в которых размещены цепи конвейера, при этом каналы нижней ветви конвейера, расположенные на уровне пода, имеют выход в рабочую камеру. Причем направляющие канала могут быть выполнены из труб или из чугунных блоков. .Кроме того, заправочная штанга выполнена в виде металлической пластины, шарнирно соединенно с цепями конвейера. На фиг. 1 представлен вид нагреватель ной печи с заправочным устройством; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 вид А На фиг, 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - узел 1 крепления стой ки и заправочной штанги, (вид спереди и разрез о - о ); на фиг. 6 - направляющий блок без выреза (вид спереди, разрез5 -5) на фиг. 7.- направляющий блок с вырезом (вид спереди и разрез & - ). Механическое устройство для заправки проволоки монтируется в нагревательной печи, .имеющей размоточный механизм, направляющий ролик и примыкающую к ней ванну патентирования. Устройство состоит из четырех направпяющих стальных труб 1 и 2, уложенных вдоль печи вне зоны интенсивного горения как показано на фиг. 1 и 2, Трубы скрепляются между собою закладными деталями и закладываются кирпичом. Две нкжнче трубы 2 им.еюг по всей длине вырезы 3, обращенные в сторону ка меры горения печи. Вместо труб могут устанавливаться литые чугунные блоки 4 и 5, показанные на фиг. 6 и 7. По этим трубам или блокам проходят две бесконечные, например, круглозвенные цепи б, которые приводятся в движение двумя ревер сивными электроприводами 7 и 8 через звездочки 9 и 10..Звездочки крепятся щпонками на валах 11 и 12, которые опи раются на подшипники 13 и 14. К цепям щарнирно прикрепляются стойки 15, которые звеньями соединяются с заправочной щтангой 16, имеющей отверстие 17 или специальные зажимы (для крепления концов проволоки). Узел крепления -стойки и щтангн показан на фиг. 5. Заправочная щтанга 16 совершает челночное движение от места крепления проволоки в начале печи к месту ввода ее в ванну патентирования в конце печи и возвращается обратно. Для остановки штанги в рсходных положениях служат концевые, выключатели 18 и 19, Два электропривода включаются в работу одной кнопочной станцией для синхронности. Механическое устройство для заправки оборванной проволоки в действующей нагревательной печи работает следующим образом. Рабочий вручную закрепляет конец (или несколько концов) оборванной проволоки на заправочной штанге 16, используя отверстия 17 или зажимы, и включает электродвигатели в работу. Штанга движется вдоль камеры горения нагревательной печи и протягивает за собою проволоку, которая укладывается на печной под в нужный ряд. Перед ванной патентирования штанга автоматически останавливается и рабочий заправляет проволоку под погружатель этой ванны способом, принятым на предприятии (вручную или механическим устройством.); Включением двигателей на обратный ход Заправочная штанга вхолостую возвращается в исходное положение, где она остывает на воздухе до следующего захода. Скорость движения заправочной щтанги должна быть несколько больще скорости движения нагревательной проволоки. Заправочные трубы 2 несколько охлаждаются проходящим через них внещним воздухом, Экономический эффект от внедрения предлагаемого устройства возникает вследствие улучшения, условий труда рабочих и долговечности, работы устройства. Ф о р м у л а изо б р е т е н и я 1.Механическое устройство для заправки проволоки в нагревательной печи, содержащее замкнутый цепной конвейер, заправочную щтангу с приспособлением для фиксации конца проволоки и привод, отличающееся тем, что, с целью повышения надежности работы конвейера, в футеровке печи выполнены продольные направляющие каналы, в которых размещены цепи конвейера, при этом каналы нижней ветви конвейера, расположенные на уровне пода, имеют выход в рабочую камеру, 2.Устройство поп, 1, отлича ющ е е с я теМ| что направляющие каналы выполнены из труб. 3.Устройство по п. 1, о т л и ч а ющ е е с. я тем, что направляющие каналы выполнены из чугунных блоков, 4.Устройство по п, 1, отлича ющ а е с я тем, что заправочная штанга выполнена в виде металлической пластины, шарнирно соеаиненйЬй с цепями конгзейера.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 395458, кл. С 21-D 9/52, 1971.
2.Авторское свидетельство СССР № 659638. кл. С 211) 9/52, 1975.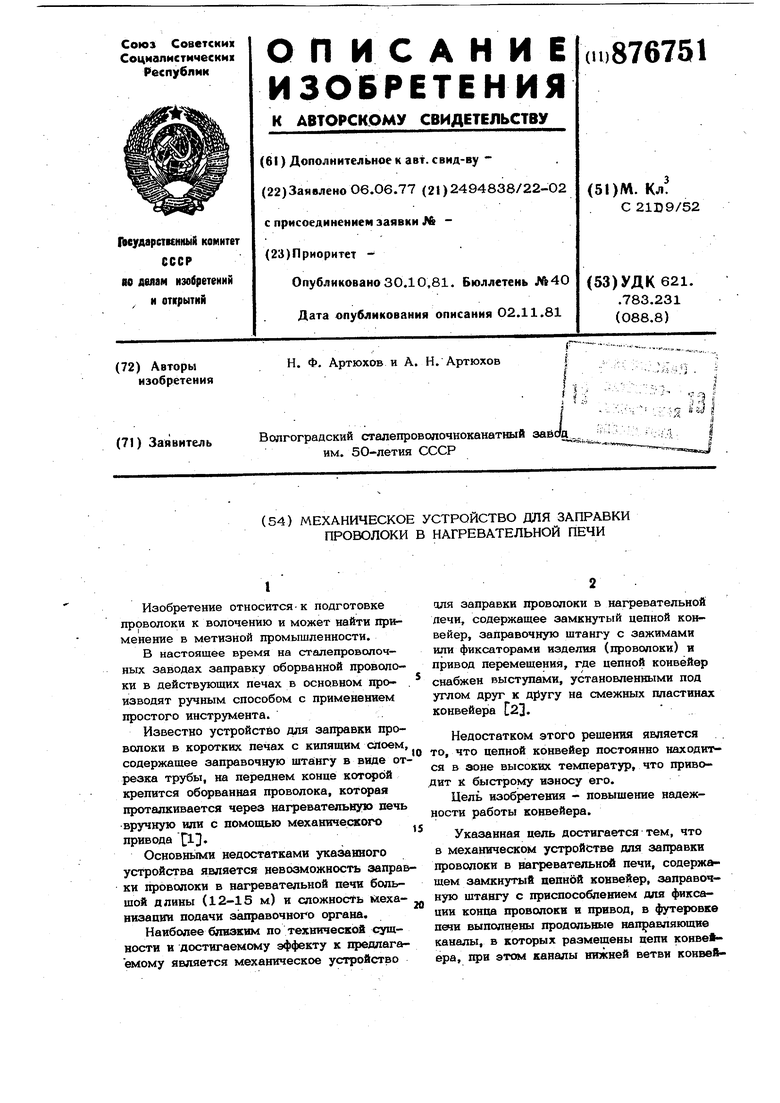


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2102502C1 |
| Установка электроконтактного нагрева проволоки | 1981 |
|
SU1082836A1 |
| Туннельная печь для скоростного обжига фарфора, фаянса и других керамических изделий | 1960 |
|
SU146682A1 |
| Регенеративный агрегат для патентирования проволоки | 1978 |
|
SU699026A1 |
| Агрегат для обработки стальной проволоки | 1990 |
|
SU1749271A1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
| Агрегат для патентирования проволоки | 1978 |
|
SU706456A1 |
| Агрегат для патентирования проволоки | 1980 |
|
SU908864A1 |
| УСТРОЙСТВО для ТЕПЛОВОЙ ОБ1РАБОТКЙ ТРУБ | 1970 |
|
SU268213A1 |
| Агрегат для термообработки стальной проволоки | 1981 |
|
SU1076472A1 |

(риг. г
rv
m ,
Вид A 9(/г. 3
f/
