Изобретеипне дсасается автоматизацин П рокатного производства н может быть использовано на предприятиях черной, цветной металлургии и в авиационной промьшшенности ,. Наиболее распространенным методом регулирования толщины металла при холодной прокатке является изменение межвалкового раствора клети с помощью нажимного устройства. В последние годы в прокатное прои водство внедряется новый прогрессивны метод и оборудование для регулирования межвалкового зазора путем растяжения станины клети с помощью гидравлических цилиндров, встраиваемых между подушками опорных валков. Этот новый метод может быть применен практически на всех находящихся в эксплуатации прокатных станах, поскольку не требует больших механических переделок, но вместе с тем, обес печивает повышенное быстродействие .и сокращает износ механизмов стана tl. Использование устройства для гидрораспора клети в качестве сисполнительного элемента в системе автома-. тического регулирования толщины прокатываемой полосы предусмотрено в устройстве для регулирования толщины полосы, в котором в качестве датчика использован микрометр, измеряющий толщину полосы на выходе из прокатного стана и последовательно с ним подсоединенные дискриминатор для выделения отклонения толщины относительно задания, гидроусилитель и мультиЬлйкатор, создающий давление масла в гидроцилиндрах. При наличии отклонения тохщщны, давление в гидроцилиндрах должно изменяться в пределах, необходимых для ликвидации ошибкиt Указанное устройство имеет серьезный недостаток, заключающийся в том, что после ликвидации отклонения толщины полосы, явившегося причиной возникновения управляющего гидроусилителем сигнала, исчезает также и управляйщий сигнал, а это ведет к возникновению разнотолщинности. Таким образом, возникают периодические автоколебания системы регулирования, ото браженные в выходной толщине прокатываемой полОсы.
Цель изобретения - повысить точность регулирования .
Для достижения поставленной цели устройство дополнительно содержит последовательно соединенные между собой элементы зоны нечувствительности, множительный блок и интегратор, причем вход элемента зоны нечувствительности соединен через дискриминатор с микрометром, а выход интегратора соединен с регулируемым гидроприводом..
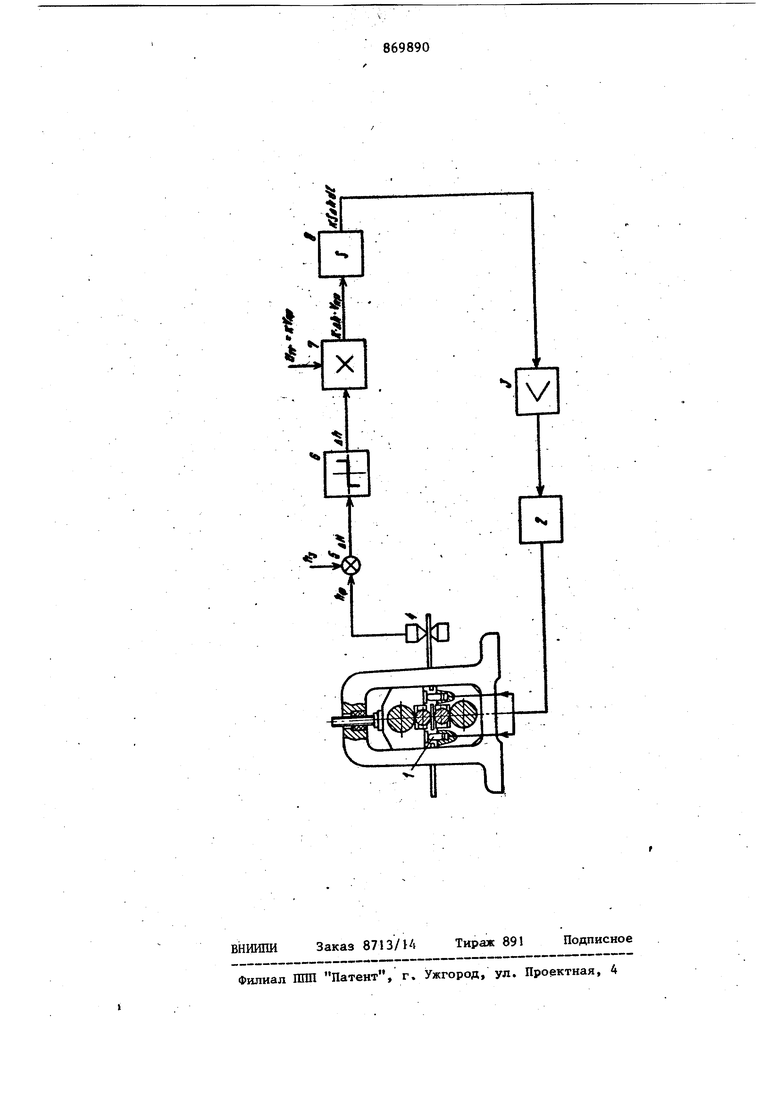
На чертеже представлена блок-схема предложенного устройства, .
Устройство содержит рабочие гидрог цилиндры 1, расположенные между подушками опорных валков, мультипликатор 2, гидроусилитель 3, микрометр 4, дискриминатор 5, элемент 6 зоны нечувств1 тельнрсти, множительный блок 7, интегратор 8. ;
Устройство работает Следунищм образом.
В дискриминаторе сравниваются сигналы заданной толщины hj и фактической . .При наличии отклонения в толщине прокатываемой полосы от задания возникает сигнал : (hg- Нф ) Если ь И становится больше заданной зошл нечувствительности, то результирующий сигнал дН поступает на вход множительного блока 7, на второй вход которого подается напряжение тахогенератора Ui., пропорциональное скорости прокатки . Выходной сигнал множительного блока 7, представляющий собой произведение Kah V,jp, подается на интегратор 8.
Напряжение на выходе интегратора
8 при ЭВОМ
1 - -. .
u,,,
где , т.е интегрирование ведется по длине прокатьюаемой полосы.
Если отклонение толщины не меняет своего знака, напряжениеи цт нарастает и гидроусилителем 3 преобразуется: в сигнал, управляющий мультипликатором 2, в результате чего давление в системе гидроусилителя изменяется до тех пор, пока не будет ликвидировано отклонение толщины. После этого, сигг чал jsh исчезает,на выходе интегратора 8 устанавливается постоянное напряжение, поддерживающее установленное давление в системе гидрораспора, и так будет продолжаться до тех пор, пока не возникнет новое отклонение, после чего процесс повтрряется.
Экономический эффект, определенный за счет улучшения качества металла и прокатки с минусовыми допусками, примерно 50 тыс. руб,.в год, .
Формула изобретения
; .
Устройство для автоматянческого регулирова1ния толщины полосы, включают щее гидроцилиндры между подушками опорных валков, регулируемый гидропривод, микрометр с выходной стороны прокатки, дискриминатор , отличающееся тем, что, с целью повышения точности прокатки, оно снабжено последовательно соединенными элементом зоны нечувствительности, множительным блоком и интегратором, причем вход элемента зоны нечувствительности связан через дискриминатор с микрометром а -выход интегратора соер динен с регулируемым гидроприводом.
Источники информации, принятые вот внимание при зкспертизе
1.Бюллетень ЦНИИЧермет № 23,1969
с, 619.
2.Авторское свидетельство СССР № 232909, кл. В 21 В 37/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования межвалкового зазора прокатной клети | 1990 |
|
SU1704873A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1983 |
|
SU1107917A1 |
| Устройство для управления прокатным станом | 1982 |
|
SU1080732A3 |
| Устройство регулирования межвалкового зазора прокатной клети | 1983 |
|
SU1082507A1 |
| Устройство гидрораспора клети | 1981 |
|
SU978964A1 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| Устройство для регулирования раствора и профиля валков | 1978 |
|
SU747703A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |