(54)УСТРОЙСТВО. ДЛЯ ОХЛАЖДЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения футеровки металлургических ковшей | 1987 |
|
SU1407674A2 |
| Устройство для сушки сталеразливочных ковшей | 1983 |
|
SU1121095A1 |
| Способ разогрева футеровки металлургических ковшей | 1989 |
|
SU1759546A1 |
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША | 2016 |
|
RU2639109C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ФУТЕРОВКИ КОВША | 1997 |
|
RU2124964C1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ФУТЕРОВКИ КОВШЕЙ | 2001 |
|
RU2218240C2 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2735014C1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2811006C1 |
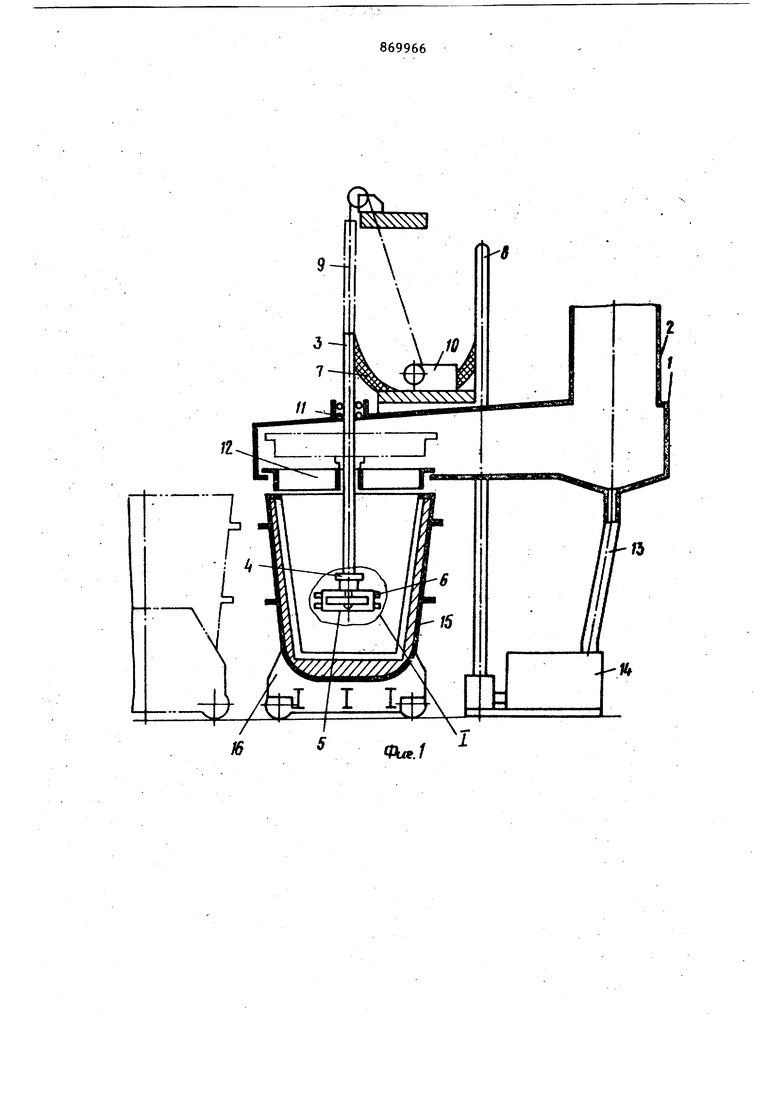
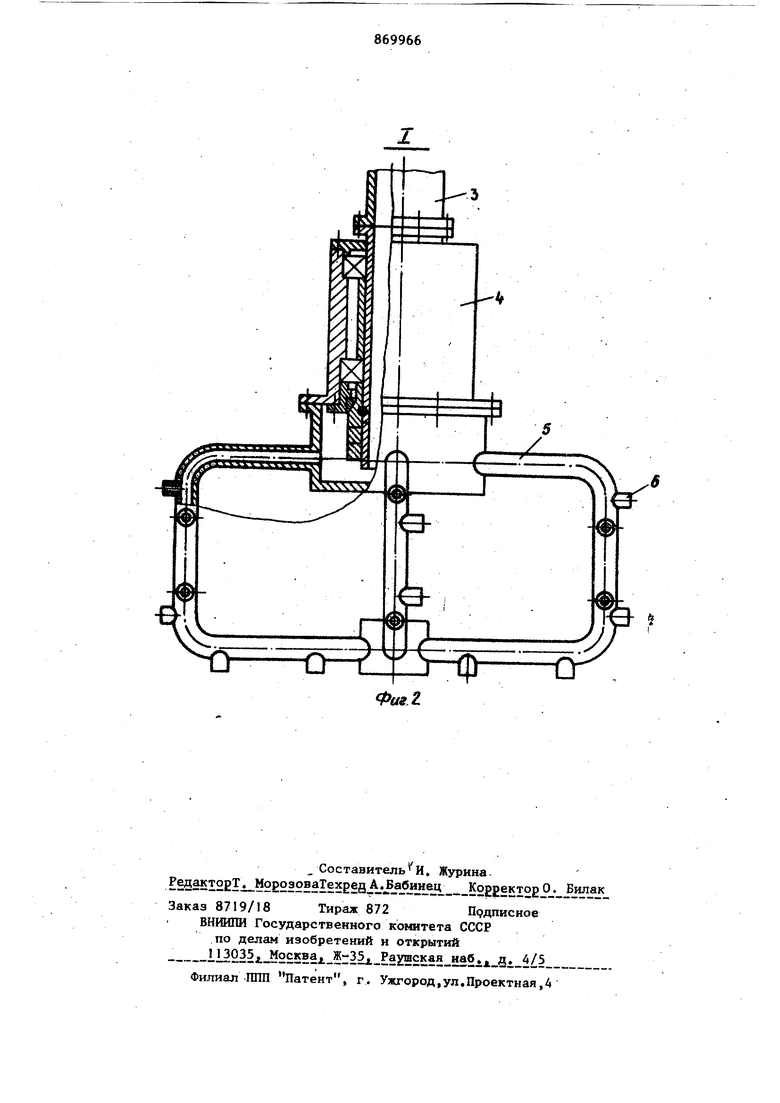
Изобретение относится к области . металлургической промышленности и может быть использовано в сталеплавильном производстве для повьшения стойкости монолитной футеровки ковшей. Известны устройства данного назна чения, содержащие форсунки для опрыс вания футеровки после слива из ковша металла l . Однако устройство не обеспечивает местного (выборочного)упрочнения футеровки и приводит к большому расход воды. Известно устройство для охлаждени футеровки, содержащее крьш1ку с возду ховодом и приспособление для подачи охладителя в виде змеевика 2. Недостатком этого устройства является невозможность при его использовании получить равномерную стойкость футеровки по всей поверхности, а также большой расход воды, вызванный тем, что змеевик практически имеет форму шаблона со стационарно закрепленными на нем трубами и равномерно расположенными отверстиями.Это приводит к тому, что устройством невозможно производить выборочное упрочнение футеровки, которое необходимо после ремонта местных дефектов методом торкретирования. В результате этого стойкость футеровки по поверхности ковша остается неравномерной. Известным устройством нельзя регулировать расход охлаждаемой жидкости, так как она поступает из трубы общим потоком. Это приводит к перерасходу воды, то есть в данном случае ее нельзя подать только на ремонтируемое место, а она поступает на всю поверхность футеровки. Целью изобретения является получение равномерной стойкости футеровки по всей поверхности и сокращение расхода охладителя. Указанная цель достигается тем, что приспособление для подачи охлади3теля вьтолнеио в виде дйаме трально ра положенных патрубков с закрепленными на них форсунками, причем основание приспособления для подачи охладителя укреплено в дополнительно установленной с возможностью враще|ния опоре, соединенной с приводом возвратно-по;ступательного движения. На фиг, 1 схематически изображено предлагаемое устройство, разрез; на фиг. 2 - узел I на фиг, 1, Устройство состоит/из крышки 1 с воздуховодом 2, В крышке установлена полая штанга 3, на нижнем конце которой закреплена на подшипниках вращающаяся опора 4, Основание приспособления дл подачи охладителя крепится к фланцу опоры. Приспособление 5 выполнено в виде диаметрально расположенных патрубков с закрепленными на них форсунками 6, которые можно менять . С противоположного конца к штанге подведен гибкий рукав 7, соединенный с трубой 8. Штанга канатом 9соединена с лебедкой 10 и установле на в роликовьгх направляющих 11, расположенных на раме крьштм. На основание последней свободно оперта обеча ка 12, через которую пропущена штанга Внизу крьшки установлен отвод 13 для конденсата влаги, соединенный с баком 14, Под обечайкой располагают ковш 15 с монолитной футеровкой. Ковш устанавливают на тележку 16,. Работает устройство следующим обра зом. , Сталеразливочный ковш 15 с новой монолитной (набивной)футеровкой на тележке 16 подают под крышку 1, Предварительно поверхность футеровки разогр вают до 800-1000 С, При зтом приспосо ление 5, штанга 3 и обечайка 12, опер тая на опору 4 при помощи лебедки 10 поднимаются в верхнее крайнее положение (см, на фиг,1). После установки ковша под крьш1кой включением лебедки 10в полость ковша вводится штанга 3 с приспособлением 5« Обечайка 12, опустившись перекрывает зазор между верхом ковша и крышкой. В этот период охладитель (вода) под давлением по трубе 8 через гибкий рукав 7 и полост в штанге поступает на форсунки 6, Расположение форсунок (см. фиг.2}та6кое, что за счет энергии струй воды приспособление 5 вращается в опоре 4, распыляя йри этом воду по поверхности футеровки, Поверхность футеровки за каляется {упрочняется) , а образованшиё(МАа ры удаляются по воздуховоду 2 в атмосферу. Конденсат по отводу 13 сливается в бак 14. Опуская приспособление 5 с штангой вдоль оси ковша и наблюдая за ним через окно в крьшгке I (на фиг, не йоказано), можно закалять (упрочнять,) любой участок футеровки или всю ее одновременно, Ковш убирают j производя все приведенные вьшге операции в обратной последовательности, После окончания разливки стали и слива остатков продуктов плавки из ковша, последний подают к устройству и производят очередное упрочнение футеровки. Если ковш ремонтируют, то упрочнен№о после разогрева подвергают локальные места футеровки. При использований данного устройства стойкость футеровки сталеразливочного ковша увеличивается в среднем на 4 плавки, сокращается парк , уменьшается расход огнеупорной массы и охладителя. Формула изобретения Устройство для охлаждения футеровки металлургических ковшей, содержащее крьш1ку с воздуховодом и приспособление для подачи охладителя, отличающееся- тем, что, с получения равномерной стойкости футеровки по всей поверхности и сокращения расхода охладителя, приспособление для подачи охладителя выполнено в виде диаметрально расположенных патрубков с закрепленньв4и на них форсунками, причем основание приспособления для подачи охладителя укреплено в дополнительно установленной с возможностью вращения опоре, соединенной с приводом возвратно-поступательного движения , Источники информации, принятые во внимание при ,Тизе 1,Информация института Черметинфррг мация 28, 1975, 2. Авторское свидетельство СССР № 530748, кл, В 22 D 41/00, 1975.
